Хонинговка цилиндров — для чего нужна расточка и хонингование двигателя
Хонингование считается завершающим этапом при производстве цилиндра и впервые проводится еще на заводе. В процессе эксплуатации и при сильном износе двигателя такая обработка стирается, из-за чего диски плохо справляются с удержанием масла.
Владельцы авто редко сталкиваются с необходимостью знать все о такой обработке дисков. Обычно машины отвозят на СТО, где мастера разбираются с возникшей проблемой и проводят капитальный ремонт моторов.
При этом понимание того, что такое хонингование блока цилиндров, а также знание основных принципов технологии, помогают держать под контролем многие процессы, которые проходят в автомобиле.
Что такое хонингование цилиндра?
В процессе эксплуатации автомобиля все его составляющие подвергаются сильной нагрузке и износу. А это может влиять на качество работы двигателя. Чтобы избежать серьезных проблем, важно своевременно проверять систему и проводить капитальный ремонт авто, в который входят расточка и хонингование блока цилиндров. Они особенно актуальны, когда на поверхности появляются сильные царапины, конусность и задиры, из-за которых становится сложно удержать нужный объем моторного масла.
Они особенно актуальны, когда на поверхности появляются сильные царапины, конусность и задиры, из-за которых становится сложно удержать нужный объем моторного масла.
Хонингование цилиндров – это процедура, которая проводится на завершающем этапе ремонта мотора и подразумевает под собой нанесение на цилиндры особых насечек. Она выполняется при помощи специального оборудования, поэтому самостоятельно осуществить хонинговку невозможно – для этого следует обратиться в СТО.
Результатом работы становится не гладкая отполированная поверхность (которая, хоть и выглядит красиво, но теряет функциональность), а цилиндр с нужной степенью шероховатости, которая и отвечает за удержание масла.
В каких случаях нужна хонинговка цилиндров?
Срок эксплуатации мотора и время, за которое изнашиваются детали, будет зависеть от целого ряда факторов:
качество бензина, который вы используете;
характер езды;
продолжительность поездок;
качество системы охлаждения и т.
 д.
д.
 д.
д.В среднем капитальный ремонт, куда входит и хонинговка блока цилиндров, рекомендуется после пробега более 100000 км. Конечно, каждый случай индивидуален, и иногда двигатель изнашивается раньше.
Как понять, что машине нужно хонингование двигателя? Возможно, вы отмечали хотя бы один из этих признаков:
выхлоп становится насыщенно серого цвета, который появляется, когда масло сгорает вместе с бензином из-за слабой работы поршневого кольца;
объем используемого масла заметно увеличился, что указывает на изменившуюся форму внутреннего канала, по которому проходит поршень;
страдает мощность двигателя;
нестабильность оборотов при холостом ходу, которая может быть следствием нарушения правильной формы цилиндра.
В таком случае необходимо срочно показать машину автослесарям. Они быстро смогут определить, нужно ли проводить хонингование цилиндров.
Хонингование блока цилиндров: преимущества обработки
Вопрос относительно того, для чего нужна хонинговка, задают преимущественно начинающие автомобилисты, которые еще не сталкивались с капремонтом двигателя. Спустя время после эксплуатации авто необходимость в процедуре становится заметной и понятной каждому.
Спустя время после эксплуатации авто необходимость в процедуре становится заметной и понятной каждому.
Даже при внешнем осмотре проблемы в работе цилиндров заметны невооруженным глазом. При их изъятии становятся заметны все мелкие и глубокие царапины, которые появляются в результате чрезмерной нагрузки на мотор. Это, в свою очередь, приводит к:
уменьшению мощности мотора;
повышению расхода бензина и моторного масла;
потере компрессии.
Для чего нужна хонинговка цилиндра? Для восстановления качественной работы двигателя. Правильно выполненная процедура способна:
улучшить эффективность цилиндра за счет подъема давления в нем на максимальный уровень;
сохранить в нужном объеме моторное масло, чтобы обеспечить регулярное смазывание деталей при рабочем состоянии двигателя;
максимально приблизить форму цилиндра к его заводским показателям – современное оборудование позволяет получить то число насечек, которое необходимо для конкретного цилиндра.

Хонинговка двигателя, в отличие от более простых процедур, таких как притирка и полировка, обладает большей эффективностью и в прямом смысле восстанавливает поврежденное покрытие детали.
Как проводятся хонингование цилиндра?
Что ж, мы выяснили, зачем нужна хонинговка. Теперь давайте приступим к разбору технологии процедуры. Для ее проведения задействуется специальное оборудование – хоны. Это керамические или алмазные хонинговальные головки, которые запускаются на механическом стенде и оказывают воздействие на поверхность цилиндра. Керамические головки более бюджетные, однако при длительном использовании долговечные алмазные хоны гораздо выгоднее. Именно поэтому их часто используют на СТО.
Дополнительно в качестве смазки мастера применяют масляно-керосиновую смесь или специальный водный раствор. Такие средства позволяют предотвратить коррозию цилиндра.
Технология хонингования включает в себя такие основные этапы:
Подходящий патрон дрели вставляется в инструмент для обработки – хон.
Для большей надежности и лучшего результата используются вспомогательные инструменты: уровень или рейка подачи. Именно они контролируют точность хода.В первую очередь используют хонинговальные головки с более крупными абразивными частицами, которые убирают все дефекты, оставшиеся после капремонта мотора.
Далее процесс хонингования проводится при помощи хона с мелким абразивом.
Пока идет хонинговка, на поверхность блока регулярно поступает смазывающий состав.
По окончанию процесса с двигателя счищаются все остатки стружки и абразивных частиц. Важно проследить, чтобы ничего не осталось на поверхности – для большей надежности применяют специальные мыльные растворы.
Завершается хонинговка блока обработкой поверхности маслом.
 Для большей надежности и лучшего результата используются вспомогательные инструменты: уровень или рейка подачи. Именно они контролируют точность хода.
Для большей надежности и лучшего результата используются вспомогательные инструменты: уровень или рейка подачи. Именно они контролируют точность хода.Обратите внимание, что после обработки поршень с цилиндром должны сработаться. В этот период рекомендуют избегать сильных перегрузок и своевременно пополнять объём моторного масла.
Можно ли выполнить хонингование своими руками?
Многие автолюбители интересуются, можно ли при наличии должного оборудования обработать цилиндры просто у себя в гараже? В принципе, такой вариант возможен. Однако ручная хонинговка – это сложный процесс, который требует определенных навыков.
Для начала вам понадобится запастись хоном и машинным маслом. Процедуру следует проводить плавно, избегая резких движений, которые могут привести к неравномерной шероховатости покрытия.
Ручное хонингование имеет одно важное преимущество: для его проведения не обязательно снимать блок с двигателя. Однако результат работы будет заметно отличаться от хонинговки в СТО: он будет непродолжительным и поможет разве что немножко освежить стенки детали.
Двигатель – это сердце любого автомобиля. А своевременный ремонт, включающий в себя и хонингование – это залог того, что ДВС будет “летать” на протяжении многих лет. Процедура отлично влияет на работу поршня, обеспечивает удержание моторного масла в нужном объёме и препятствует преждевременной поломке мотора.
Механика. Расточка блока цилиндров двигателя. Хонингование.
Хонингование – операция финишная и… самостоятельная
(фото: хонингование цилиндров двигателя)
Создать сетку
Поскольку наша тема хонингование, напомним – что же это за операция такая. Вдруг кто-то забыл. Так вот, хонингование – это финишная обработка поверхностей цилиндров при капитальном ремонте двигателя. Проводится на специальных станках особым инструментом – хоном, совершающим возвратно-поступательное и вращательное движение.
Хонингование позволяет:
- обеспечить окончательный размер цилиндра с точностью до сотых долей мм;
- создать сетку хона, необходимую для удержания масляной пленки на стенках цилиндров.
Когда же оно применяется – хонингование? Об этом далее.
Хонингование, расточка, гильзовка
Ответ на вопрос «Что делать с изношенным блоком цилиндров?» может быть коротким: ремонтировать. А вот ответ развернутый потребует чуть больше времени и слов.
А вот ответ развернутый потребует чуть больше времени и слов.
В один далеко не прекрасный момент водитель чувствует: с мотором что-то не так. Мощность-то он развивает, но не столь резво как раньше. Масло «подъедает».. Да и выхлоп подтверждает: масло горит, запах этот ни с чем не спутаешь.
