обзор технологии и критерии качества
 13.11.2019
13.11.2019(Голосов: 1, Рейтинг: 5) |
Вопросы, рассмотренные в материале:
- Что такое хонингование цилиндров
- Есть ли разница между зеркалом цилиндра и хонингованием
- Каковы технологии хонингования цилиндров
- Как происходят хонингование и ремонт цилиндров Alusil и Nicasil
Двигатель внутреннего сгорания – это сердце автомобиля. Для его беспроблемной работы нужна умеренная эксплуатация и своевременное обслуживание. Если условия соблюдены, то мотор будет выдавать заданные параметры на протяжении долгих лет. Затем подходит срок капитального ремонта, подразумевающего полную разборку и замену изношенных деталей. Важной операцией является хонингование блока цилиндров.
Что такое хонингование цилиндров двигателя
Во время движения автомобиля мотор подвергается высоким нагрузкам, вследствие которых происходит естественный износ узлов. Двигатель меняет свои характеристики по мере наработки моточасов и в определенный момент требует ремонта. Состояние рабочей поверхности ЦПГ – основной критерий здоровья мотора. Хонингование блока цилиндров требуется, если появились задиры и царапины, а также если присутствует конусность.
При капитальном ремонте слесарь растачивает полностью разобранный блок до ближайшего ремонтного размера, который позволяет убрать дефекты зеркала и устранить отклонения по конусности и эллипсности. Гладкая зеркальная поверхность после расточки выглядит очень эффектно, но для лучшей работы мотора надо создать на ней насечки. Это также делается на токарном станке специальным инструментом – хоном. При должном навыке можно провести эту операцию вручную, но качество будет заметно хуже.

Технология ремонта постоянно совершенствуется. В настоящий момент все производители перешли на плосковершинное хонингование. При такой обработке насечки не имеют острых краев (вершин), которые контактируют с поршнем и кольцами при работе мотора. После расточки слесарь должен воспроизвести такую же структуру зеркала. Правильно выполненный ремонт облегчает процесс обкатки мотора и обеспечивает оптимальные зазоры между деталями. Такой мотор не будет расходовать масло и обеспечит максимальный пробег до следующего капитального ремонта.
Хонингование блока цилиндров – это процедура нанесения сетки на рабочую поверхность блока двигателя. Она позволяет обеспечить двигателю наилучшие условия смазки для трущихся деталей. В канавках, образованных хоном, задерживается моторное масло.
Хонингование проводится в два этапа. Сначала используется крупный абразив, который дает крупные насечки. Затем применяется финишная обработка, сглаживающая дефекты и неровности от предыдущей операции. Выделяют алмазное и керамическое нанесение рисок. Первое предпочтительнее по причине более высокой точности обработки, но дороже. Второй способ используется чаще из-за большей доступности цены работы и стоимости оснастки. Автопроизводители могут использовать лазерную финишную обработку, которая невозможна в кустарных условиях.
По окончании работы блок надо тщательно промыть. Желательно это делать струей воздуха или смазочно-охлаждающей жидкости под давлением. Необходимо обеспечить не только внешнюю чистоту детали, но и вымыть металлические стружки и остатки абразивной пасты из скрытых полостей. Частички керамики и металла, оставшиеся в двигателе, могут нанести непоправимый урон. Для того чтобы сгладить поверхность, после черновой обработки применяют финишную шлифовку.
Зеркало или хонингование цилиндров
Обработанная поверхность имеет гладкую глянцевую структуру, поэтому ее часто называют зеркалом. Хон – это приспособление для нанесения заданного рисунка сетки на рабочие стенки цилиндра. Отсюда происходит и название операции.

В условиях массового производства технология обработки несколько иная. Специально не выделяется операция хонингования. Расточка производится на токарном станке. Сначала фрезой, а затем для повышения точности размеров и формы, абразивным инструментом. При этом сетка на стенках является результатом движения абразивного бруска во время обработки. Процесс хонингования во время капитального ремонта выделяется в особую процедуру, потому что расточенный под ремонтный размер цилиндр имеет абсолютно гладкую поверхность.
Сетка хона играет важную роль в смазке цилиндро-поршневой группы. Она создает масляную пленку заданной толщины, которая увеличивается при движении поршня вверх и затем утончается при обратном ходе. Масло от коленвала и шатунов разбрызгивается внутри блока цилиндров, а затем за счет возвратно-поступательного движения поршней попадает на поршни и на кольца. Когда стенки цилиндра гладкие, то масло на них не задерживается. Наступает масляный голод и ускоренный износ двигателя.
Рекомендуем
«Отказ цилиндра: причины и способы диагностики» ПодробнееОсновная задача хонингования создать структуру поверхности, обеспечивающую хорошие условия для смазки деталей мотора. Попутно достигается дополнительное уплотнение между поршнем и цилиндром. Это благоприятно влияет на повышение компрессии двигателя, так как газы не прорываются в картер. Если не сделать качественную обработку поверхности, то все вышеперечисленные процессы затрудняются. Двигатель испытывает масляное голодание и, как следствие, быстро выходит из строя. Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Опытным путем давно установлено, что идеально гладкая поверхность не дает хороших условий для движения поршня. Хонингование позволяет создать своеобразные углубления для сохранения в них масла. Масляная пленка предотвращает непосредственный контакт металла с металлом. Уменьшается трение и снижается износ деталей.
При работе мотора создается высокое давление в камере сгорания, и раскаленные газы прорываются в зазор между кольцами и цилиндрами. Масло, покрывающее стенки цилиндра, выступает своеобразным уплотнением, препятствующим выходу газов. Это повышает компрессию и эффективность работы двигателя.
Отшлифованная до гладкого состояния стенка плохо задерживает смазку. В отсутствие масляного клина происходит полусухое трение деталей. Повышается их температура и наступает преждевременный износ. Помимо смазки, масло обеспечивает дополнительное охлаждение, поскольку имеет более высокую теплоемкость, чем металл.
Технология хонингования цилиндров
Хонингование блока цилиндров в заводских условиях существенно отличается от аналогичной процедуры, выполняемой при капитальном ремонте двигателя. Выделяют два этапа:
- Стартовая обработка при помощи крупно-абразивных брусков, закрепленных на головке хона. Она создает контуры сетки, которую можно увидеть на готовой детали.
