Расточка цилиндра на дому — МОПЕДИСТ.ру
Всем привет. Каждый владелец бензиновой техники сталкивался (или столкнется в будущем) с проблемой — это износ цилиндра. Тут поступают всячески — либо покупают новый цилиндр и поршень, либо покупают новый поршень, и идут к токарю. Платят ему бабки, а он тоссчит… Многие токаря любят синьку (алкоголь) и пряморукость некоторых оставляет желать лучшего… Я же, предлагаю самому растачивать цилиндр! Это довольно просто.
Общие положения и техника безопасности:
За травмы, несчастные случаи при повторении, за «косяки» и дефекты, полученные при попытке повтора содержимого этой статьи — автор ответственности не несет.
- Если вам менее 16 лет — работы следует проводить со взрослыми (желательно муж. пола помощником).
- Следует помнить, вы работаете с вращающимися деталями, не одевайте перчаток! Работать голыми руками. Никаких рукавов на рабочей одежде быть не должно. Если даже есть -то закатать рукава не менее локтя.
- То что находится на фотографиях — процесс работы автора.
- ЭТИМ способом можно точить любой цилиндр. Был взят первый попавшийся под руку.
- Ради написания статьи был взят цилиндр от двигателя Д-6.
- Для расточки понадобится дрель, мощностью не менее 350 ватт. В статье я использовал дрель на 1050 ватт.
- Чем меньше обороты — тем лучше. У меня 550 об/мин.
Следует помнить, что вы работаете с электро-приборами. Нельзя допускать оголения проводов, и прочих дефектов кабельной сети. Работы желательно проводить на улице. Если мастерская позволяет — то можно и в ней.
Надеюсь все проверили провода, состояние розеток , своего рабочего места, и готовы продолжать.
Принцип расточки: по всей длине цилиндра должен пройти направляющий — он же «фреза»(вал,цилиндрическое тело). Он должен быть идеальной цилиндрической формы. НО он должен быть меньше текущего поршня, стоявший на двигателе.
Изготовление «фрезы»
В данной операции нам понадобятся: березовое полено, штангенциркуль, маркер, стамеска, пила, цилиндр(тот что собираемся точить), поршень (новый, и старый), рашпиль (можно напильник), дрель, длинный болт с гайкой или шпилька с двумя гайками, полотна наждачной бумаги «10» , «6» , «5» и «0»(на тканной основе — на бумажной не подойдут). Сразу несколько оговорок — шпилька или болт должна быть не менее 8мм в диаметре. Лучшим решением было бы 12мм. Наждачная бумага подбирается самостоятельно, от типа расточки. желательно пройти «черновую» и вывести «на чистую воду» , а не гнать черновой до посинения. Потом исправлять чистовой, и покупать-подбирать новый поршень…
Возьмём припуск в 10мм, и отмерим его на уже отторцованном полене:
Отпилим получившееся:
Наметим примерно, где у нас имеется «больше мяса», и установим там нехитрую разметку и просверлим:
Тут же берем стамеску что побольше — и скалываем лишнее «мясо». Придаем форму цилиндра.
Но форма цилиндра не получится, получится что-то типа овала:
Следующим этапом станет затяжка получившегося цилиндра на шпильке/болте. Затягивать до скрипа в зубах. При вставке в дрель — затягивайте до скрипа в зубах — раскручиваться будет на ура. Посильнее затянешь — не убежит. Закрепите теперь дрель, сделайте упор для стамески, и раскрутите цилиндр, нажав «на газ» у дрели. Делайте чаще технологические перерывы. В перерывах — затягивайте все гайки. Если открутится — результаты могут оказаться плачевными…
Подставляя стамеску (плавно подставляя стамеску!) мы добиваемся того, что у нас выходит сначала овал:
Потом форма напомнит нам цилиндрообразный предмет:
Позже получится натуральный, идеальный цилиндр. Я думаю не нужно объяснять, что доводка велась уже не стамеской, а рашпилем, позже и совсем напильником.
Я думаю не нужно объяснять, что доводка велась уже не стамеской, а рашпилем, позже и совсем напильником.
Должен получиться длинный деревянный поршень для цилиндра . Только хорошенько прослабленный. Где-то на 0,3-0,6 мм.
Типа того:
Это как пример прослабления.
Далее, мы сделаем технологический пропил в деревянной заготовке:
И нужно изготовить для него «защелку», то есть фиксатор. Чтобы наждачка не убежала от нас куда-подальше. Тут честно признаюсь — ступил не туда куда нужно.
Я изготовил её деревянной:
И выглядело так:
Но когда я начал заправлять, то понял что она плохо держит. Ответ не заставил долго себя ждать — в роли фиксатора прекрасно подошел сварочный электрод 3мм.
Сделайте крепеж для дрели — она склонна убежать от вас!
Теперь посмотрим, как у нас будет рабочая зона:
И «зона релакса»:
Ну вот, мы сделали свое рабочее место. Можем и приступать к замерам.