И обращается водитель в сервис, обычный, недорогой. Но правильный диагноз там могут поставить не всегда. А значит, и ремонт эффективным не будет. Говорите, расход масла увеличился? Сальники в порядке, значит, блок цилиндров изношен. Мы вам кольца новые поставим – и езжайте себе дальше. Вот и вся диагностика.
А всегда ли поможет простая замена поршневых колец? Далеко не всегда. А вот навредить может легко. Дело в том, что у изношенного цилиндра нарушена геометрия. И новые кольца, установленные в такой цилиндр, ее не исправят. И нормально работать новые кольца тоже не будут.
И хорошо, если владелец автомобиля обратится к профессионалам на специализированное моторное предприятие.
Здесь есть четкие критерии:
1.Износ в области верхней мертвой точки (ВМТ) поршня – этакая «ступенька» на зеркале цилиндра. Критической считается величина порядка 0,05 мм. При большем износе условия работы колец резко ухудшаются.
2.Эллипсность цилиндра, нарушающая плотность прилегания колец к зеркалу. Критическая величина – около 0,03 мм.
В совокупности оба фактора приводят к падению компрессии, прорыву отработавших газов в картер (старение масла при этом резко ускоряется!) и упомянутому расходу самого масла.
Оценив износ, специалисты вынесут вердикт. Здесь может быть три варианта ремонта.
Во-первых, только хонингование. Специалисты «Механики» скажут: выработка мала, цилиндры можно дохонинговать без расточки, восстановить сетку, заменить кольца. Еще поездите, зато сэкономите на поршнях ремонтного размера.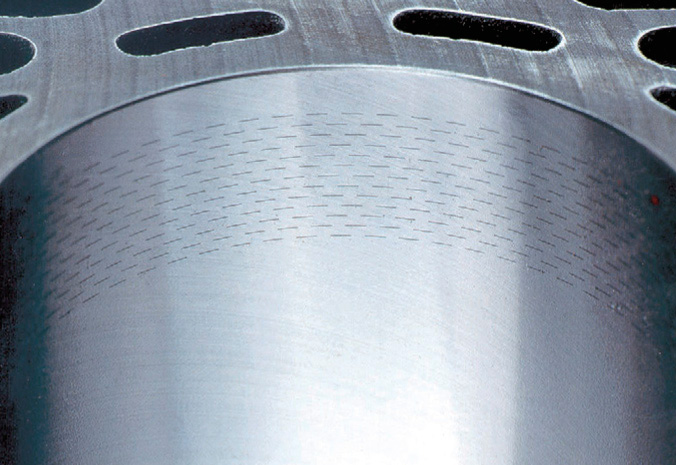
Здесь хонингование выступает в двух ипостасях: как финишная и как самостоятельная операция. Но такие случаи, когда можно обойтись одним лишь хонингованием, редки, и отследить их могут лишь профессионалы.
Во-вторых, расточка цилиндров в ремонтный размер с последующим финишным хонингованием.
Расточке мы посвятим отдельную статью. А пока отметим, что ее назначают, когда устранить износ одними только хонинговальными брусками невозможно.
Расточка убирает и эллипсность, и конусность и ступеньку выработки цилиндра в зоне ВМТ поршня. Это самый распространенный случай ремонта.
И, наконец, в-третьих, гильзовка. Ее проводят, когда последний ремонтный размер уже выбран и расточка цилиндров невозможна. Но хонингование, как финишная операция, присутствует и в этом случае.
Таким образом, хонингование проводится всегда! При любом варианте ремонта блока из трех названных.
(фото: финишная обработка поверхности цилиндров после расточки)
Хонингование в цифрах
Каковы возможности хонингования по съему металла? Расточка или гильзовка оставляют под финишную обработку припуск величиной в «десятку» (0,1 мм). Или чуть больше – 0,15 мм. Дальше за дело берется хон.
Или чуть больше – 0,15 мм. Дальше за дело берется хон.
Собственно хонингование проводится в три этапа на одном и том же станке.
Этап 1. Работают грубые бруски. Они уменьшают припуск до 0,05 мм.
Этап 2. Мастер меняет бруски на чистовые, которые выводят поверхность цилиндра в окончательный размер. Они же создают правильный рисунок сетки. Теперь масляная пленка будет надежно удерживаться на стенках цилиндра, а излишки масла будут сбрасываться маслосъемными кольцами в картер двигателя.
Этап 3. Чистовые бруски заменяются щетками из нейлоновых нитей с кремниевыми кристаллами. Щетки убирают острые вершины хонинговальных рисок и заусенцы. Образно говоря, обеспечивают «суперфинишную» обработку после финишной.
«Изюминка» хониногования
И все же скептики могут спросить: всегда ли нужно хонингование? Нельзя ли в некоторых случаях обойтись одной расточкой цилиндров – например, на каких-нибудь суперточных станках?
Что мы им ответим? Теоретически да, возможно. Особенно если вы не ждете от восстановленного двигателя большого ресурса. А почему ресурс будет небольшим? А потому что вы забыли про хонинговальную сетку, с которой начался этот рассказ. Резцом ее не получишь.
Особенно если вы не ждете от восстановленного двигателя большого ресурса. А почему ресурс будет небольшим? А потому что вы забыли про хонинговальную сетку, с которой начался этот рассказ. Резцом ее не получишь.
Но и это еще не все. Вспомним: что такое чугун? Это сплав, смесь мягкого железа (собственно Fe), карбида железа Fe3C и чистого углерода в виде графита. Свойства процесса резания чугуна таковы, что резец не только снимает стружку, но и «размазывает» мягкое железо по цилиндру. Кольца по такой поверхности работать будут, но недолго – масло на ней не держится.
А финишная операция хонингования не только формирует сетку, удерживающую моторное масло, но и убирает пленку железа со стенок цилиндра. Делается это при малых контактных напряжениях и небольших скоростях резания – можно сказать, «нежно». При этом открываются зерна графита – а графит не только улучшает структуру сетки, делая ее однородной, но и сам является твердой смазкой.Вот и получается, что в профессиональной технологии ремонта без хонингования не обойтись.
Но почему «Механика»?
Выше мы упомянули фирму «Механика» – и неспроста. Это признанный эксперт в деле моторного ремонта. А вот и аргументы.
Автомобильные двигатели стремительно меняются. Увеличивается мощность при одновременном сокращении размеров агрегата. Термическая и механическая нагрузка на детали растет. А значит, совершенствуются конструкционные материалы для поршневых колец, поршней и блоков цилиндров. Меняются и сами кольца – уменьшается их высота, а число колец сокращается.
Все это необходимо знать, непрерывно отслеживать все новости отрасли, и прежде всего – инновационные решения производителей двигателей.
Так вот, сотрудники «Механики» держат руку на пульсе мирового автопрома. Но не забывают и классические технологии. Поэтому здесь отремонтируют и старый добрый «атмосферник», и новейший турбированный агрегат, рожденный под флагом downsizing.
Как уже говорилось, здесь проводят точную диагностику. А значит, выбирают правильную технологию ремонта.
В этой компании великолепный станочный парк, включая современные хонинговальные станки Sunnen. А работают на них опытные мастера. Эти не «прослабят» допуски, они чувствуют металл интуитивно.
(фото: станок для хонингования бц)
Инструмент – хонинговальные бруски и щетки – здесь импортные. Смазочно-охлаждающая жидкость (СОЖ) высшего качества. Она омывает инструмент и блок во время операции, тут же фильтруется и вновь подается в рабочую зону.
Не забудем и выходной контроль
Углы хонингования соответствуют требованиям, шероховатость тоже. А чему удивляться, «Механика» применяет европейские технологии, а такие проверки там обязательны.
Итак, хонингование проведено. Зеркало цилиндров готово под новые кольца. А в случае ремонтного размера – под новые поршни с кольцами. И двигатель снова будет наматывать километры.
Автор: Юрий Буцкий, к.т.н.
Хонинговка хонингование блока цилиндров — abmotors.
 by
by
Окончательная, финишная механическая обработка рабочей поверхности гильзы цилиндра, после расточки цилиндра, осуществляется методом хонингования на оборудовании фирмы Rottler модель HP6A производства США. Хонингование, хонинговка цилиндров БЦ — финишная обработка резанием, которая производится при помощи алмазных брусков, которые помещены в специальных держателях для инструмента и крепятся в хонинговальной головке. При хонинговании происходит вращательное и возвратно-поступательное движения хонинговальной головки, благодаря чему создается специальная сетка (хонинговальная сетка), как следствие перемещения алмазных зерен по винтовой линии.