- Финишная обработка с помощью мелкоабразивных инструментов. Выполняется для сглаживания дефектов предыдущей операции и финального выравнивания размеров под новые поршни.
Иногда применяется третий этап – притирка поверхности абразивной пастой. Она делает сетку хона еще более гладкой и не оставляет микродефектов на поверхности металла. Ее применение обусловлено качеством выполнения двух предыдущих операций и квалификацией мастера. В результате получается ровная сетка, которая не имеет острых краев металла и облегчает процесс притирки деталей цилиндро-поршневой группы.
По окончании процесса необходимо тщательно промыть обрабатываемую деталь. Остатки металла и абразивные частицы, оставшиеся на блоке цилиндров и в его полостях, недопустимы при сборке мотора. Собирать цилиндро-поршневую группу можно только на абсолютно чистом моторе. Промывка осуществляется сначала жидкостью под давлением, а затем продувкой сжатым воздухом.
Соблюдение технологии существенно продлевает жизнь мотору после капитального ремонта. Равномерно нанесенный хон дает оптимальные зазоры между сопрягаемыми деталями и хорошую смазку. Процесс обкатки происходит быстрее и проще. Создается дополнительный ресурс за счет более медленного износа. Сокращается расход масла при эксплуатации автомобиля, увеличивается срок его службы.

Рассмотрим подробнее оборудование для ремонта двигателя. Профессиональный станочный парк, которым оборудованы автозаводы, позволяет производить обработку блока с максимальной точностью. Такие станки могут позволить себе только специализированные мастерские, занимающиеся расточкой и хонингованием блока цилиндров.
Хонингование – это процесс создания фактуры рабочей поверхности блока. Это не просто беспорядочное нанесение рисок и царапин, а создание сетки, у которой строго заданы глубина канавок и их взаиморасположение. Поверхность выглядит как совокупность канавок, пересекающихся под заданным углом. Кроме того глубина рисок и их поперечный профиль выдерживаются с точностью до тысячных долей миллиметра. Поверхность не должна иметь острых краев и задиров на вершинах борозд, оставляемых хоном. Долговечность жизни мотора во многом зависит от качества обработки.
Рекомендуем
«Замена цилиндра сцепления: процесс и рекомендации по выбору детали» ПодробнееУгол хонингования – это угол между рисками, наносимыми хоном. Величина зерна абразивного бруска также влияет на характеристики обработки и конечное качество отделки. Тип хонинговального инструмента обеспечивает нужную глубину рисок и их взаиморасположение. Хонингование делится на два этапа: основной и финишный. Для каждого шага выбирается свой абразивный инструмент. Прецизионный контроль качества поверхности выполняется с помощью визуализации диаграммы микропрофиля хона. Угол хона измеряется с помощью тарированных пленок-шаблонов.
Формирование структуры поверхности первоначально выполняется с помощью грубого абразива. В результате поверхность становится шершавой и даже имеет задиры, но приобретает рисунок, который в дальнейшем сохраняется и после финишной обработки. При базовой обработке используются алмазные хонинговальные бруски на медной основе. Процесс чернового хонингования сопровождается подачей смазочно-охлаждающей жидкости. Кроме основной функции, она также удаляет металлическую стружку и продукты износа алмазного бруска.
Алмазная обработка не позволяет сразу же перейти к сборке мотора, так как кольца и поршни при контакте с такой грубой поверхностью быстро придут в негодность. В некоторых случаях обработка алмазным абразивом используется как силовая расточка. Грубая поверхность должна пройти обработку зерном меньшей фракции. После этого поверхность становится более гладкой и приближается к заданному ремонтному размеру. На последнем этапе обработка проводится мелкозернистым абразивом и шлифовальной пастой.

После формирования чистового размера и структуры поверхности проводится так называемое хонинговое крацевание. Эта операция не увеличивает ремонтный размер и не меняет гладкость поверхности, а направлена на очистку хонинговых рисок и вымывание остатков металла и абразива. Крацевание имеет побочный положительный эффект в чугунном блоке – оно открывает графитовые зерна, входящие в структуру металла. Графит при этом выступает в качестве дополнительного лубриканта и снижает износ деталей. Крацевание выполняется нейлоновыми щетками с вкраплениями кремниевых кристаллов.
В дополнение к основным операциям может выполняться нанесение антифрикционных покрытий, но они подходят не ко всем материалам, из которых изготовлен блок цилиндров. Хонингование в основном применяется к чугунным блокам, но сейчас уже разработана технология обработки алюминиевых деталей. Наибольшей известностью пользуется плосковершинное хонигование, которое проводится аналогично классическим технологиям. Различия заключаются в применяемых инструментах и количестве операций.
Хонингование и ремонт цилиндров Alusil и Nicasil
Хонингование блока цилиндров из алюминиевого сплава имеет свои особенности.
- Alusil
Блоки, выполненные по технологии Alusil, в настоящее время официально комплектуются ремонтными размерами поршней от фирм-производителей (обычно это размеры +0,5 мм и +1 мм, реже используется более мелкий шаг +0,35 и +0,7 мм). Поршни ремонтных размеров, так же как и стандартные, покрываются сверху тонким слоем железа. Ремонт мотора с применением поршней без покрытия заканчивается быстрым «прихватом» и заклиниванием поршневой группы.
Ремкомплекты изготавливают специально для технологии расточки алюминиевых блоков. Несоблюдение технологии заканчивается быстрым выходом из строя отремонтированного двигателя.
Расточка выполняется стандартными резцами, которые применяются на чугунных блоках. Основное отличие кроется в процессе хонингования. Должны применяться специальные абразивные бруски с «антизасаливающейся» поверхностью. Они остаются чистыми на протяжении всей операции. В противном случае частички алюминия, остающиеся на хонбруске, при нагревании схватываются с поверхностью цилиндра, и моментально образуются задиры.
Крупнейший мировой производитель инструмента Sunnen, в том числе выпускающий хонинговальные бруски, рекомендует при хонинговании блоков цилиндров из алюминиевых сплавов применять оснастку на основе абразивных частиц карбида кремния (SiC).
Последовательно применяются три типа брусков. Первый брусок типа С30-J55 снимает изношенный слой с припуском 0,04–0,08 мм после растачивания. Второй тип С30-J84 выполняет хонингование и увеличение ремонтного размера на 0,01-0,02 мм, а также удаляет дефекты от предыдущей операции. Третий тип С30-С03-81 осуществляет финишную шлифовку без изменения ремонтного размера.