Замеры
Покупаем новый поршень, на ремонтный размер выше(обычно на 1 единицу) и посмотрим как и куда он у нас залезет (если не залезает, значит все еще впереди ).
Пихаем разными сторонами, чтобы понять — где и что мешает. Если цилиндр работал в рисковых режимах — значит у него огромная выработка. Мой работал со слишком ранним зажиганием, немножко прибедненной смесью, что придавало довольно большие обороты.
Зеркало цилиндра — отличное, но вот выработка:
То что вы видите на гильзе цилиндра, это грязь . То есть смазка, когда-то бывшая. После снятия я его зачем-то законсервировал. Сам не знаю зачем…
Померив по поршню (он если у меня входит внутрь, но клинит прям посередине) я понял — что точит надо совсем немного. Если поршень совсем не лезет — тогда да, смотрим сколько нужно стачивать.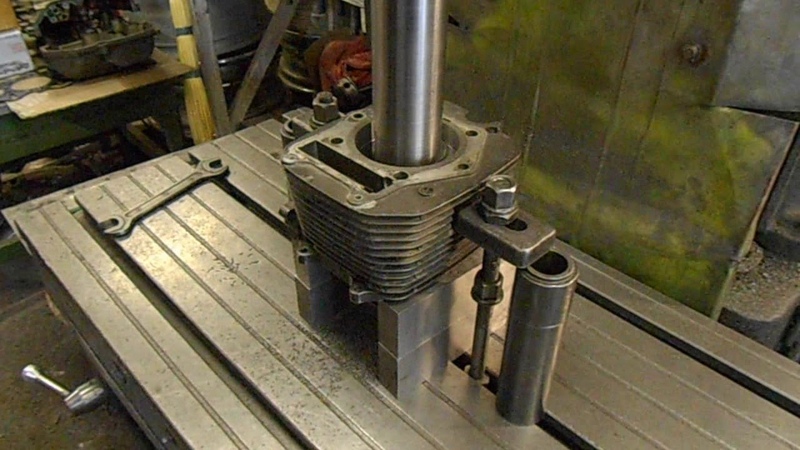 Обычно в таких ситуациях точат 0,1-0,15 мм. Я же точил 0,01-0,07. Желательно подобрать в магазине такой поршень, чтобы еле-еле не входил. Тогда лучше получится расточка тем, что можно подобрать поршень еще больше и расточить еще раз. На картинках просто выработанный цилиндр, отслуживший вроде свой ресурс на данном ремонте.
Обычно в таких ситуациях точат 0,1-0,15 мм. Я же точил 0,01-0,07. Желательно подобрать в магазине такой поршень, чтобы еле-еле не входил. Тогда лучше получится расточка тем, что можно подобрать поршень еще больше и расточить еще раз. На картинках просто выработанный цилиндр, отслуживший вроде свой ресурс на данном ремонте.
Вы так долго этого ждали, приступим к процессу.
Процесс расточки
Заправляем в технологический паз наждачку, даем краткий «газ» на дрели. После этого у нас наждачка плотно окутывает нашу форму. Подбираем эффективную длину наждачки следующим образом : отмеряем большой лоскут полотна, полностью его накручиваем на форму. На заглушенную дрель надеваем наш цилиндр. Не лезет ? Значит отматываем немного, и безжалостным образом отрываем лишний лоскут от наждачки. Эффективная толщина — это чтобы цилиндр зашел с небольшим усилием, но не совсем сильно туго. Начинать нужно с «10» зерна.
Погоняли немного, видим то что у нас гильза понемногу увеличивается в размерах. Поршень потихоньку начинает залезать. Парочка советов:
- НЕ гоните. Быстро растачивать не нужно. Водите цилиндр медленно, как бы вальяжно. Немного вперед, немного назад.
- Используйте всю заготовку во время расточки. Не стойте не месте, и если не идет далее, значит нужно найти дефект/косяк во время заготовки формы.
- Не спешите менять наждачку на новую. Точите лучше старой. Пусть она уже забитая стружкой, очистите её , и дальше работать
- Не выставляйте огромных оборотов на дрели. Чем выше обороты — тем больше шанс выбросить на свалку цилиндр.
- Эффективно не более 550 оборотов в минуту.
- Не зажимайте изделие во время расточки. Не делайте резкого движения «вперед» только из-за того, что цилиндр не идет дальше (встал на одном месте). Может замотать руки.
При соблюдении всех правил, не спеша, можно получить вот такой результат:
Затем обязательно нужно цилиндр промыть в бензине. А после — смазать маслом (если устанавливаете его на тс), либо смазать солидолом/литолом (если консервируете до следующей поломки).
А после — смазать маслом (если устанавливаете его на тс), либо смазать солидолом/литолом (если консервируете до следующей поломки).