Основные понятия:
Хонингование, хонинговка цилиндров БЦ — финишная обработка резанием, которая производится при помощи алмазных брусков, которые помещены в специальных держателях для инструмента и крепятся в хонинговальной головке.
При хонинговании происходит вращательное и возвратно-поступательное движения хонинговальной головки, благодаря чему создается специальная сетка (хонинговальная сетка), как следствие перемещения алмазных зерен по винтовой линии.
Правильная обработка цилиндров обеспечивает:
- Низкий расход масла
- Высокую компрессию в цилиндрах, небольшие утечки поршневых газов через поршневые кольца.
- Больший ресурс деталей Цилиндро-Поршневой Группы (ЦПГ), в том числе и самих цилиндров.
- Длительную работоспособность колец и цилиндров, за счет отсутствия задиров на стенках цилиндров, при постоянных и длительных нагрузках.
- Малое время приработки деталей ЦПГ.
- Низкий коэффициент трения скольжения колец при движении в цилиндре.
Что позволяет сделать хонингование?
Хонингование дает возможность эффективно исправлять погрешности формы и поверхности цилиндров БЦ, таких как: конусность, седлообразность, бочкообразность, волнистость.
Весь смысл хонингования, хонинговки цилиндров сводится к одной простой цели – получить качественную поверхность цилиндра, с одной стороны, т.е. сделать её как можно более гладкой, а с другой – максимально шероховатой, чтобы впадины заполнялись возможно большим количеством масла.
Нарушения геометрии цилиндров БЦ:
При выполнении операции на оборудовании фирмы Rottler HP6A производства США мы получаем уникальные результаты: размер цилиндра, на установленной производителем длине цилиндра, выдерживается с точностью 0,005мм!!!
Шероховатость поверхности гильзы после хонингования соответствует строго виду топлива:
для бензиновых двигателей Rz=3…6мкм, Ra=0,6…1,0мкм;
для дизельных двигателей Rz=4…8мкм, Ra=0,8…1,2мкм;
Помимо размера, геометрии, шероховатости цилиндра, важный параметр который контролируется — это угол хонинговальной сетки. Угол хон сетки находится в пределах 30..80° что соответствует рекомендациям ведущих производителей деталей двигателей внутреннего сгорания (Kolbenschmidt, Mahle). При малом угле не удается добиться необходимого профиля поверхности, что ведет к недопустимому «сухому» трению и задиру колец и цилиндров. Большой угол обычно дает возрастание расхода масла. Оптимальное значение угла должно находится в пределах 60..75°. Наше оборудование позволяет нам задавать угол хонинговальной сетки в любых рекомендуемых значениях!!!
Вскрытие графитовых зерен гильзы цилиндра, путем кранцевания:
При хонинговании чугунных цилиндров необходимо также обеспечивать вскрытие графитовых зерен, на поверхности гильзы цилиндра.
Финишный переход обработки цилиндра хонингованием это — кранцевание (плосковершинное хонингование). Это операция которая создаёт опорную поверхность для поршня и колец, снимая острые вершины микронеровностей, позволяет получить процент вскрытого шарообразного, пластинчатого графита, на поверхности чугунного цилиндра (гильзы цилиндра), не ниже — 20%, что также соответствует качеству мировых лидеров производителей двигателей внутреннего сгорания.
Подведем итог:
Механическая обработка цилиндров (гильз цилиндров) выполненных из чугуна включает в себя восстановление следующих параметров:
Размер цилиндра (по осям X-Y)- отклонение от заданного диаметра не более +0,005мм;
Геометрию цилиндра — взаимное отклонение по осям не более +0,005мм;
Шероховатость поверхности;
Угол хонинговальной сетки;
Наш опыт и оборудование позволяют нам растачивать (расточка) , гильзовать (гильзовка) и хонинговать (хон) блоки цилиндров таких производителей как Subaru (Субару), Porsche (Порше), BMW (БМВ), Audi (Ауди), Volkswagen (Фольксваген), Mercedes (Мерседес), Lexus (Лексус), Toyota (Тойота) и даже Bentley (Бентли)!!!
К примеру в нашей мастерской были выполнены работы по гильзовке , расточке, хонинговке VV12 цилиндрового мотора от Bentley Continental:
Хонингование — Quali micron
Мы выполняем особо точное хонингование, так же платохонингование от 70 до 250 мм длиной 500 мм в блоках двигателей и других узлах. Работы производятся на оборудовании фирмы ROTTLER H85A(США).
Хонингование
Хонингование — один из методов высокоточной обработки отверстий.
Хонингование — это обработка материалов резанием, где в качестве резцов выступают зерна алмаза. Хонингование на станке ROTTLER H85A это высокотехнологичный процесс. При этом хонингование обеспечивает минимальную шероховатость поверхности и цилиндричность отверстия до долей микрона.
- При хонинговании на станке ROTTLER H85A происходит автоматический контроль и исправление геометрии цилиндра, что позволяет получить более точное отверстие, чем при шлифовании.
- За счет более широкого выбора хонинговальных брусков по сравнению со шлифовальными кругами имеется возможность точнее решить задачу по достижению технических требований и достичь лучших результатов.
- При хонинговании возможно создание определенного микрорельефа поверхности, а именно: необходимый угол встречи рисок, определенное соотношение опорных поверхностей и впадин (плосковершинное хонингование), вскрытие графитовых зерен в чугуне и достижение наименьшей шероховатости поверхности. Все это недостижимо при шлифовании или расточке.
Плосковершинное хонингование (платохонингование) — известно давно, еще с поршневых авиамоторов. Идея нашла куда большее развитие в автомобильной промышленности.
Суть дела проста. У мотора, собранного после традиционного хонингования, микропрофиль рабочей поверхности цилиндра напоминает горную цепь с острыми вершинами (рис. 1, а). В начальный период эксплуатации (при обкатке) эти выступы сглаживаются пока не появятся достаточно большие «опорные плоскости.
Разумнее, однако, заранее создать нужную шероховатость рабочей поверхности с плоскими вершинами (рис. 1, б) для правильной работы двигателя.
Плосковершинное хонингование имеет некоторые плюсы. Его основная цель — микрорельефная обработка цилиндров и гильз двигателя с обеспечением идеальной геометрии.
В результате чего цилиндры мотора и поршневые кольца быстрее прирабатываются, а это значит, что будут меньше изнашиваться детали мотора.
Из-за быстрой приработки деталей увеличивается компрессия в цилиндрах, при этом уменьшается расход моторного масла и уменьшается прорыв газов в картер.
Всё это положительно влияет на ресурс использования мотора до следующего капремонта.
Выполнить Плосковершинное хонингование позволяет наш современный хонинговальный станок c компьютерным управлением ROTTLER H85A.
Хонингование цилиндров – что это такое?
Хонингование цилиндров — это финальный этап при проведении капитального ремонта двигателя автомобиля. Цель процедуры — снизить шероховатость цилиндров для обеспечения плавного хода поршня.
Хонингование цилиндров: суть процедуры
Во многих профессиональных мастерских занимаются хонингованием цилиндров двигателя. Основной задачей считается — снижение шероховатости для взаимодействия цилиндров и поршня. Двигатель в процессе работы утрачивает свои первоначальные характеристики, из-за чего появляются проблемы при его работе. Детали и компоненты двигателя изменяются в своей форме. Если обратить внимание на цилиндры в разрезе, то они имеют форму овала. Во время эксплуатации/ремонта на поверхности цилиндров остаются следы и царапины.
Это приводит к таким проблемам, как:
- повышенный расход топлива и смазки двигателя;
- мощность мотора уменьшается;
- компрессионные способности теряются.
Из-за этого следует выполнить ремонт двигателя. Если не сделать этого вовремя, то состояние цилиндров может сказаться на работе других механизмов, а это уже приведет к серьезным поломкам. Известны случаи, когда из-за откладывания ремонта приходилось менять весь кривошипно-шатунный механизм.
Ремонт происходит в несколько шагов:
- Рабочий выполняет расточку всех гильз в соответствии со следующим ремонтным размером. Если ремонт ни разу не выполнялся ранее, то расточка происходит до первого размера. Обязательно надо сделать несколько миллиметров припуска.
- Хонингование выполняется для придания гильзам правильной формы, а также чтобы снизить шероховатость.
Как делается хонингование
Расточка и хонингование выполняется по этапам:
- Сперва происходит черновая обработка, которая делается с помощью грубых абразивных материалов. Происходит возвращение первоначальной формы.