После растачивания алюминиевого блока надо тщательно промыть его от стружки. Даже незначительные загрязнения приводят к тому, что алюминий налипает на стенки цилиндра и абразивный инструмент. Происходят задиры и вырывание абразивных частиц.
Хонингование осуществляется при выполнении трех условий. Во-первых, тщательная фильтрация охлаждающе-смазочной жидкости. Во-вторых, умеренный прижим абразивных брусков к стенке блока. В-третьих, точное соответствие диаметров бруска и поршня. Нарушение этих условий приводит к перегреву обрабатываемой поверхности и вырыванию абразивных зерен из бруска. Все это сопровождается образованием задиров и ухудшением качества обработки. Если вовремя не наладить процесс, то можно безвозвратно испортить всю работу.
Хонингование блока цилиндров позволяет добиться оптимального размера и точного зазора между трущимися деталями (от 0,01 до 0,02 мм). Однако рабочая поверхность еще не соответствует требованиям по шероховатости, поэтому ее нужно выгладить с помощью финишной обработки.
Рекомендуем
«Форсунка льет в цилиндр: причины и варианты решения проблемы» ПодробнееПолировка в процессе капремонта двигателя служит альтернативой химическому вытравливанию, применяемому в условиях производства. В результате полировки снимается очень малый слой алюминия (порядка 1 мкм) и обнажаются кристаллики кремния. Для этого применяются мягкие фетровые башмаки C30-F85, закрепляемые в хонинговой головке, и мягкая кремниевая паста на силиконовой основе AN-30, которая не затрагивает вкрапления кремния, но снимает лишний слой алюминия.
После полировки кремниевой пастой поверхность становится характерного темно-серого цвета, причем на ней не должно быть следов хона или другого режущего инструмента. В ее структуре присутствуют зерна кремния, а основной слой из алюминиевого сплава, являющегося связкой, находится глубже на 1-2 мкм. За счет хаотично разбросанных кремниевых вкраплений структура становится пористой. Благодаря этому масло в процессе работы двигателя задерживается в микропорах и создает пленку, обволакивающую трущиеся детали.
Германская фирма Gehring предлагает другую технологию обработки цилиндров из алюминиевых сплавов. Основное отличие присутствует на этапе черновой обработки. Так, вместо первого абразивного бруска на основе SiC на первом шаге обработки применяют бруски с алмазным покрытием, а затем на этапе чистового хонингования и на этапе финишной полировки применяют хонбруски и полировальную силиконовую пасту на основе карбида кремния.
Предлагаемые технологии расточки и хонингования применяются как для блоков на основе алюминиевых сплавов Alusil (Silumal), так и для более продвинутых вариантов Lokasil и Silitec (кремниевая гильза, залитая алюминиевым сплавом, состоящим на 25 % из соединений кремния). В любом случае геометрия и микроструктура цилиндров не отличается от заводской.
Если задиры или другие дефекты цилиндров превышают по глубине величину ремонтных размеров (до 0,7 мм или в некоторых блока до 1 мм), то такой ремонт нельзя произвести с помощью расточки и хонингования. Здесь надо использовать сменные гильзы. Подобные детали поставляются для некоторых видов блоков в виде запасных частей.
Сменные гильзы выполнены из материала, однородного по составу со сплавом цилиндров. Обычно это алюминий, содержащий до 17 % соединений кремния. Замена алюминиевых гильз, как правило, ничем не отличается от замены чугунных аналогов. Главное отличие алюминия заключается в его более высокой теплопроводности.
Практические рекомендации по замене гильз требуют их сильного охлаждения (например, в жидком азоте или в низкотемпературной морозильной камере) и сильного нагрева блока цилиндров. Гильза должна вставляться быстро, чтобы она не успела нагреться и от простого усилия рук без применения пресса или ударных инструментов.
Характерная черта алюминиевой гильзы – невозможность корректировки в случае неточной посадки в блок. Чугунную гильзу можно запрессовать, а алюминиевая в такой ситуации начинает деформироваться. Удалить ее можно только расточкой на токарном станке. Это фактически означает, что нужно покупать новую гильзу и при этом обычно ждать заказа несколько дней.
Гильзы после установки подвергаются расточке и хонингованию по вышеописанной технологии. Особое внимание обратите на выступ гильз над привалочной поверхностью блока — ее не рекомендуется подрезать при расточке гильз. В противном случае выступание поршней в верхней мертвой точке может превысить максимальное значение около 0,5–0,7 мм. А также может образоваться перепад по высоте между плоскостью и верхней частью передней крышки блока.
- Nicasil
Алюминиевый сплав Nicasil обладает высокой прочностью и износостойкостью, но все равно наступает момент, когда он приходит в негодность. Есть ли возможность капитального ремонта подобного блока? Рассмотрим характерные особенности данного сплава, чтобы понимать, стоит ли подвергать его восстановлению.
Учитывая отличную от других сплавов алюминия устойчивость к износу, данные блоки реже требуют ремонта. На основании этого большинство автозаводов не выпускает ремонтные поршни для данных моторов. Только владельцы некоторых моделей БМВ могут рассчитывать на ремонтные поршни и кольца, увеличенные на 0,07-0,08 мм. Если вам все-таки повезло и вы нашли ремонтные детали, а поверхность цилиндров не успела износиться до критической глубины, можно попробовать что-нибудь сделать.
Классическая расточка блоков Nicasil даже теоретически невозможна, потому что ни один резец не возьмет сплав карбида кремния. И к тому же, учитывая ремонтные размеры поршней менее +0,1 мм, вполне можно обойтись хонингованием блока цилиндров.
Рекомендуем
«Устройство цилиндра сцепления: немного теории для удачной практики» ПодробнееПри обработке подобных блоков встречаются свои подводные камни. Подходят далеко не все хонинговальные бруски. Можно применять либо алмазные, либо на основе нитрида бора. Хонингование блока цилиндров проводится при минимальном нажатии, чтобы обеспечить целостность покрытия и не продавить его в наиболее тонких местах.
В целом процедура требует максимальной осторожности и наивысшей квалификации мастера. Но даже в этом случае успех не гарантирован. Критичной может стать эллипсность блока даже при отклонении 0,03–0,05 мм. Минимальное усилие бруска не позволяет полностью устранить неправильную геометрию, а повышение усилия может привести к сколу в тонком месте эллипса. Поэтому вернуть блок к идеальной геометрии удается не во всех цилиндрах.