Теперь моя самая любимая фраза :
С первого раза, у молодого специалиста, может не получиться желаемый результат. Это связано с его невнимательностью, и пропуском мимо ушей моих советов. Если идти четко по этой статье — можно и у машины блок расточить. Только кому это нужно будет — я не знаю.
Как расточить цилиндр, блок цилиндров в домашних условиях
Узнать, как расточить цилиндр (блок цилиндров) в домашних условиях, сегодня хотят многие. Тысячи просмотров видео обзоров тому явное свидетельство. Но, к сожалению, это удел лишь тех умельцев, которые способны не просто что-либо сделать, а сделать хорошо. Целесообразности проведения этой операции в своем гараже для тех автолюбителей, которые самостоятельный ремонт считают лишь одним из немногих хобби, мы не видим. Напротив, если вы легко справляетесь с ремонтом многих узлов двигателя, то и расточить блок цилиндров окажется вам по зубам.
Расточка поможет повысить компрессию блока цилиндров
Видео инструкция, как правило, наглядно показывает данное мероприятие, но зритель упускает самое важное – специфику проведения. Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи.
Более всего расточка блок цилиндров интересна автовладельцам, озабоченным компрессией. Просмотр большого количества видео для многих становится откровением. Они понимают, что справиться с этим делом правильно в домашних условиях будет крайне сложно.
Как известно, при недостаточной компрессии цилиндров ДВС не может выдавать требуемую мощность, падает динамика автомобиля. Расточка помогает значительно повысить мощность путем увеличения компрессионной площади на цилиндрах.
Несмотря на то, что многие эксперты рекомендуют проводить операцию в автосервисе, желающих освоить нюансы операции становится все больше. И одними видео просмотрами это не ограничивается. В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.
В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
С другой стороны, большинство экспертов сходится во мнение, что использовать станок все-таки нужно. Расточный станок позволит подогнать цилиндр идеально точно, хотя многое и будет зависеть от умений человека. Зато по сравнению с ручным методом расточки, минимизируется доля брака.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.

- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.

Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
 Затем менять бумагу на мелкую и продолжать.
Затем менять бумагу на мелкую и продолжать.Лучшие в мире шлифовальщики – это японцы. Секрет их в огромной терпеливости. То же самое и здесь. Надо набраться терпения, иначе ничего толком не выйдет. Спешить в процессе расточки цилиндров не стоит.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
- Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
- Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Как в домашних условиях расточить цилиндр
Как расточить цилиндр, блок цилиндров в домашних условиях
Узнать, как расточить цилиндр (блок цилиндров) в домашних условиях, сегодня хотят многие. Тысячи просмотров видео обзоров тому явное свидетельство. Но, к сожалению, это удел лишь тех умельцев, которые способны не просто что-либо сделать, а сделать хорошо. Целесообразности проведения этой операции в своем гараже для тех автолюбителей, которые самостоятельный ремонт считают лишь одним из немногих хобби, мы не видим. Напротив, если вы легко справляетесь с ремонтом многих узлов двигателя, то и расточить блок цилиндров окажется вам по зубам.
Расточка поможет повысить компрессию блока цилиндров
Видео инструкция, как правило, наглядно показывает данное мероприятие, но зритель упускает самое важное – специфику проведения. Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи.
Более всего расточка блок цилиндров интересна автовладельцам, озабоченным компрессией. Просмотр большого количества видео для многих становится откровением. Они понимают, что справиться с этим делом правильно в домашних условиях будет крайне сложно.
Как известно, при недостаточной компрессии цилиндров ДВС не может выдавать требуемую мощность, падает динамика автомобиля. Расточка помогает значительно повысить мощность путем увеличения компрессионной площади на цилиндрах.
Несмотря на то, что многие эксперты рекомендуют проводить операцию в автосервисе, желающих освоить нюансы операции становится все больше. И одними видео просмотрами это не ограничивается. В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
С другой стороны, большинство экспертов сходится во мнение, что использовать станок все-таки нужно. Расточный станок позволит подогнать цилиндр идеально точно, хотя многое и будет зависеть от умений человека. Зато по сравнению с ручным методом расточки, минимизируется доля брака.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Лучшие в мире шлифовальщики – это японцы. Секрет их в огромной терпеливости. То же самое и здесь. Надо набраться терпения, иначе ничего толком не выйдет. Спешить в процессе расточки цилиндров не стоит.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
- Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
- Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.

Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
autolirika.ru
Расточка цилиндра на дому — МОПЕДИСТ.ру
Всем привет. Каждый владелец бензиновой техники сталкивался (или столкнется в будущем) с проблемой — это износ цилиндра. Тут поступают всячески — либо покупают новый цилиндр и поршень, либо покупают новый поршень, и идут к токарю. Платят ему бабки, а он тоссчит… Многие токаря любят синьку (алкоголь) и пряморукость некоторых оставляет желать лучшего… Я же, предлагаю самому растачивать цилиндр! Это довольно просто.