- Расточка цилиндра выполняется специальным абразивом. Хонингование происходит с помощью бруса с керамическим или алмазным напылением. Брус находится на хонинговальной головке, которая вращается и делает движения вверх и вниз. Такое приспособление позволяет иметь высокую точность при выполнении хонингования. С помощью абразивных материалов с поверхности цилиндра удаляются царапины, поэтому появляется допустимая степень шероховатости.
- После хонингования требуется очистить поверхность обработанного цилиндра от мусора.
- Многие специалисты выполняют очистку поверхности с помощью специальной пасты.
Чтобы проводить хонингование блока цилиндров, достаточно иметь любой абразивный материал, но чтобы перейти к самим цилиндрам, лучше всего воспользоваться брусками с напылением из керамики или алмаза.
Керамические абразивы имеют свойство быстро изнашиваться, в отличие от других. Алмазные абразивы «экономят» физические усилия мастера при обработке. После алмазных абразивов на поверхности цилиндра остается больше частиц металла. Для очистки впадин делают промывку водой с мыльным раствором.
Преимущества хонинговки
Хонингование является эффективным методом обработки поверхностей двигателя, поскольку здесь достигается высокий уровень точности. Хонингование способствует увеличению максимального уровня давления в цилиндрах. Этот показатель дает возможность двигателю повысить эффективность.
Из-за расточки на поверхности цилиндра есть специальная сетка, с помощью которой масло дольше сохраняется. При работе двигателя детали взаимодействуют друг с другом, таким образом масло их постоянно смазывает.
Инструмент для хонингования
Для выполнения хонингования не подойдет обычный станок, поскольку тут нужна работа специального оборудования. Как было сказано выше, расточка делается при помощи брусков с абразивным материалом. Количество таких брусков должно быть от 5 до 8 штук. Чтобы добиться равномерной обработки, бруски должны располагаться по всей поверхности обрабатываемого цилиндра. Чтобы установить инструмент, потребуется помощь гидравлического привода.
Зерна абразивного материала крепятся на бруске за счет связки из пластмассы. Бруски выполнены таким образом, что алмазное напыление самозатачивается.
Хонинговка цилиндров своими руками в домашних условиях
Самостоятельно осуществить расточку в домашних условиях без спецоборудования нельзя. Плосковершинное хонингование можно выполнить самостоятельно. Такая процедура состоит из двух шагов:
- Сперва применяется специальный инструмент с абразивным материалом. Черновая работка происходит за счет удаления поврежденного слоя цилиндра и выравнивания шероховатостей.
- Далее, выполняется работа мелким абразивом, с помощью которого получается высокая точность. Для обеспечения гладкости рекомендуется воспользоваться абразивными пастами.
- Не стоит забывать производить отмывку двигателя для удаления грязи и металлических частиц.
что это, для чего делается хон и как правильно проводится
Хонингование цилиндров двигателя – операция, придающая нужный микрорельеф поверхности этих элементов. По принципу выполнения процедура напоминает шлифовку, но по сути она ближе к полированию с особым результатом. Предварительно следует разобраться, для чего нужен хон гильзы цилиндра.
Что такое хонинговка блока цилиндров
Хон двигателя – это результат обработки, «правильная шероховатость», способствующая удержанию на элементах моторного масла. Представляет собой риски мелкой глубины, проходящие сеткой по поверхности. Глубина их не превышает 0,05 мм. Хон в двигателе обеспечивает герметизацию гильзы и поршня, снижает износ оборудования. Защитный эффект – это то, для чего и делают операцию. Но он работает, когда сетка хона нанесена без брака: детали сети расположены с выдержанной частотой, ровно, без ошибок в направлении.
Хонингование взаимодействует с самыми маленькими неровностями на объекте, устраняет изъяны размером в 10 мкм и более объемные. Так создают практически зеркально ровную гладь с сеткой назначенной шероховатости на полируемой поверхности.
Когда нужна хонинговка
Нет общего срока, когда элементам двигателя понадобится эта процедура. Хонингуют цилиндры по достижении определенного уровня износа, а для каждого мотора это будет свое значение времени работы. На износ влияет бензин, используемое владельцем авто моторное масло, стиль вождения (темп езды), исправность сопутствующих систем и т. д.
На заметку!В среднем работы проводятся, когда пробег транспортного средства достигает значения в 100 тыс. км и более.
Определить, что хон в цилиндрах двигателя уже нужен, помогают внешние признаки. Чем интенсивнее проявляется проблема, тем скорее нужно проводить обработку. Если владелец авто заметил один из нижеприведенных маркеров, следует показать авто слесарям для проведения работ.
Список возможных признаков:
- Появление синего дыма из выхлопной трубы.
- Нестабильность оборотов двигателя на холостом ходу.
- Снижение мощности мотора.
- Возросший расход масла по сравнению с прошлыми измерениями.
Возникшая необходимость нанесения хона на блоки цилиндров часто вызывает полную совокупность этих факторов – они тесно связаны. Синеватый дым на выхлопе образуется, когда кольцо поршня не собирает масло с цилиндрической поверхности без остатка. Масляные следы остаются и сгорают вместе с топливом. Так как дефекты внутреннего канала приводят к пустому сгоранию машинного масла, его расход возрастает.
Изменениями в цилиндре также объясняется снижение мощности двигателя и нестабильность его работы. Кольца поршня неплотно примыкают к стенам цилиндра, нарушение герметичности приводит к попаданию в картер газов, а они снижают компрессию в камере сгорания. Поскольку газообразные продукты горения пропадают впустую, транспорту требуется больше бензина.
Хонингование исправит цилиндрические поверхности, после чего все сопутствующие проблемы с машиной исчезнут.
Требования к оборудованию
Нанесение хона на цилиндр проводится посредством специального слесарного агрегата – хонинговального станка. Он состоит из поверхности, на которой закрепляют обрабатываемую деталь, блока управления, привода. Характеристики, по которым различают оборудование:
- Расположение шпинделя. Хон удерживается шпинделем, в зависимости от его расположения станок считают вертикальным или горизонтальным, а для специализированного хонинга используют наклонный станок.
- Количество шпинделей. Для обработки сложных, многоуровневых деталей применяют многошпиндельные станки, облегчающие работу с объектами. Хонингование простых элементов проводят на оборудовании с одним шпинделем.
- Наличие системы автоматизации. Станок может быть автоматизирован, чтобы облегчить мастеру работу со сложными деталями.
Программное управление контролирует проведение обработки, обеспечивает стабильность шлифовки, рассчитывает точное количество масла для орошения, отвечает за расчет чистоты полировки.
Особенности процесса
В ремонтных мастерских хонингование делают поэтапно, в два основных захода и третий – дополнительный. Эти работы отличаются от заводской процедуры, но для стабилизации двигателя их достаточно. Проводят хонинговку цилиндров так:
- Обрабатывают детали крупноабразивным бруском. Это первичный этап, который подготовит деталь к финальным работам.
- Второй шаг – абразив с мелким зерном. Точная обработка приводит поверхность в нужное состояние.
- Применение абразивной пасты. Завершающий шаг, который устраняет микродефекты, сглаживает впадины и уголки. Паста делает хон в цилиндрах двигателя максимально ровным. Этап является дополнительным, т. к. это самая тонкая обработка, призванная улучшить результат основных работ, часто автослесари обходятся и без нее.
После завершения процедуры цилиндры очищают, чтобы избавиться от металлической стружки и остатков полировочных материалов.
Внимание!Для обработки применяют разные бруски с абразивом, используют керамику и алмазные элементы. Керамический абразив надежнее алмазного, он служит дольше, потому такая полировка требует меньше денежных вложений.
Самостоятельный хонинг – сложная работа, но посильная для опытного слесаря. Чтобы не испортить цилиндр, мастер должен следить за четкостью рисок, их расположением. Оборудование для самостоятельного проведения процедуры тоже называют хон – обычно он похож на ершик для бутылок. Бывают конструкции из рабочих элементов, закрепленных на стержне, но первый вариант проще в обращении.
В гаражных условиях хон в цилиндрах создают так: оборудование вставляют в патрон для дрели, обеспечив точность работ с помощью уровня и рейки подачи. Это исключит брак в процессе обработки. Во время нанесения сетки хона поверхность и сам он орошается смазкой – смесью машинного масла с керосином.
После процедуры стружку абразива и металлический мусор смывают с поверхности мыльным раствором. Деталь сушат и покрывают антикоррозийным маслом.