Поврежденное покрытие (в том числе получившееся в процессе хонингования блока цилиндров) может стать приговором для замены детали. Производители обычно не регламентируют ремонтные работы таких дефектов. В среде автомехаников ходят байки о возможности повторно покрыть поверхность цилиндров никасилом. Долгая практика показывает, что повторять производственную технологию дорого и нецелесообразно. Поэтому в большинстве случаев не удается провести хонингование.
В случае повреждения рабочей поверхности в блоке, выполненном по технологии Nicasil, есть несколько вариантов решения проблемы.
Самый радикальный путь – замена блока цилиндров или двигателя в сборе. Такой вариант подойдет для новой гарантийной машины, но для десятилетнего автомобиля стоимость мотора может превышать его собственную цену.
В Европе полно авторазборок, где можно обзавестись б/у мотором. Это дешевый вариант. Но в нашей стране пока еще этот рынок недостаточно развит. Кроме того, помимо покупки мотора, предстоит возня с документами и регистрацией.
«Народный» способ гильзовать алюминиевый мотор чугунными гильзами.
Производители категорически не рекомендуют такую замену. Но если их не слушать и обладать достаточной квалификацией, то вполне реально провести подобную гильзовку. Существует уже достаточно большой опыт и наработаны технологии применения чугунных гильз в блоках из алюминиевых сплавов.
Блоки, выполненные по технологии Nicasil, вполне подходят по своим характеристикам, так как прочность и шероховатость чугунной и никасиловой поверхности схожи, а поршни одинаково хорошо скользят в обоих случаях. Нюансы возможны на старых моторах, использующих кольца без хромового покрытия. Требуется более частая замена таких колец из-за их ускоренного износа.



Что автовладельцы говорят о хонинговании цилиндров
- Хонингование на старых двигателях
Хонингование блока цилиндров на советских предприятиях в 60–80 гг. отсутствовало в принципе. Автомобильные, лодочные мотоциклетные моторы были, как правило, результатом побочной деятельности оборонной промышленности. Поэтому не было никакого стимула внедрять новые технологии и совершенствовать уже имеющиеся товары. Люди покупали то что есть и не жаловались на качество, потому что всегда был дефицит и большие очереди практически на любые товары, в том числе и на автомобили.
Усложнение технологических операций не приветствовалось в массовом производстве, а при отсутствии конкуренции заводу было все равно, сколько проходит его мотор до капитального ремонта.
- Незаводское хонингование
Самодельный хон может быть и не хуже заводского, но сложность в том, что информации о глубине канавок, угле хонингования, допустимой шероховатости поверхности нигде нет. Эти параметры очень сильно влияют на качество смазки и расход масла. Масляное голодание, так же как и большой расход, не сделают мотор долгожителем.
Увеличение шага хонингования может привести к сокращению толщины масляной пленки и быстрому износу двигателя. Поэтому автосервисы при хонинговании блока цилиндров делают некие усредненные показатели, которые подойдут для данного типа моторов (3л v6, например). Очень многое зависит от используемого станочного оборудования. В оппозитных моторах ось цилиндра расположена горизонтально, и, следовательно, есть логика в изменении шага сетки и угла хона вверху и внизу цилиндра.
- Преимущество заводского хонингования
Ремонтное хонингование цилиндров существенно хуже заводского. Добиться плосковершинного хонингования можно только в условиях автопроизводства. Автосервисы не потянут такое оборудование, а у производителя нет интереса качественно делать капитальный ремонт. Токарно-расточной станок при нарезании борозды хоном выдавливает с каждой стороны слой металла, который во время обкатки мотора гораздо быстрее изнашивает кольца.
Рекомендуем
«Стук клапанов двигателя: причины и способы устранения проблемы» Подробнее - Равномерность износа хонингования
Хон изнашивается неравномерно. Максимальный износ приходится на положение верхнего компрессионного кольца в ВМТ поршня. Выше него износ существенно меньше.
- Одинаковый хон или разный
Угол хонингования свой для каждого мотора и у каждого производителя. Точные цифры найти сложно, часто приходится смотреть, как сделано на аналогичных моторах. Однажды перебирал мотор на РАВ4 с использованием ручного хона. По внешнему виду значительно хуже заводского, но эффект все равно дает. После ручного хонингования блока цилиндров и замены колец расход масла практически исчез.
rad-star.ru
Авторская статья «Хонингование» на сайте инженерной-технологической компании Механика
Не так давно искал в Яндексе (не сочтите за рекламу) картинки и наткнулся на давно забытый «дрынохон». Решил заглянуть на сайт, где была размещена фотка. Вот, что там было изложено:
…Перед сборкой двигателя в обязательном порядке проводится хонингование зеркал цилиндров с целью достижения правильной посадки на них поршневых колец, обеспечивающей должную герметичность камер сгорания…
…Выпускаются два типа хонов для обработки зеркал цилиндров: хон типа «бутылочный ершик» и, более традиционный, поверхностный хон в виде насадки с подпружиненными точильными камнями. Оба инструмента обеспечивают необходимое качество обработки зеркал цилиндров, хотя использование первого для неопытного механика предпочтительнее. Потребуется также достаточное количество ветоши, специального хонинговочного или просто жидкого машинного масла, а также электродрель в качестве привода для хонинговочных насадок. Действуйте в следующем порядке….
 Дрынохон как он есть и в действии |
Далее описана процедура гаражного хонингования. Неужели и сейчас кто-то производит восстановление цилиндров подобными методами. Я полагал, что к подобным текстам уже давно приписали что-то типа «устаревший метод, сейчас так никто не делает». Текст как водится размножен на многих сайтах (эдакий сетевой бэкап коллективного разума) и кто-то сочтёт, что этот метод вполне современен. Однако ж, технологии давно ушли вперёд и теперь дороже будет найти дрынохон, чем сделать хон на соответствующем станке. Преимущество «дрынохона» только в том, что поцарапать цилиндр можно не снимая блок с автомобиля. Фактически так можно только «освежить», но не сделать нормальный хон в изношенном цилиндре. Уж поверьте.