Общие положения и техника безопасности:
За травмы, несчастные случаи при повторении, за «косяки» и дефекты, полученные при попытке повтора содержимого этой статьи — автор ответственности не несет.
- Если вам менее 16 лет — работы следует проводить со взрослыми (желательно муж. пола помощником).
- Следует помнить, вы работаете с вращающимися деталями, не одевайте перчаток! Работать голыми руками. Никаких рукавов на рабочей одежде быть не должно. Если даже есть -то закатать рукава не менее локтя.
- То что находится на фотографиях — процесс работы автора.
- ЭТИМ способом можно точить любой цилиндр. Был взят первый попавшийся под руку.
- Ради написания статьи был взят цилиндр от двигателя Д-6.
- Для расточки понадобится дрель, мощностью не менее 350 ватт. В статье я использовал дрель на 1050 ватт.
- Чем меньше обороты — тем лучше. У меня 550 об/мин.

Следует помнить, что вы работаете с электро-приборами. Нельзя допускать оголения проводов, и прочих дефектов кабельной сети. Работы желательно проводить на улице. Если мастерская позволяет — то можно и в ней.
Надеюсь все проверили провода, состояние розеток , своего рабочего места, и готовы продолжать.
Принцип расточки: по всей длине цилиндра должен пройти направляющий — он же «фреза»(вал,цилиндрическое тело). Он должен быть идеальной цилиндрической формы. НО он должен быть меньше текущего поршня, стоявший на двигателе. «Подмоткой» наждачной бумаги на этот вал даст нам определенный «захват» стачивания металла. То есть чем длиннее полотно, тем больше у нас «съедает» цилиндр. То что нужно! Для крепления к валу бумаги нам потребуется сделать паз. И зафиксировать в нем нашу наждачное полотно.
Изготовление «фрезы»
В данной операции нам понадобятся: березовое полено, штангенциркуль, маркер, стамеска, пила, цилиндр(тот что собираемся точить), поршень (новый, и старый), рашпиль (можно напильник), дрель, длинный болт с гайкой или шпилька с двумя гайками, полотна наждачной бумаги «10» , «6» , «5» и «0»(на тканной основе — на бумажной не подойдут). Сразу несколько оговорок — шпилька или болт должна быть не менее 8мм в диаметре. Лучшим решением было бы 12мм. Наждачная бумага подбирается самостоятельно, от типа расточки. желательно пройти «черновую» и вывести «на чистую воду» , а не гнать черновой до посинения. Потом исправлять чистовой, и покупать-подбирать новый поршень…
Начнем — замерим штангенциркулем гильзу:
Возьмём припуск в 10мм, и отмерим его на уже отторцованном полене:
Отпилим получившееся:
Наметим примерно, где у нас имеется «больше мяса», и установим там нехитрую разметку и просверлим:
Тут же берем стамеску что побольше — и скалываем лишнее «мясо». Придаем форму цилиндра.
Придаем форму цилиндра.
Но форма цилиндра не получится, получится что-то типа овала:
Следующим этапом станет затяжка получившегося цилиндра на шпильке/болте. Затягивать до скрипа в зубах. При вставке в дрель — затягивайте до скрипа в зубах — раскручиваться будет на ура. Посильнее затянешь — не убежит. Закрепите теперь дрель, сделайте упор для стамески, и раскрутите цилиндр, нажав «на газ» у дрели. Делайте чаще технологические перерывы. В перерывах — затягивайте все гайки. Если открутится — результаты могут оказаться плачевными…
Подставляя стамеску (плавно подставляя стамеску!) мы добиваемся того, что у нас выходит сначала овал:
Потом форма напомнит нам цилиндрообразный предмет:
Позже получится натуральный, идеальный цилиндр. Я думаю не нужно объяснять, что доводка велась уже не стамеской, а рашпилем, позже и совсем напильником.
Должен получиться длинный деревянный поршень для цилиндра . Только хорошенько прослабленный. Где-то на 0,3-0,6 мм.
Типа того:
Это как пример прослабления.
Далее, мы сделаем технологический пропил в деревянной заготовке:
И нужно изготовить для него «защелку», то есть фиксатор. Чтобы наждачка не убежала от нас куда-подальше. Тут честно признаюсь — ступил не туда куда нужно.
Я изготовил её деревянной:
И выглядело так:
Но когда я начал заправлять, то понял что она плохо держит. Ответ не заставил долго себя ждать — в роли фиксатора прекрасно подошел сварочный электрод 3мм.
Сделайте крепеж для дрели — она склонна убежать от вас!
Теперь посмотрим, как у нас будет рабочая зона:
И «зона релакса»:
Ну вот, мы сделали свое рабочее место. Можем и приступать к замерам.
Замеры
Покупаем новый поршень, на ремонтный размер выше(обычно на 1 единицу) и посмотрим как и куда он у нас залезет (если не залезает, значит все еще впереди ).