После самостоятельного хонингования потребуется подождать, пока цилиндр сработается с поршнем. В это время нельзя подвергать двигатель сильной нагрузке.
Хонингование или шлифовка цилиндров: что лучше
Обе процедуры на первый взгляд похожи, но фундаментально это разные вещи. Шлифовка создает зеркало цилиндра, это понятие означает идеальную гладкость поверхности (без хонинговых рисок). Зеркало создается в процессе длительной работы двигателя, иными словами – набивается. Шлифование в условиях мастерской применяют в таких случаях:
- Если деформация ГБЦ привела к нарушению общей геометрии и прочности конструкции мотора.
- Были проведены сварочные работы.
От создания зеркала хонингование отличается нанесением сетки рисок. Гладкая поверхность слабо удерживает масло, в результате увеличивается его расход.
Хонингованный цилиндр защищен от перерасхода масла и работает стабильнее зеркального. Если режим хона был выбран верно, а в работе выдержан точный угол, двигатель будет работать лучше и прослужит дольше.
Хонингование длинных цилиндров и труб
• Хонингование на длину 16 метров на серийном станке модели HTD!
• Хонингование на длину более 16 метров на станке по спецзаказу!
• Хонингование диаметра Ø 1,5 метра – есть такой инструмент!
• Хонингование отверстия Ø 4 мм на длину в 1 метр!
• Снятие припуска в несколько мм – это возможно!
• Хонингование по «черной» трубе – это реально!
• Сварные швы внутри трубы – это не помеха!
• Тонкостенную трубу заставим не дышать!
• Хонингование внутреннего конуса!
• Если гора не идет к Магомеду…
Хонингование –это обработка материалов резанием, где в качестве резцов выступают зерна абразива, закрепленных в связке как в резцедержателе. При хонинговании вязких, или как говорят немцы «длинностружечных» (langspanen) материалов, образуется множество характерных спиральных стружек. Хонингование – это достаточно производительный процесс. Хонингование отверстий на станке Sunnen HTD обеспечивает скорость съема припуска до 2000 куб. см в час. Путем простого расчета мы можем узнать время хонингования. Например, цилиндр с внутренним отверстием Ø 200 мм и длиной 2 метра, с припуском 0,5 мм будет обработан за 19 минут.
(фото 1)
Станок Sunnen HTD – это новая разработка фирмы Sunnen AG (Швейцария). В серийном варианте станок может обрабатывать цилиндры длиной до 16 метров. При обработке более длинных цилиндров возникает проблема устойчивости стебля хонинговальной головки. Для решения этой проблемы Sunnen AG разработала карусельную систему поддержки и сопровождения стебля, которая применяется в станках, изготавливаемых по спецзаказу для обработки более длинных цилиндров.
Иногда в производстве требуется обрабатывать цилиндры внутренним диаметром Ø 25 мм и 1000 мм и все на одном станке. Номенклатура цилиндров большая, программа маленькая, да и с деньгами не очень.
Для такого случая Sunnen AG предлагает станок с подвижным по вертикали рабочим столом, на который можно укладывать и малышей и гигантов.
(фото 5) (фото 3)
В каталоге Sunnen представлены хонинговальные инструменты диаметром от Ø 1.5 миллиметров до Ø 1.5 метров. В станках для обработки длинных цилиндров применяются инструменты от Ø 4,0 мм до Ø 1000 мм. На фирме Sunnen AG была решена проблема обработки малых диаметров на большую длину, например Ø 4,5 мм на длину 800 мм. Модель станка HTC1121W
Хонингование больших диаметров не является сложной технической проблемой. Главное в этом процессе это подбор оптимальных режимов резания и выбор хонинговального бруска, обеспечивающих максимальную производительность. В практике бывали случаи, когда требовалось хонингованием снимать припуск до 9 мм в цилиндре длиной 8 метров с отверстием Ø 120 мм. Причины были две. Первая, достаточно банальная, – это невозможность согласовать с поставщиком заготовки требуемый диаметр заготовки. И вторая – предварительная расточка на такую длину приводила к уводу оси и соответственно к недопустимой разностенности цилиндра. Это конечно несчастный случай и это не задача хонингования, но, тем не менее, такие припуска снимались. При этом отклонение оси отверстия оставалось в пределах допустимого. Оптимальный припуск под хонингование обычно определяется чистотой (шероховатостью) предварительной обработки. Обычно достаточно снять припуск величиной равной или более 2R max., чтобы получить поверхность без следов предварительной обработки. В качестве предварительной обработки могут быть различные виды резания или методы формообразования, а также поверхность после проката, так называемая «черная», хотя в большинстве случаев эта поверхность достаточно чистая, но имеет нагартованный слой или отдельные нагартованные участки. Для снятия этого слоя применяют специальные бруски. Также специальные бруски применяют для снятия наплывов от сварки. Для этих целей в управлении станком заложена функция локального хонингования короткими ходами.
(Фото 7. Хонингование центрального отверстия шасси)
Достаточно сложной технической проблемой является получение отверстия высокой точности в тонкостенных цилиндрах. Для решения этой проблемы для каждой детали создается специальное приспособление. Задача такого приспособления – сымитировать «утолщение» стенки, но при контакте с цилиндром не вызвать его деформации до хонингования. Такие приспособления проектирует и изготавливает фирма Sunnen AG, т.к. основной задачей этой фирмы является сдача заказчику технологии «под ключ». Т.е. не только поставка станков и инструментов, но и необходимых приспособлений и всех компонентов технологического процесса: отработанные режимы резания, СОЖ, средства измерения и даже специальную производственную мебель, которая играет немаловажную роль в организации рабочего места.
Несколько слов о коническом хонинговании. Некоторые детали, например, цилиндр экструдера, имеют конические отверстия или отверстия с переменным профилем. Применение широкодиапазонных хонинговальных головок в совокупности с точной компьютерной системой управления выдвижением брусков позволяет вести размерную обработку таких отверстий.
(фото 6)
Обычно хонинговальный станок для обработки длинных цилиндров состоит из двух частей: стол привода, где размещены механизмы вращения шпинделя, возвратно-поступательного движения, механизм выдвижения брусков и механизм поддержки стебля инструмента и рабочий стол, на котором крепится обрабатываемый цилиндр. Но бывают случаи, когда невозможно деталь или конструкцию закрепить на рабочем столе. Т.е. тот случай, когда гора не идет к Магомеду. Тогда станок изготавливается из одной части – стола привода и устанавливается рядом с объектом обработки. Таким образом обрабатывают центральное отверстие турбинной силовой установки.
Компания SUNNEN – это головная фирма в Сент- Луисе (США), где производятся хонинговальные станки различных моделей, инструменты, бруски, СОЖ и другие компоненты технологии хонингования, а так же разрабатываются новые виды оборудования. Это – фирма Sunnen AG в Швейцарии, которая разрабатывает и производит хонинговальные станки для обработки длинномерных цилиндров, создает автоматические комплексы на базе серийных станков и является европейским техническим центром. Это – дочерние фирмы в ряде промышленных стран, в том числе и в России ООО «Саннен РУС».
Компания SUNNEN накопила громадный опыт в хонинговании деталей для различных областей техники: гидравлика, пневматика, топливная аппаратура, оптика и т.д. Технология хонингования SUNNEN обеспечивает обработку сверхвязких и сверхтвердых материалов от циркония до твердых сплавов, керамики и сапфиров. Компания SUNNEN создала и пополняет базу данных по хонингованию деталей на предприятиях всего мира. Используя этот опыт, компания SUNNEN предлагает полное технологическое оснащение для достижения максимально возможной точности обработки отверстий на современном уровне развития техники.
Если на вашем предприятии требуется финишная обработка отверстий, обращайтесь к нам!
Мы предложим оптимальное решение и совместными усилиями достигнем микронной точности.
Генеральный директор
ООО «Саннен РУС»
К.Г. Котов
Данную статью с фотографиями можно посмотреть здесь в формате PDF.
Как правильно заточить нож (и отточить его)
Каждые несколько месяцев вы будете замечать, что нож вашего шеф-повара с трудом дает идеально тонкие ломтики и точные кубики. Вы даже можете обнаружить, что ваш нож в буквальном смысле скользит. Тупой нож не только раздражает, но и серьезно опасен. Чтобы ваши пальцы (и ваш обед) были в хорошей форме, вам нужно научиться точить кухонный нож с помощью точильного камня или точилки и поддерживать эту кромку, затачивая ее стальным стержнем.