Немного теории и технологии
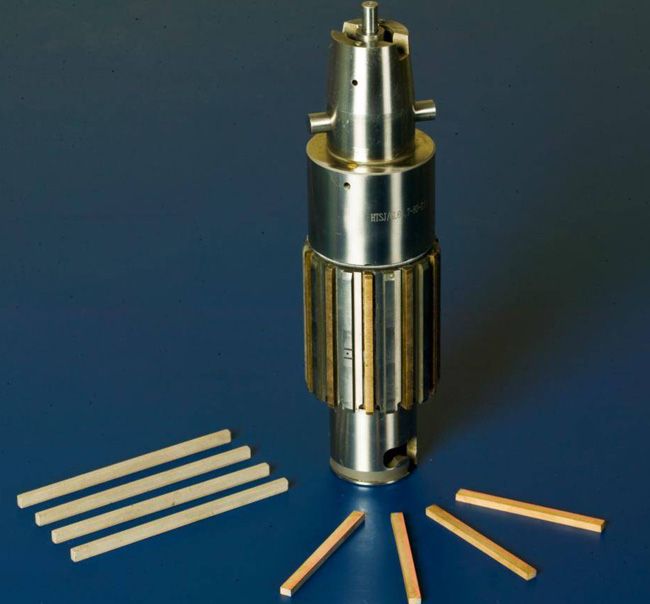
Хонингование — (от англ. honing, от hone — хонинговать, буквально — точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Хонингование применительно к деталям двигателя внутреннего сгорания
При ремонте двигателя, как это было сказано ранее, хонингуют в основной своей массе внутренние цилиндрические поверхности — отверстия. Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.
 Хонголовка с хонбрусками в цилиндре |
Если считать, что цилиндры — это сердце мотора, то знания о хонинговании, свойствах получаемой поверхности и методах её получения — это кардиология.
Для нормальной работы поршневых колец (кардиологический аналог каждый может себе придумать сам) на стенке цилиндра необходимо обеспечить определённый микропрофиль поверхности — совокупность пересекающихся рисок. Глубина и взаимное расположение этих рисок в значительной степени определяет такие эксплуатационные параметры как компрессия, мощность, расход масла, расход топлива, износ цилиндро-поршневой группы и ресурс двигателя. Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра. Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра — угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. «Законодатель моды» в данном вопросе — фирма KOLBENSCHMIDT (KS) — дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное — методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах. Для контроля угла хонингования — применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.
 Пленка-шаблон для проверки линий хона и наглядный рисунок самих линий из рекомендаций KS |
 Прибор для контроля шероховатости Hommel |
О практическом влиянии параметров хонингования или разрушение мифа, о «зеркальной», абсолютно гладкой поверхности цилиндра
Для надёжного удержания масла на поверхности цилиндра (чего ради собственно и затеяна вся эта вращательно-поступательная «возня»), стенка последнего должна иметь определённую шероховатость абсолютно гладкая стенка не способна удержать на себе масло, в количестве необходимом для нормальной смазки колец. С абсолютно гладкой, зеркальной, поверхности масло будет сниматься почти полностью, оставшееся масло будет сгорать, а нового масла, необходимого для нормальной смазки поступать не будет. Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Грубая поверхность (глубокие риски — высокая шероховатость) получаются после применения крупно зернистого абразива, на первой стадии чернового хонингования. Здесь применяют алмазные бруски на медной основе. Хонингование ведётся с избытком СОЖ. Для выноса из зоны резания продуктов износа, как материала цилиндра, так и материала бруска. Получаемая после чернового алмазного хонингования поверхность непригодна для работы по ней колец, поршня да и работы вообще. В некоторых случаях алмазное (силовое) хонингование служит заменой расточки цилиндра, с той лишь разницей, что процесс хонингования более производительный и легче поддаётся автоматизации.
На второй стадии полученная поверхность обрабатывается более мелкозернистым абразивом, но не чистовым. При этом формируется новый микропрофиль поверхности. На данном этапе применяют абразивные материалы с размером зерна 1/150 мм.
Окончательное хонингование ведется материалами с зерном от 1/300 — 1/500 мм, до достижения окончательного размера цилиндра.
Финишная операция при хонинговании — хонинговое крацевание. При этой операции не происходит изменение размера цилиндра (отверстия) полученного при чистовом хонинговании. При этой операции полученный микропрофиль полностью очищается от остатков хонинговального абразива, обнажаются графитовые зёрна (для чугунных цилиндров), что влияет на снижение трения, а следовательно на механические потери и износ. При крацевании используют специальные щётки, из нейлоновых нитей с добавлением кристаллов кремния.
 Щётки для крацевания |
Используя оборудование для хонингования можно проводить также нанесение анифрикционных покрытий на стенки цилиндров, обрабатывать цилиндры алюминиевых блоков (правда не всех) и выполнять плосковершинное хонингование. Данные операции принципиально не отличаются от обычного хонингования. Для их проведения необходимы специальные материалы и хонинговальные бруски.
 Специальные хонинговальные бруски |
Применяется хонингование закалённых зубчатых колёс хонинговальной головкой в форме косозубого долбяка находящейся в зацеплении с обрабатываемым колесом и совершающей одновременно вращательное и колебательное движения. Н это уже экзотика:
P.S. С начала 2011 года желающие могут сходит на экскурсию по цеху механобработки в техцентре «Дзержинский». Записаться можно по электронной почте. Вам покажут и
расскажут в том числе и о хонинговании. Бутербробы и термос брать не обязательно — обещаем накормить.
www.mehanika.ru
Хонингование — Энциклопедия журнала «За рулем»
Хонингование (он английского hone — точить), обработка внутренней поверхности цилиндра мелкозернистыми абразивными брусками, смонтированными на хонинговальной головке (хоне). Бруски прижимаются к обрабатываемой поверхности, а хонинговальная головка совершает вращательное и возвратно-поступательное движения.
Микронеровности на зеркале цилиндра после обычного хонингования (а) и плосковершинного (б).
Плосковершинное хонингование известно давно, еще с поршневых авиамоторов. Идея нашла куда большее развитие в автомобильной промышленности. Суть дела проста. У мотора, собранного после традиционного хонингования, микропрофиль рабочей поверхности цилиндра напоминает горную цепь с острыми вершинами. В начальный период эксплуатации (при обкатке) эти выступы быстро сглаживаются, разрушаются, пока не появятся достаточно большие «опорные плоскости» – вот теперь темп износа мотора уменьшится. Разумнее, однако, заранее создать нужную шероховатость рабочей поверхности с плоскими вершинами и учесть ее в монтажных зазорах при сборке.