Пихаем разными сторонами, чтобы понять — где и что мешает. Если цилиндр работал в рисковых режимах — значит у него огромная выработка. Мой работал со слишком ранним зажиганием, немножко прибедненной смесью, что придавало довольно большие обороты.
Зеркало цилиндра — отличное, но вот выработка:
То что вы видите на гильзе цилиндра, это грязь . То есть смазка, когда-то бывшая. После снятия я его зачем-то законсервировал. Сам не знаю зачем…
Померив по поршню (он если у меня входит внутрь, но клинит прям посередине) я понял — что точит надо совсем немного. Если поршень совсем не лезет — тогда да, смотрим сколько нужно стачивать. Обычно в таких ситуациях точат 0,1-0,15 мм. Я же точил 0,01-0,07. Желательно подобрать в магазине такой поршень, чтобы еле-еле не входил. Тогда лучше получится расточка тем, что можно подобрать поршень еще больше и расточить еще раз. На картинках просто выработанный цилиндр, отслуживший вроде свой ресурс на данном ремонте.
Вы так долго этого ждали, приступим к процессу.
Процесс расточки
Заправляем в технологический паз наждачку, даем краткий «газ» на дрели. После этого у нас наждачка плотно окутывает нашу форму. Подбираем эффективную длину наждачки следующим образом : отмеряем большой лоскут полотна, полностью его накручиваем на форму. На заглушенную дрель надеваем наш цилиндр. Не лезет ? Значит отматываем немного, и безжалостным образом отрываем лишний лоскут от наждачки. Эффективная толщина — это чтобы цилиндр зашел с небольшим усилием, но не совсем сильно туго. Начинать нужно с «10» зерна.
Погоняли немного, видим то что у нас гильза понемногу увеличивается в размерах. Поршень потихоньку начинает залезать. Парочка советов:
- НЕ гоните. Быстро растачивать не нужно. Водите цилиндр медленно, как бы вальяжно. Немного вперед, немного назад.
- Используйте всю заготовку во время расточки. Не стойте не месте, и если не идет далее, значит нужно найти дефект/косяк во время заготовки формы.
- Не спешите менять наждачку на новую. Точите лучше старой. Пусть она уже забитая стружкой, очистите её , и дальше работать
- Не выставляйте огромных оборотов на дрели. Чем выше обороты — тем больше шанс выбросить на свалку цилиндр.
- Эффективно не более 550 оборотов в минуту.
- Не зажимайте изделие во время расточки. Не делайте резкого движения «вперед» только из-за того, что цилиндр не идет дальше (встал на одном месте). Может замотать руки.
 Не стойте не месте, и если не идет далее, значит нужно найти дефект/косяк во время заготовки формы.
Не стойте не месте, и если не идет далее, значит нужно найти дефект/косяк во время заготовки формы. При соблюдении всех правил, не спеша, можно получить вот такой результат:
Затем обязательно нужно цилиндр промыть в бензине. А после — смазать маслом (если устанавливаете его на тс), либо смазать солидолом/литолом (если консервируете до следующей поломки).
Теперь моя самая любимая фраза :
С первого раза, у молодого специалиста, может не получиться желаемый результат. Это связано с его невнимательностью, и пропуском мимо ушей моих советов. Если идти четко по этой статье — можно и у машины блок расточить. Только кому это нужно будет — я не знаю.
www.mopedist.ru
Как расточить блок цилиндров своими руками
О самостоятельной расточке блока цилиндров задумываются экономичные автолюбители, либо те, кто привык все ремонтные манипуляции выполнять своими руками. По этому поводу у большинства водителей сразу возникает вопрос: насколько целесообразно проводить подобную процедуру, которую никак нельзя назвать легкой, в условиях гаражного бокса? Ведь выполнять шлифовку блока, не имея специального оборудования и определенных навыков довольно проблематично. Помимо этого, невозможно до конца быть уверенным в точности проведения этой процедуры, но все же многие автовладельцы берутся за расточку блока цилиндров в домашних условиях.
Заметим, что опытные мотористы не одобряют проведение подобной процедуры. Хотя она может быть использована как крайняя мера для восстановления работоспособности мотоциклетных либо мопедных двигателей. Расточить блок цилиндров автомобильного силового агрегата можно несколькими способами, каждый из которых требует определенных усилий и затрат. Все же лучше всего выполнить эту процедуру на специальном расточном станке, поскольку в этом случае риск повредить блок сведен к минимуму. На станке можно получить идеальную расточку цилиндра (в случае если она будет сделана профессионалом), а вот при ручном исполнении таких результатов вряд ли удастся достичь.
Хотя она может быть использована как крайняя мера для восстановления работоспособности мотоциклетных либо мопедных двигателей. Расточить блок цилиндров автомобильного силового агрегата можно несколькими способами, каждый из которых требует определенных усилий и затрат. Все же лучше всего выполнить эту процедуру на специальном расточном станке, поскольку в этом случае риск повредить блок сведен к минимуму. На станке можно получить идеальную расточку цилиндра (в случае если она будет сделана профессионалом), а вот при ручном исполнении таких результатов вряд ли удастся достичь.