Лучшие поварские ножи за деньги
Посмотреть историюРазница между заточкой и хонингом
Вы наверняка видели, как кто-то использовал хонинговальный стержень для «заточки» ножа. Но стальной стержень на самом деле не точит ваш нож — он просто выпрямляет режущую кромку лезвия, обеспечивая более плавные и безопасные разрезы. С другой стороны, заточка ножа на самом деле точит его. Так что да, вам нужно сделать и то, и другое. Заточивайте свой нож еженедельно — каждый раз, когда вы используете свой нож, если хотите — и затачивайте нож каждые несколько месяцев или, по крайней мере, каждый год (в зависимости от того, как часто вы им пользуетесь и как скоро вы заметите тусклость этого затупления. т действительно улучшить).
1. Как точить с помощью точильного камня
Наш любимый способ заточки лезвия — использовать точильный камень — прямоугольный блок, который работает почти как наждачная бумага, помогая выпрямить и улучшить режущую кромку лезвия, когда вы скользите по нему. через это. Большинство брусков предназначены для замачивания в воде перед каждым использованием, поэтому обязательно ознакомьтесь с инструкциями производителя. (Забавный факт: точильные камни на самом деле не названы из-за того факта, что большинство из них используются мокрыми — «точить» на самом деле просто старое слово, означающее «точить»).
Если ваш точильный камень необходимо намочить, погрузите его в воду, пока он полностью не пропитается и из него не будут выходить пузырьки, на 5–10 минут. Чтобы использовать его, держите нож под углом 20 градусов к точильному камню и осторожно потяните каждую сторону ножа по нему несколько раз. Большинство точильных камней имеют как «сторону грубого помола», так и «сторону мелкого помола» — начните с крупной стороны, если ваш нож особенно тупой, затем повторите процесс со стороны мелкого помола.
Фото любезно предоставлено AmazonЕсли вы уже затачиваете свой нож ежегодно и регулярно его затачиваете, можно сразу перейти к тонкой заточке.Если кажется, что точильный камень высыхает во время использования, просто протрите его еще водой и продолжайте.
КУПИТЬ: Culinary Obsession Точильный камень для заточки ножей, 32,99 доллара на Amazon.
2. Как точить с помощью точилки для ножей
Этот инструмент является быстрым решением для затупившегося ножа — просто нажмите на лезвие ножа на грубую сторону, потяните на себя несколько раз, затем переходите к тонкой стороне. Научиться пользоваться точилкой для ножей может пригодиться в крайнем случае, но это не лучшее решение.
Фото любезно предоставлено AmazonНастоящая проблема заключается в том, что эти инструменты для заточки могут не подходить для вашего ножа, поэтому рассмотрите этот метод для заточки менее дорогих ножей и придерживайтесь точильного камня при заточке необычного японского поварского ножа.
КУПИТЬ: KitchenIQ 50009 Edge Grip 2-ступенчатая точилка для ножей, 5,99 долларов на Amazon
Фото Chelsea Kyle
3. Как сохранить лезвие ножа с помощью хонингования
Теперь, когда вы заточили нож, воспользуйтесь хонингованием сталь еженедельно, чтобы лезвие оставалось идеально ровным (не беспокойтесь о том, чтобы повредить лезвие из-за частой затачивания — этот процесс не изнашивает ваш нож, как при заточке).
Вместо того, чтобы выставлять напоказ сталь в воздухе и резко скользить по ней ножом, держите хонинговальную сталь вертикально, так чтобы наконечник опирался на рабочую поверхность, а рукоятку крепко держали в одной руке. Прижмите нижнюю часть лезвия ножа (самая толстая часть) к хонинговальной стали и, работая под углом 15-20 градусов, потяните нож вниз и на себя. Продолжайте до конца лезвия. Удерживая нож в той же руке, повторите движение с другой стороны стали, меняя угол лезвия относительно хонингованной стали.
Фото любезно предоставлено AmazonКУПИТЬ: Wüsthof 10-дюймовая сталь для заточки ножей, 24,95 доллара США на Amazon
Храните их правильно
После того, как вы испытали трудности с заточкой и заточением ножей, убедитесь, что вы храните их так, чтобы они дольше оставались нетронутыми. У нас есть множество идей для хранения, от блоков для ножей до настенных планок и подставок для ящиков, чтобы ваши усилия по заточке не были напрасными.
Для пошаговой инструкции. пошаговое визуальное руководство по использованию хонинговальной стали, не смотрите дальше.
Фото Челси Кайл
Почему Hone? Часть первая
Вы не можете этого увидеть — вам понадобится микроскоп, — но каждый раз, когда вы используете нож, его лезвие изгибается и принимает неправильную форму. А поскольку тупой нож неточен, медленен и ведет к травмам с односторонним движением (да, более опасен, чем острые ножи), вам нужно вернуть лезвие в форму. Для этого нужно заточить.
Хонинговальный стержень: как и когда использовать хонинговальный стержень и что следует учитывать перед покупкой
Хотите получить базовый контент еще до того, как эти статьи появятся на сайте? Подпишитесь на наш печатный журнал , в котором мы изучаем одну тему каждый месяц. На этот раз около: ножей .
Знакомый сценарий: вы собираетесь приготовить неприлично большое количество супа из брокколи и чеддера с сырными гренками, потому что мир странный, и вам нужно обнять внутри. Итак, вы выхватываете нож своего верного повара, чтобы облегчить работу с этими цветочками — только ваш нож тупее, чем 2020 год. Что делать любителю супа?
Ваш нож нужно заточить, и для удобства — суп никого не ждет! — вы можете выломать хонинговальный стержень.Чтобы было ясно, хонингование — это не то же самое, что заточка (подробнее об этом чуть позже), но затупление тупого ножа лучше, чем ничего, и вы вернетесь к брокколи быстрее, чем вы можете сказать точильный камень . Не позволяйте идеально резкости мешать достаточно резкости! Не руби, когда умеешь оттачивать!
Вот что вам нужно о хонинговальных стержнях — что это такое, когда их использовать и какой купить:
Что, черт возьми, — это хонинговальный стержень?
Это кухонный инструмент, немного похожий на менее опасный меч.На ручке закреплен закругленный стержень в виде палочки, обычно сделанный из стали, керамики или стали с алмазным покрытием. Они обычно используются для выпрямления лезвия ножа, когда его осторожно протягивают вдоль стержня от пятки до кончика ножа, разрезая его вниз. Swish, swish, swish!
Как работает хонингование?
Если вы посмотрите на лезвие ножа под очень сильным микроскопом, вы заметите, что лезвие выглядит как серия крошечных зубцов (😬), которые при регулярном использовании сбиваются и деформируются.Директор тестовой кухни Крис Марокко говорит, что с помощью хонинговального стержня можно выровнять этот зубастый край, что помогает сохранить остроту ножа на ощущении , хотя, как напоминает нам шеф-повар 232 Bleecker Сюзанна Куппс , он «не заменяет затачивая его ».
Так в чем разница между хонингованием и заточкой?
При заточке ножа с помощью точильного камня используется трение, чтобы удалить часть стали и создать новый, более острый край. Хонинговальный стержень, с другой стороны, сохраняет эту остроту — он предлагает быстрое исправление, выравнивая существующую кромку.
Что такое хонингование? Хонинговальные станки с ЧПУ, процесс, работа и определение
Хонинговальные станки — это инструменты для шлифования металла и процесса хонингования с использованием твердого инструмента или хонинговальных брусков и скоропортящихся абразивных камней для коррекции
.- Диаметр
- Форма
- Поверхность
- Позиционные допуски отверстий
Процесс хонингования был разработан для обеспечения идеальной геометрии отверстия, контроля размера, окончательной обработки поверхности и структурирования поверхности.Lapmaster может помочь вам изучить процесс хонингования, который может обеспечить окончательную калибровку и создать желаемый рисунок отделки на внутренней части трубок или отверстий цилиндров. Окончательная обработка осуществляется путем насыпания абразивных камней подходящей зернистости и качества на рабочую поверхность. Камни вращаются и совершают возвратно-поступательное движение в детали с хонинговальным абразивом под контролируемым давлением. Комбинация вращения и возвратно-поступательного движения создает узор перекрестной штриховки на поверхности хонингованной детали.
Зачем нужен хонинговальный станок Lapmaster?
Lapmaster может предложить рентабельный метод хонинговальной обработки для:
- Удаление штока
- Генерация требовательна
- Допуски отверстий
- Полировка отверстий
- Обработка отверстий практически из любого материала, такого как: напыление, CGI, керамика и т. Д.