Угол «встречи» рисок имеет значение! Слишком малый (а) создает много широких пересечений ПС, возле которых смазка будет недостаточной. Оптимальный угол 30–35° (б).
Износостойкость мотора определяется множеством нюансов. Например, тем, как распределены риски на получившемся «плоскогорье», какова их глубина, выглядят ли они подобно узким каньонам или широким ущельям. Ведь все это сказывается на смазке тех площадок, по которым скользят кольца и поршень. Поверхностное натяжение пленки масла заставляет его втягиваться в слишком широкие углубления, и тогда кольца трутся о вершины почти без смазки. Если же углубления узки, масло легко выдавливается из них, и возникает другая проблема – чрезмерные его потери на угар. Немалое значение имеют глубина «ущелий» (обычно около 5 мкм), а также угол, под которым они пересекаются в результате вращательного и поступательного движения хонов. Слишком острый (относительно горизонтали) означает, что у пересечений рисок появятся чрезмерно широкие углубления – и качество смазки рядом с ними ухудшается. Оптимальный угол – градусов 30–35. Если же он слишком велик, опять-таки возрастают потери на угар (представим себе предельный случай – продольные риски в цилиндре!).
wiki.zr.ru
что это такое, как оно выполняется, какие инструменты используются
 Хонингование цилиндров двигателя – процесс, с которым не приходится сталкиваться обычному автолюбителю, и он, скорее, знаком профессионалам сервисных центров и мастерам, которые занимаются модификацией моторов автомобилей на серьезном уровне. При этом сам процесс хонингования двигателя более чем важен, и продвинутый автолюбитель, интересующийся моторами, должен иметь общее представление о том, что собой представляет данная процедура, как она выполняется, зачем она нужна.
Хонингование цилиндров двигателя – процесс, с которым не приходится сталкиваться обычному автолюбителю, и он, скорее, знаком профессионалам сервисных центров и мастерам, которые занимаются модификацией моторов автомобилей на серьезном уровне. При этом сам процесс хонингования двигателя более чем важен, и продвинутый автолюбитель, интересующийся моторами, должен иметь общее представление о том, что собой представляет данная процедура, как она выполняется, зачем она нужна.
Хонингование цилиндров: что это такое
 Перед тем как рассматривать процесс выполнения хонингования цилиндров, необходимо разобраться с тем, что подразумевается под данным понятием. Многим автолюбителям знаком термин «расточка двигателя», которая может выполняться для повышения мощности мотора или при капитальном ремонте для устранения «эффекта конусности». После завершения растачивания цилиндров двигателя, необходимо провести их хонингование.
Перед тем как рассматривать процесс выполнения хонингования цилиндров, необходимо разобраться с тем, что подразумевается под данным понятием. Многим автолюбителям знаком термин «расточка двигателя», которая может выполняться для повышения мощности мотора или при капитальном ремонте для устранения «эффекта конусности». После завершения растачивания цилиндров двигателя, необходимо провести их хонингование.
Хонингование цилиндров – это завершающая стадия обработки цилиндров. Она выполняется с использованием специальных инструментов, и провести хонингование двигателя самостоятельно не получится без сервисного оборудования. Результатом хонингования является уменьшение шероховатости стенок цилиндров, что позволяет повысить качество приработки поршней и поршневых колец. Главная задача подобной процедуры – увеличить срок службы двигателя, благодаря уменьшению износа деталей в период их приработки.
Также хонингование цилиндров позволяет:
- Сократить прорыв газов в картер;
- Оптимизировать потребление моторного масла двигателем, благодаря образованию на стенках цилиндров микроскопической сетки. Ее сложно обнаружить «на глаз», но если провести пальцем, то можно ощутить наличие рисунка. Данная сетка необходима, чтобы на ней оседало масло, что позволяет повысить качество смазки трущихся деталей в процессе работы двигателя.
 Сократить прорыв газов в картер;
Сократить прорыв газов в картер;Процесс хонингования цилиндров выполняется не всегда, иногда мастера ограничиваются полировкой, а после притирка деталей происходит при работе двигателя. Подобный подход значительно снижает ресурс мотора до следующего капитального ремонта. В отполированном блоке цилиндров гораздо быстрее, чем в двигателе с проведенной процедурой хонингования, образуются царапины, сколы и шершавость на стенках, а цилиндр теряет свою первозданную форму, становясь конусообразным.
Как выполняется хонингование цилиндров
 Главным инструментом в процессе хонингования цилиндров двигателя являются хонинговальные головки (хоны). Выполняться хонинговальные головки могут из керамики или алмаза. В профессиональных мастерских хоны используются алмазные, поскольку при регулярном использовании они оказываются экономически более выгодными для мастеров, нежели керамические хонинговальные головки.
Главным инструментом в процессе хонингования цилиндров двигателя являются хонинговальные головки (хоны). Выполняться хонинговальные головки могут из керамики или алмаза. В профессиональных мастерских хоны используются алмазные, поскольку при регулярном использовании они оказываются экономически более выгодными для мастеров, нежели керамические хонинговальные головки.
Хоны приводятся в работу за счет использования специального механического стенда. Также в процессе выполнения хонингования цилиндров двигателя задействуется керосин или специальная смесь, состоящая из масла и керосина. Гораздо реже применяется при хонинговании средство на основе воды со специальными добавками, которые не позволяют развиться коррозии в цилиндрах.
Сам процесс хонингования цилиндров проводится в 2 этапа:
- Сначала мастера надевают на станок черновые хонинговальные головки, которые имеют крупный абразив. Они необходимы, чтобы после расточки двигателя (при капитальном ремонте) удалить неровности, которые могли остаться по окончанию работы.
- На втором этапе используются хонинговальные головки с мелкозернистым абразивом. Данный процесс протекает дольше.

После того как хонингование выполнено, необходимо отдать цилиндры на промывку керосином или другим средством, препятствующим коррозии. Некоторые мастера рекомендуют завершать процесс хонингования чисткой с использованием абразивной пасты. Они утверждают, что за счет этого удается сгладить последние неровности, удалить заусенцы, углы и впадины, которые могли образоваться в процессе хонингования.