Для чего это нужно?
Само понятие «расточка блока» подразумевает процесс восстановления геометрии цилиндров силового агрегата при помощи специальных станков. Главной предпосылкой к расточке блока является проведение капитального ремонта двигателя, однако сейчас процедура в основном проводится для увеличения его мощности.
Растачивать цилиндры при капитальном ремонте необходимо по той причине, что находящиеся в них поршни под воздействием высокого температурного режима, давления и прочих постоянных нагрузок, являются причиной нарушения геометрической формы цилиндров. Говоря проще от постоянного трения и высоких нагрузок цилиндр вместо идеально круглой формы, приобретает форму эллипса. Из-за этого поршень уже не может полностью прилегать к его стенкам, в результате чего образовывается значительный зазор, через который отработанные газы либо топливо проникают в картер, а моторное масло – в камеру сгорания.
Естественно, из-за всего этого силовой агрегат значительно теряет свою мощность, увеличивается потребление топлива и масла. Одним из верных признаков, свидетельствующих о необходимости проведения расточки двигателя, является увеличенный расход моторного масла. Помимо этого, следует обратить внимание на цвет отработанных газов. Если из выхлопной трубы начинает появляться сизовато-синий дым, не за горами капитальный ремонт силового агрегата.
Буквально несколько десятков лет назад невозможно было найти моторное масло либо охлаждающую жидкость хорошего качества, из-за этого возникали частые перегревы моторов. Доходило даже до того, что приходилось выполнять капремонт двигателя нового автомобиля спустя 30-50 тыс. км пробега. А агрегаты на грузовой и специальной технике приходилось восстанавливать намного чаще.
Доходило даже до того, что приходилось выполнять капремонт двигателя нового автомобиля спустя 30-50 тыс. км пробега. А агрегаты на грузовой и специальной технике приходилось восстанавливать намного чаще.
Сегодня ситуация изменилась кардинально. Современные смазывающие и охлаждающие жидкости позволяют значительно увеличить ресурс автомобильного двигателя. Сейчас средняя величина пробега до проведения капитального ремонта составляет примерно 200-250 тыс. км, причем, за год далеко не каждый автомобилист проезжает даже 12-15 тыс. км. Выходит, что этого ресурса силового агрегата должно хватить на более чем 15 лет эксплуатации. Далеко не каждое транспортное средство может выдержать столько.
Расточка блока в последнее время крайне редко применяется в качестве необходимой ремонтной меры. В основном эта процедура используется при тюнинге для увеличения объема и мощности двигателя. Но, во втором случае расточка проводиться лишь тогда, когда состояние стенок цилиндров позволяет ее выполнить. В этом случае необходима установка поршней с большим диаметром. Также для обеспечения корректности работы силового агрегата потребуется большее количество топливной смеси, поскольку его объем увеличится, соответственно, возрастет мощность.
Какие моторы можно точить, а какие нельзя?
Как известно, блок цилиндров может быть изготовлен из чугуна либо алюминия. Первый вариант, несмотря на некоторые минусы, к которым относятся высокая масса и низкий теплоотвод, обладает хорошей прочностью и идеально поддается проточке. Алюминиевый блок, наоборот, намного легче и эффективнее отводит тепло.
Однако стенки его цилиндров покрывают специальным износостойким составом, из-за чего протачивать их не рекомендуется. Эта процедура попросту удалит покрытие со стенок, в результате чего цилиндры потеряют свою прочность и прослужат недолго.
Плюсы и минусы расточки
Среди плюсов можно выделить следующее:
- Прибавка мощности
- Увеличение эксплуатационного ресурса
- Снижение потребления масла
- Увеличение компрессии
- Улучшение динамики работы агрегата
К минусам можно отнести:
- Снижение КПД двигателя
- Уменьшение размера стенок цилиндра, из-за чего мотор быстрее нагревается
- Нарушение заводских характеристик силового агрегата, которое может негативно отразится на прохождении ТО
Способы самостоятельной расточки блока
Выполнить эту процедуру в домашних условиях можно двумя способами, которые практически ничем не отличаются друг от друга. Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.
Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.