Определить процесс хонингования:
Процесс хонингования обеспечивает окончательную калибровку и создает желаемый рисунок отделки на внутренней части трубок или отверстий цилиндров. Окончательная обработка осуществляется путем насыпания абразивных камней подходящей зернистости и качества на рабочую поверхность. Камни вращаются и совершают возвратно-поступательное движение в детали с хонинговальным абразивом под контролируемым давлением. Комбинация вращения и возвратно-поступательного движения создает узор перекрестной штриховки на поверхности хонингованной детали.
Хонинговальные станки Lapmaster выполняют три операции
Во-первых, это процесс удаления припуска (вертикальный хонинговальный станок), который удаляет сломанный металл и достигает основного металла.
Во-вторых, создается рисунок отделки, чтобы обеспечить наилучшую поверхность для обеспечения оптимальных условий смазки.
В-третьих, хонинговальные бруски обеспечивают исключительно точную прямолинейность, округлость и размер цилиндрической поверхности.
Что такое однопроходный хонинговальный станок?
Однопроходное хонингование выполняется с помощью алмазного абразивного хонинговального инструмента с расточной оправкой.Этот тип хонинговального инструмента производит прямое, круглое и неконусное отверстие за один проход инструмента через деталь. Однопроходное хонингование идеально подходит для хонингования коленвала двигателя и отверстий кулачка. Поскольку размер достигается за один проход, на готовой детали нет перекрестной штриховки. Регулируемый однопроходный инструмент расширяет точильные камни конусом, аналогичным стандартным инструментам. Однако камни не расширяются и не втягиваются, как при обычном хонинговании. Камни увеличиваются только до размера.Другое отличие состоит в том, что хонинговальный инструмент длиннее, чем стандартный инструмент, а суперабразивное покрытие равно длине инструмента. Однопроходный хон сужается примерно на семь дюймов и имеет окончательное сечение 2,5 дюйма. Смотрите фотографию на следующей странице. У однопроходного инструмента нет расширения хона в процессе, станок необходимо остановить, чтобы отрегулировать инструмент.
Когда выбирать инструмент для однопроходного хонингования Lapmaster?
Однопроходные хонинговальные станки, также называемые чистовой обработкой отверстий, выбираются для множества применений, в которых есть особые потребности, связанные с хонингованием полостей:
- Хонинговальный станок малого диаметра (обычно в пределах 2 дюймов)
- Хонинговальные инструменты для больших объемов производства
- Правильный хонинговальный инструмент может снизить стоимость детали
- Сокращение времени простоя при смене хонинговального инструмента с ЧПУ
- Повторяемость точности для допусков размеров, таких как размер отверстия, округлость, качество поверхности
- Для однопроходной обработки используются только суперабразивные материалы (алмаз и CBN)
- Для постоянного удаления стружки из зоны хонингования требуется высокая скорость / объем СОЖ
- Для однопроходного хонингования можно использовать охлаждающую жидкость на масляной или водной основе, хотя масло является наиболее распространенным.
Процесс хонингования за один проход ограничен типами и объемами удаляемого материала.В частности, размер и объем удаляемой стружки не должны превышать зазор между суперабразивными зернами на гильзе инструмента. Таким образом, процесс однопроходного хонингования лучше всего подходит для операций хонингования, при которых образуется относительно небольшое количество стружки, например, прерывистых отверстий или отверстий небольшой длины. Он наиболее успешен (но не ограничивается только этим) при хонинговании чугуна и порошковых металлов.
Применения, в которых требуется хонингование большой длины материала, небольшие количества и / или требующие удаления большого количества материала, не являются лучшими деталями для однопроходного хонингования.Скорее всего, для них лучше всего использовать обычное хонингование. Во многих случаях обычное хонингование может также обеспечить отличную размерную геометрию для этих типов применений.
Зачем нужны хонинговальные станки / системы Lapmaster?
Barnes Stroke Honing Machines & Finishing Systems предлагает полную линейку продукции для всех требований хонингования. Мы можем предложить полностью интегрированные системы и машины для крупносерийного производства и оборудование для небольших производственных цехов.Lapmaster также предлагает услуги по хонингованию (восстановлению) и модернизации бывших в употреблении станков. Мы предоставляем нашим клиентам полностью разработанные комплексные индивидуальные решения и предлагаем полную линейку аксессуаров и расходных материалов в дополнение к комплексным услугам по обучению и ремонту.
Наша обширная линейка хонинговальных станков / систем позволяет затачивать отверстия станков диаметром от 0,25 до 30 дюймов и длиной до 75 футов. Мы предлагаем системы как для среднего и крупного серийного производства, так и для мелкосерийного производства; эти системы могут быть выполнены с ручным управлением или полностью автоматизированы.Основными целями компании Barnes Stroke Honing & Finishing Systems являются инновации и обслуживание клиентов. Компания постоянно исследует и разрабатывает новые технологии и оборудование. Постоянно следя за последними разработками на рынке, мы гарантируем, что нашим клиентам предоставляется самое современное производство и контроль.
Почему хонинговальные станки / системы за один проход?
Линия однопроходного хонинговального / чистового станкаBarnes подходит для различных операций однопроходного хонингования.Гибкая конструкция станка может быть сконфигурирована с одним шпинделем для удовлетворения требований производства меньших объемов для самых маленьких механических цехов. Он также может быть оснащен несколькими шпинделями, чтобы удовлетворить потребности самых требовательных компаний в большом объеме производства. Наши однопроходные хонинговальные станки спроектированы и изготовлены с учетом минимальных требований к техническому обслуживанию, а их доступная конфигурация также сокращает время настройки и переналадки от детали к детали.
Руководство по хонингованию для новичков
Вы слышали о хонинге? Это процесс обработки, используемый в обрабатывающей промышленности для улучшения текстуры поверхности детали.От автомобильных двигателей и компонентов самолетов до ножей и зубчатых колес — хонингование используется в самых разных производственных сферах.
Что такое хонингование?
Не путать с притиркой. Хонингование — это процесс механической обработки, который включает использование абразивного материала для шлифования поверхности заготовки. Он выполняется в сочетании с камнем, известным как хонинговальный камень, для изменения формы и текстуры поверхности заготовки. По мере того как хонинговальный камень трется о поверхность заготовки, он удаляет микрочастицы материала, что приводит к окончательной текстуре.
Как работают хонинговальные камни
Хонинговальный камень, также известный как хонинговальный камень, представляет собой инструмент, используемый при операциях хонингования, который состоит из абразивных зерен, связанных между собой клеем или эпоксидной смолой. Размер зерен варьируется в зависимости от желаемой текстуры поверхности. Для шероховатой текстуры поверхности можно использовать хонинговальный камень с низким зерном. Для получения гладкой текстуры поверхности можно использовать хонинговальный камень с высоким зерном. Тем не менее, все операции по хонингованию требуют использования хонинговального камня. Когда хонинговальный камень движется вперед и назад — обычно с небольшой скоростью — он удаляет материал с поверхности заготовки.
Поскольку хонинговальные бруски состоят из множества мелких зерен, скрепленных клеем или эпоксидной смолой, они несколько хрупкие и легко ломаются. В результате их часто обрабатывают воском, чтобы продлить срок их службы.
Преимущества хонингования
Хонинговальные бруски работают по тому же принципу, что и шлифовальные круги, но компании-производители часто предпочитают их из-за их способности формировать контур в соответствии с формой заготовки. Как упоминалось ранее, хонинговальные бруски являются рыхлыми, поэтому они могут изгибаться и придавать форму заготовке, с которой они используются.
Хонингование можно использовать для улучшения текстуры поверхности большинства металлов и сплавов. Хонинговальные камни, используемые в этом процессе, часто содержат частицы алмаза или кубического нитрида бора (CBN). Следовательно, они могут удалять материал с твердых и жестких заготовок.
Хонингование и доводка: в чем разница?
Хонингование и притирка используются для улучшения текстуры поверхности заготовки за счет удаления материала. Разница в том, что при хонинговании используется низкая скорость, а при притирке — высокая.Кроме того, притирка обычно используется как заключительный процесс чистовой обработки, тогда как хонингование выполняется на ранних стадиях чистовой обработки.
Нет тегов для этого сообщения.хонингование — определение и значение
The Social Media Soirée разработан для владельцев малого бизнеса, которых заинтересованы в оттачивании своих навыков работы в социальных сетях.