 Загрузка…
Загрузка…okeydrive.ru
Плосковершинное (плато) хонингование,хонинговка, тепловой зазор цилиндра, платохонингование, плосковершинное хонингование
Понятие плосковершинного ( плато) хонингования основано на идее, согласно которой в новом двигателе желателен быстрый износ в течение очень короткого промежутка времени, благодаря чему изнашивание уменьшается фактически до нуля всего за несколько сотен километров, после чего двигатель способен работать в течение длительного периода времени с очень небольшим изнашиванием. Такое первоначальное изнашивание необходимо, чтобы сформировать хорошую поверхность сопряжения между поршневыми кольцами и стенкой цилиндра. Изнашивание или рыхлый материал, необходимый для этого начального процесса, должны образоваться на поверхности стенки цилиндра и рабочей поверхности поршневых колец. Эти частицы рыхлого материала должны быть достаточно маленькими, чтобы задерживаться в слое масла, разделяющем сопряженные детали. При этом шероховатость на рабочей поверхности колец и цилиндра должна позволить маслу распространяться и собирать частицы износа.Толщина пленки масла является очень маленькой, и поскольку цилиндры и поршневые кольца изготавливаются по современным технологиям, производители двигателей стараются добиться всё меньшего расхода масла, поэтому толщина пленки становится все меньше и меньше. В этой ситуации особое значение имеет качество обработки поверхности цилиндра и создания при изготовлении и ремонте такой микроструктуры, которая наиболее близка к цилиндру, уже приработавшемуся к поршневым кольцам. Имеет ли поверхность цилиндра заводскую обработку, или цех ремонтировал эту поверхность, это может быть сделано только хонингованием. Этот процесс должен быть двухстадийным, на первой стадии на поверхности образуются впадины и выступы, и на второй удаляются некоторые из выступов, чтобы образовать ряд плоских плато, отделенных регулярными раздельными впадинами. Такая обработка называется плосковершинной и применяется сейчас практически всеми производителями двигателей и большинством ремонтных цехов. Вид на поверхность цилиндра перед плосковершинной обработкой.
 Хорошая плосковершинная обработка предполагает, что угол штриховки составляет приблизительно 60°, с одинаковыми рисками, нарезанными в обоих направлениях. Образец впадины должен быть чистым после резания, но без острых кромок, и должен быть свободным от рваного или деформированного материала. Глубина и ширина впадин должны быть однородными и регулярно раздельными, а плоская область плато должна составлять примерно половину от двух третей полной поверхностной области, свободной от внедренных частиц. Изготовители всегда определяют точные требования к обработке плато, и это может быть проверено точно только путем измерения профиля поверхности специальным поверхностным измерительным прибором – профилометром.
Хорошая плосковершинная обработка предполагает, что угол штриховки составляет приблизительно 60°, с одинаковыми рисками, нарезанными в обоих направлениях. Образец впадины должен быть чистым после резания, но без острых кромок, и должен быть свободным от рваного или деформированного материала. Глубина и ширина впадин должны быть однородными и регулярно раздельными, а плоская область плато должна составлять примерно половину от двух третей полной поверхностной области, свободной от внедренных частиц. Изготовители всегда определяют точные требования к обработке плато, и это может быть проверено точно только путем измерения профиля поверхности специальным поверхностным измерительным прибором – профилометром.
Отклонения к этой идеальной поверхности цилиндра вызовут чрезмерное изнашивание и потребление масла, что приведет к следующим изменениям в двигателе: Вид на поверхность цилиндра в микроскоп Деформированный и порванный металл вместе с глубокими и широкими раздельными впадинами штриховки вызывает чрезмерное потребление масла, потому что впадины несут чрезмерную большую порцию масла, которая никак не используется для смазывания и впоследствии будет просто сожжена при сгорании топлива. Чрезмерное изнашивание в двигателе, очевидно, будет вызвано увеличенным количеством рыхлого материала вокруг впадин штриховки, которые будут удалены при приработке поверхности цилиндра с поршневыми кольцами с образованием большого количества частиц и попаданием их в масло и к другим трущимся деталям.  Такой дефект поверхности возникает вследствие применения очень грубых брусков с крупным зерном или неправильным выбором режимов хонингования. Чрезмерное плато приводит к очень медленной приработке колец и чрезмерному потреблению масла, потому что поверхность цилиндра не содержит или содержит очень мало рыхлого материала как источника мелких частиц, необходимых для формирования хорошо приработанной поверхности скольжения с поршневыми кольцами. Данный дефект возникает при слишком «гладком» хонинговании очень мелкими брусками, а также при установке новых колец в старые изношенные цилиндры без обработки их поверхности хонингованием. Недостаточное плато вызывает чрезмерное изнашивание стенок цилиндра, а также перегрев поршневых колец. Изнашивание происходит из-за чрезмерного количества рыхлого материала в процессе приработки. Высокая температура колец – результат разрушения пленки смазочного масла, вызванного высоким удельным давлением кольца на поверхность цилиндра, имеющую очень много рыхлого материала, большое количество частиц и малые опорные площадки для колец. В результате нарушается теплоотдача от кольца в стенку цилиндра, а перегретое кольцо начинает изнашиваться быстрее. Поверхность цилиндра этого типа может уменьшить жизнь поршневых колец на целых 80%. Часто возникает вследствие неправильного подбора брусков, нарушения режимов обработки и при хонинговании в одну операцию без финишной плосковершинной обработки. Разница в глубине, форме и угле наклона впадин в разных направлениях при хонинговании вызывает чрезмерно быстрое вращение поршневых колец на поршне, что приводит к неправильной приработке колец к цилиндрам, чрезмерному износу самих колец как по рабочей, так и по торцевой поверхностям, а также к износу канавок колец на поршнях. Это явление чаще всего вызвано плохой работой хонинговального оборудования, когда, например, скорость хода инструмента вниз и вверх различна.