Для выполнения первого способа расточки потребуется высокооборотистая электродрель, старый поршень и набор наждачной бумаги различной зернистости на влагостойкой, тканевой основе. Сам процесс можно описать так:
- в верхней центральной части поршня необходимо высверлить отверстие под шпильку, далее вставить и крепко затянуть ее;
- ножовкой по металлу необходимо сделать пропил в боковой части поршня, вставить в него край крупнозернистой наждачной бумаги, обернуть ей поршень и зафиксировать в том же пропиле;
- расточку следует начинать на минимальных оборотах, постепенно добавляя их. Во время расточки дрель нужно перемещать вверх и вниз плавными движениями;
- когда поршень, которым выполняется расточка, будет свободно проникать в цилиндр на 2/3, меняем наждачную бумагу на более мелкую и дотачиваем уже ей;
- после всех манипуляций следует «нулевкой» выполнить окончательную шлифовку;
Еще один способ при помощи деревянной заготовки, которая будет имитировать поршень. Для этого необходимо изготовить соответствующую оправку. Причем в диаметре она должна быть на 2-3 мм меньше поршня, и на 100-200 мм длиннее гильзы цилиндра. В заготовке также необходимо сделать боковой пропил для фиксации наждачной бумаги, а в верхней части по центру высверлить отверстие для воротка. Процесс выполняется по аналогии с первым способом. Единственное, что он более трудоемкий, поскольку выполняется вручную. В процессе проточки нужно периодически смазывать обрабатываемую поверхность цилиндра.
Равномерность расточки контролируется визуально, либо по заранее изготовленному шаблону, например, из того же дерева.
В качестве вывода стоит сказать, что это в принципе неплохой способ повышения мощности двигателя, пользоваться им или нет исключительно ваш выбор. Желательно для проведения данной процедуры обратиться к профессионалам, что все было значительно качественнее.
Видео
Поделитесь с друзьями!
autoiwc.ru
Процесс расточки цилиндра мотоцикла в виде инструкции, советы по расточке в видео
Двигатель любого транспортного средства является его сердцем, которое заставляет крутиться колеса, тем самым приводя в движение транспорт, в том числе и мотоцикл. Таким образом, наибольшие нагрузки во время работы двигателя приходятся на его цилиндры и поршни. Это обусловлено тяжелыми условиями повышенного температурного режима и давления, в которых работает мотор.
Это обусловлено тяжелыми условиями повышенного температурного режима и давления, в которых работает мотор.
Причины выхода из строя цилиндра
Поршни, опускаясь и поднимаясь внутри цилиндра, находятся в постоянном трении со стенками цилиндра, тем самым приводя к его износу. Стоит отметить, что изнашиваться цилиндр мотоцикла может совсем неравномерно, в связи с чем, цилиндр деформируется, теряя свою исходную форму. К сожалению, невооруженным глазом этот дефект становится заметным далеко не сразу. Однако, о том, что форма цилиндра подверглась изменениям, можно узнать при помощи специальных измерительных инструментов.
Следует помнить, что поршень осуществляет движения внутри цилиндра по правильной траектории только теоритически, на практике это происходит немного по-другому. Угол отклонения от траектории влияет на скорость изнашивания деталей. Таким образом, чем угол больше, тем быстрее изнашиваются мото цилиндры.
Движение поршней в цилиндрах по неправильной траектории обусловлено несколькими факторами, одним из которых выступает характер конструкции (отсутствие осности или перпендикулярности положения деталей, которые сопрягаются).
Кроме этого, также скорому износу поршней и цилиндров способствуют очень большие допуски в размерах, в связи с наличием которых поршень двигается не только параллельно оси цилиндра, но и с определенным отклонением от горизонтали.
Еще стоит учитывать и температурный режим, при котором все это происходит, а также продукты выработки. Все это разрушительно влияет на стенки цилиндра и поршневую поверхность. Таким образом, в результате можем иметь не круглый цилиндр, а эллипсовидный.
Замена поршня и расточка цилиндра
Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла.
Т.е. цилиндры должны растачиваться каждый раз, когда был зафиксирован факт их изношенности. Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Параметры определения износа цилиндров:
- если в верхней мертвой точке цилиндра его размеры изменились на 0,05 мм от первоначальных;
- если в том месте, где соприкасается юбка поршня и стенка цилиндра размер изменился на 0,03 мм.
Таким образом, два указанных параметра вполне могут дать ответ на вопрос – стоит или нет растачивать цилиндр. Если есть хотя бы одно из перечисленных выше изменений, то ответ очевиден – расточка необходима.
Существую также более худшие ситуации, когда в верхней части цилиндра появляется, так называемый, «ступенчатый» дефект. Образовавшаяся ступенька сокращает время износа цилиндра, поршневых колец, посадочных мест на поршне под кольца, в результате чего во время езды появляются очень ощутимые удары. Однако, данный дефект становится заметным без каких-либо замеров. При нем изменяется характер работы двигателя – он начинает сильно вибрировать.
Это прямое показание к незамедлительному ремонту, так как сопутствующая данному дефекту эллипсоидность приводит к тому, что поршневые кольца хуже прилегают к стенкам цилиндра. Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
Как видим, кроме того, что несвоевременные устранения дефектов приводят к расходу денежных средств, они также могут нанести непоправимые повреждения сердцу транспортного средства.