Женщины развивают бизнес »Потанцуем? Вечер социальных сетей
Заточить означает затачивать, как в случае затачивание ножа или оттачивание навыка.
SeeLight:
Заточить означает затачивать, как в случае затачивание ножа или оттачивание навыка.
Strunk and Light VI: Неверно (biatch)!
Моему неискушенному уму они кажутся очень полезными в оттачивании навыков письма.
Еще упражнения «Сказки из читального зала»
Я смотрю на идею , оттачивающую на 1 гол сегодня, как на мрачное, наполненное давлением событие.
Неограниченное постоянство
Он вспомнил, что оттачивал свои комические навыки, работая продавцом в компании Schmatta в
.Статьи
Я просто оттачиваю , но в нем есть что-то вроде кантри, и в нем есть несколько печальных моментов.
Майк Рагогна: От без шоколадного торта к расплате: беседы с Джин Блоссом, Люком Дусе и Тони Ланном
Я просто оттачиваю , но в нем есть что-то вроде кантри, и в нем есть несколько печальных моментов.
Майк Рагогна: От без шоколадного торта к расплате: беседы с Джин Блоссом, Люком Дусе и Тони Ланном
Обзоры последних усовершенствований для международных телефонных справочников, международных сравнительных покупок, метапоиска изображений и многоязычного веб-поиска, а также варианты поиска « honing «.
Интернет-новости: архивы метапоисков
Я просто оттачиваю , но в нем есть что-то вроде кантри, и в нем есть несколько печальных моментов.
Майк Рагогна: От без шоколадного торта к расплате: беседы с Джин Блоссом, Люком Дусе и Тони Ланном
Не пытайтесь отточить редактор копий
Наши читатели твитов сосредоточились на том, что они охарактеризовали как вопиющее злоупотребление в комментариях на этой неделе. Стив Колл пишет об эволюции двух больших партийных съездов, что, хотя процедура, с помощью которой республиканцы и демократы выдвигают своих кандидатов в президенты, с годами изменилась таким образом, что эти съезды стали неактуальными, «традиция свободного политического Было установлено эфирное время, и рекламщики оттачивали и создавали четырехлетние рекламные ролики, которые мы сейчас терпим.Миллион твитеров думают, что это нужно «вживую».
Читатели, чьи чувства были наиболее возмущены, приписали это ошибочное использование слова «отточено» Джорджу Бушу (Первому), который говорил о «оттачивании вопросов» во время президентской кампании 1980 года. Они предположили, что если The New Yorker ссылался на Буша как на авторитетного специалиста по использованию, тогда, должно быть, наступил конец света.
«Нацеливаться» означает, конечно, «продолжить или направить внимание к цели (наука обращается к загадочному человеческому процессу — Сэм Глюксберг)».Цитата из 9-й статьи Вебстера, впервые опубликованной в 1983 году, в которой не упоминается «отточить». 11-е издание Вебстера, опубликованное в 2003 году, дает «отточить» свою собственную запись как замену «дома», датируемую 1965 годом: «двигаться к цели или сосредоточить внимание на ней» — и цитирует не Джорджа Буша, а Джорджа Плимптона ( «Оглядываясь назад, чтобы отточить мяч»). Плимптон мог или не мог ошибиться, но, в любом случае, он был литературным львом, и его использование слова «отточить» закреплено у Вебстера.
Есть несколько способов взглянуть на это.Один из них носит предписывающий характер: «отточить» — это ошибка для «дома». Другой описательный: «отточить» — это усовершенствованный вариант «отточить», наслаждаясь коннотациями глагола «оттачивать» (Сеть 11) — «сделать более острым, интенсивным или эффективным» (помогло ей отточить время комикса, чтобы совершенство — Патрисия Босуорт) »; то есть резко вернуться домой. Еще одна возможность состоит в том, что слово «отточено» было опечаткой для слова «рогатый внутрь». Это соответствовало бы контексту.
Для тех, кто твердо намерен найти явную ошибку в выпуске на этой неделе, позвольте мне отвлечь ваше внимание на «Таблицы для двоих».В обзоре ресторана в центре города под названием Il Buco Alimentari e Vineria упакованные макаронные изделия, консервированные помидоры, вяленые колбасы и другие продукты питания, выставленные на продажу, называются «сухими товарами кустарного производства». Мы больше не встречаем «галантерейный магазин», поэтому можно забыть, если мы вообще когда-либо знали, что «галантерея» означала «текстиль, готовую одежду и такие выдающиеся вещи, как. от оборудования и продуктов питания »(снова Web 11). На одном изображена маленькая леди в перчатках и шляпке, сжимающая свой ридикюль, когда она спускается из пригорода, чтобы купить пуговицы и нитки.Хотя продукты, которые продаются в il Buco Alimentari e Vineria, включают сухие (в отличие от свежих) макаронных изделий, они не подходят под определение сухих продуктов. И повар не занимается галантерейными делами.
Вчера, беспокоясь о покупках галантереи, я отточил свои навыки парковки. Утро было жалкое. Во-первых, у меня подергивалось нижнее правое веко. Ожидая прохождения дворника, мы с моими товарищами-запасными парковщиками застонали, когда движущийся фургон занял два драгоценных парковочных места.Когда приехал дворник, машина позади меня села на хвост, я подъехал к нему сзади, и когда мы остановились на обочине, машина, которая была припаркована дважды, въехала слева от меня, и еще одна машина вылетела из проезжей части. справа от меня, достигнув эффекта клешни. Я гудел, тормозил, дергался и отступал в ряды машин, но в конце концов нашлось место для всех нас, а также для другого водителя, который шел позади меня и трижды спрашивал, могу ли я дать ему два дюйма. Мне это не очень понравилось.Не вбивай меня. Написав это в духе искупления, я надеюсь, что очистил воздух перед долгими выходными и Новым годом.
Иллюстрация Лори Розенвальд.
| HR-технолог
Компания Google предоставила современным ИТ-специалистам и пользователям приложений новые навыки с помощью своих модулей онлайн-обучения, размещенных в Google Apps. Благодаря базовым курсам обучения и подробным инструкциям в приложении ИТ-персонал теперь может получить сертификат администратора Google Apps и улучшить свой профиль.
Пакеты управления человеческим капиталом (HCM) для быстрорастущих предприятий: полное руководство [Руководство для покупателей]
Ваша система HCM контролирует триединство привлечения талантов, управления и оптимизации — и, в конечном итоге, несколько критически важных результатов производительности. Выбор подходящего решения для вашей организации ….
СкачатьМножество учебных модулей доступно в официальном Учебном центре Google Apps.Цель состоит в том, чтобы познакомить обычного пользователя со всеми приложениями в пакете Google Apps — будь то Gmail, Hangouts, Календарь, Группы, Google+, Диск, Документы, Таблицы, Формы, Слайды и Сайты. Более того, интерфейс довольно удобен для пользователя с библиотекой подсказок, которая отвечает на запросы по конкретным сценариям и ситуациям, больше как советник по устранению неполадок. Фактически, людям не нужно посещать учебный центр; эта функция доступна в виде расширения Google Chrome, которое необходимо установить в браузере Chrome для доступа к интерактивным обучающим урокам.
Для ИТ-специалистов, управляющих доменами Google Apps, дополнительное преимущество сертификации доступно через программу администратора Google Apps. Критерии предварительной квалификации для участия в этой программе — это, как правило, шесть месяцев опыта работы в домене при одновременном управлении как минимум 50 пользователями. Программа является всеобъемлющей и затрагивает аспекты поддержки Google Apps, устранения неполадок, управления ресурсами и управления новыми пользователями. Доступна расширенная версия того же самого, изобилующая видеоуроками и викторинами для проверки вашего обучения.
Специалист в области информационных технологий также планирует произвести фурор в секторе образования, обучая преподавателей через свою программу Google for Education. Опять же, доступный в двух версиях — базовой и расширенной — он обучает стратегиям интеграции Google Apps в классе. Соответственно, преподаватели получают сертификаты Google для преподавателей уровня 1 или 2.
Конечно, все эти сертификаты выдаются после прохождения подробного технического экзамена со строгими протоколами повторной сертификации.Стоимость экзамена для администратора Google Apps составляет 100 долларов США, при этом повторная сертификация требуется каждые 18 месяцев. Для программы «Педагоги» стоимость экзамена составляет 10 долларов США для Уровня 1 и 25 долларов США для Уровня 2.
Это интересная инициатива по расширению возможностей для дальнейшего распространения Google Apps.