Такой дефект поверхности возникает вследствие применения очень грубых брусков с крупным зерном или неправильным выбором режимов хонингования. Чрезмерное плато приводит к очень медленной приработке колец и чрезмерному потреблению масла, потому что поверхность цилиндра не содержит или содержит очень мало рыхлого материала как источника мелких частиц, необходимых для формирования хорошо приработанной поверхности скольжения с поршневыми кольцами. Данный дефект возникает при слишком «гладком» хонинговании очень мелкими брусками, а также при установке новых колец в старые изношенные цилиндры без обработки их поверхности хонингованием. Недостаточное плато вызывает чрезмерное изнашивание стенок цилиндра, а также перегрев поршневых колец. Изнашивание происходит из-за чрезмерного количества рыхлого материала в процессе приработки. Высокая температура колец – результат разрушения пленки смазочного масла, вызванного высоким удельным давлением кольца на поверхность цилиндра, имеющую очень много рыхлого материала, большое количество частиц и малые опорные площадки для колец. В результате нарушается теплоотдача от кольца в стенку цилиндра, а перегретое кольцо начинает изнашиваться быстрее. Поверхность цилиндра этого типа может уменьшить жизнь поршневых колец на целых 80%. Часто возникает вследствие неправильного подбора брусков, нарушения режимов обработки и при хонинговании в одну операцию без финишной плосковершинной обработки. Разница в глубине, форме и угле наклона впадин в разных направлениях при хонинговании вызывает чрезмерно быстрое вращение поршневых колец на поршне, что приводит к неправильной приработке колец к цилиндрам, чрезмерному износу самих колец как по рабочей, так и по торцевой поверхностям, а также к износу канавок колец на поршнях. Это явление чаще всего вызвано плохой работой хонинговального оборудования, когда, например, скорость хода инструмента вниз и вверх различна.
Следование всем рекомендациям производителей двигателей и производителей хонинговального инструмента, а также поддержание используемого хонинговального оборудования в исправном состоянии позволяет избежать указанных дефектов и добиться высокой долговечности и низкого расхода масла отремонтированного двигателя.
bestracingparts.com
что это такое, для чего нужна хонинговка и расточка (видео). Хон или зеркало? Как сделать хонинговку своими руками? Инструмент и приспособление
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Что такое хонингование
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.

Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Тонкости процесса
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. 
Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.

Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
autolirika.ru
Как правильно делается хонингование цилиндров двигателя
Под этим процессом первоочередно подразумевается абразивная обработка хонами (хонингованными головками) поверхностей. Абразивные тросики прикрепляются к головке специального инструмента. Эта процедура является одним из этапов капитального ремонта моторов, она проходит для того, чтобы уменьшить шероховатость гильз и цилиндров, увеличить продолжительность работы двигателя. Как же протекает данная операция мы раскроем далее в статье.

Что такое хонингование
Что же именно представляет из себя хонингование или расточка цилиндров? Как мы уже упоминали, это очень важный этап в починке движка, так как он выступает финалом в капитальных работах над силовой установкой автомобиля. Расточка применяется к обработке не только уже нами перечисленных деталей, но и втулок, шатунов, постелей коленчатого вала и, более того, наносится на плоскости. Теперь разберёмся в самом важном вопросе: для чего же проводить данную процедуру, и какую пользу получит от этого ваш железный конь?
Для чего нужно хонингование двигателя
Любая деталь не служит долго. Каждой, в своё время, требуется ремонт, но находчивый водитель знает, что существуют методы и подходы, которые и жизнь детали продлят, и сэкономят сбережения. Хонингование блока цилиндров и есть один из таких выходов из положения. Что касаемо деталей двигателя непосредственно, то за свою службу они изменяются в параметрах. Что ещё менее приятно, так это появление царапин повсеместно.
Как вам прекрасно понятно, всё это очень пагубно влияет на работу мотора в целом, и вот к ухудшению чего это приводит:
- Компрессии.
- Использованию большего количества горючего и масла.
- Мотор не развивает былую мощность.
Поэтому стоит незамедлительно заняться ремонтными работами блока, чтобы в последующем не пришлось заменять кривошипно-шатунный механизм, а здесь речь идёт уже о совсем другой сумме. Также можно отметить, что при обработке можно поставить старые поршни на обновлённые гильзы, если они ещё в солидном состоянии.
Теперь поговорим о технологии обработки. Сама работа проделывается инструментом, от которого и пошло название операции, а именно – хоном. Он вращательными движениями проходиться по поверхностям, срезая слои металла совсем незначительных размеров. Для скольжения рабочие используют смазочно-охлаждающую жидкость. Зачастую это всем нам известный керосин, но допускаются и другие варианты на основе водно-масляных эмульсий. Главное – правильно рассчитать давление, чтобы добиться равномерной и правильной поверхности цилиндра.

Инструмент для хонингования
Основным профессиональным инструментом является конструкция, состоящая из брусков (абразивных материалов), которые отличны параметрами и уровнем абразивности. За счёт металлической оправы, в который закрепляются сами бруски, можно выставлять желаемые параметры. Головка, вокруг которой находятся бруски, муфтой присоединяется к штоку, который, в свою очередь, крепится в патрон станка.
К хонингованию вручную можно отнести два вида инструмента:
- Насадка для дрели или вообще шуруповёрта. Она напоминает по виду ёршик, ну а абразивным материалом выступает камни, закреплённые на кончиках пружинок.
- Устройство, складывающееся из трёх лап. Материал тот же, что и в предыдущем варианте, как и способ использования (т.е. при помощи дрели или шуруповёрта).

Целесообразность ремонта своими руками
Стоит ли проводить хонингование цилиндров своими руками? Лучше не рисковать и, если у вас есть возможность, прибегнуть к помощи специалистов, которые знают своё дело. Вам будет сложно создать нужное давление для получения нужной шероховатости поверхностей двигателей внутреннего сгорания. У человека, проводящего работу, не выйдут идеальные по форме детали.
Но, если вариантов не остаётся, то выбирайте устройства с тремя лапами.
Что лучше: хонингование или шлифовка цилиндров мотора
Разницей между двумя методами выступает то, что после шлифовки поверхность будет исключительно гладкой, а для того, чтобы задерживался смазочный раствор, должна присутствовать незначительная шероховатость. Поэтому, чтобы обеспечить качественное и обильное смазывание колец поршня, мы вам советуем прибегнуть именно к хонингованию деталей.
Конечно, некоторые мастера предпочитают не использовать хон, так как утверждают, что в любом случае в дальнейшей эксплуатации мотора образуется зеркало (так называется гладкая поверхность). Мы это не будем отрицать, но подумайте, как вы отсрочите следующий ремонт, если воспользуетесь щадящим хоном. Вы выиграете время и сэкономите.

Подведём итог нашей сегодняшней статьи. Не забывайте своевременно уделять внимание деталям вашего двигателя, как никак от него многое зависит. Надеемся, вам стали понятны плюсы, которые приносит с собой рассматриваемый способ обработки. Удачи вам и не забывайте оставлять комментарии ниже.
drivertip.ru