В таком случае, расточка цилиндров поможет восстановить необходимые параметры данной части мотора. Однако, под расточкой имеется ввиду не только восстановление геометрических параметров цилиндров мотоцикла, но восстановление нормального положения сопрягаемых деталей относительно друг друга.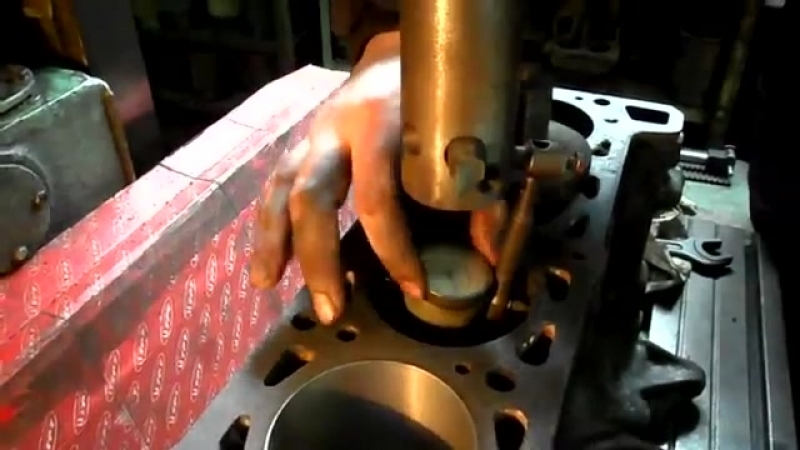 Другими словами, если исправить только геометрию цилиндра, этого не хватит для восстановления нормальной соосности и нормального расположения всех основных поверхностей.
Другими словами, если исправить только геометрию цилиндра, этого не хватит для восстановления нормальной соосности и нормального расположения всех основных поверхностей.
Последствием этого является появление избыточного трения, влияющее на другие конструктивные составляющие поршневой группы. Другими словами, на все подвижные детали, которые участвуют в работе двигателя и входят в поршневую группу, будет ложиться дополнительная нагрузка на изгиб, сжатие и др. Это, в свою очередь, может стать причиной дальнейшего разбивания цилиндров по ходу работы двигателя.
Таким образом, если стал вопрос о расточке цилиндра, то, конечно же, лучше это делать в мастерской – более затратно, зато менее проблематично.
Однако, в настоящее время все еще есть мастера, которые желают самостоятельно осуществить этот процесс. Возможно, у кого-то не хватает средств, а кто-то просто любит проводить время в гараже, ковыряясь в своем мотоцикле. В любом случае, самостоятельно расточить цилиндр мотоцикла возможно. Стоит отметить сразу, что способ расточки также подойдет и для автомобильного блока цилиндров. Единственный нюанс состоит в том, что обращение к токарю неминуемо, поскольку именно токарь может сделать соответствующую оправку, которая подойдет для данного процесса.
Оправка должна иметь размеры в зависимости от размеров растачиваемого цилиндра. Например, если диаметр цилиндра составляет 76 мм, то диаметр оправки должен составлять 74 мм, а ее длина должна превышать длину цилиндра примерно на 150 мм, хотя можно и немного больше. После того, как оправка будет готова, в ней необходимо проделать отверстие, в которое будет вставляться вороток, и еще ножовкой пропилить вдоль паз, глубина которого должна составлять примерно 10 мм.
Процесс расточки цилиндра
Процесс расточки цилиндра относительно несложный. Однако, он займет очень много времени монотонной работы.
Кроме оправки также понадобится хорошая влагостойкая наждачная бумага крупной фракции, а также пару листов наждачной бумаги мелкого зерна для набивки зеркала. Когда все инструменты есть в наличие, то можно приступать непосредственно к процессу расточки цилиндра. Для этого необходимо вставить наждачную бумагу крупной фракции в паз, после чего обернуть ей оправку. Наждачную бумагу следует также хорошо пропитать маслом и можно вставлять в цилиндр.
Следует следить за тем, чтобы оправка с наждачкой правильно входили в цилиндр, иначе есть риск расточить его не под ремонтный размер. Для этого нужно осуществить проверку. После того, как оправка обмотана наждачной бумагой, следует ее поместить в цилиндр, если она слишком свободно входит, то под наждачку нужно подложить бумагу, и снова попробовать. Необходимо добиться того, чтобы оправка с наждачкой в цилиндр входили туговато, с помощью вращения. Когда все сделано, можно начинать вращать инструмент для растачивания внутри цилиндра.
При этом следует каждый раз наждачную бумагу смазывать маслом – это предотвратит ее частое забивание. Как только появилось чувство, что наждачка внутри цилиндра вращается легко, нужно снова под нее подложить бумагу и продолжить процесс. По ходу расточки цилиндра, следует периодически пробовать вставлять в него ремонтный поршень. Когда поршень будет входить в цилиндр туго, можно менять наждачную бумагу на более мелкую, и начинать набивать зеркало.
Следует следить за тем, чтобы во время расточки цилиндра мотоцикла поршень не болтался, но и его движение было не затруднено.
Ведь мотоциклы имеют воздушное охлаждение и цилиндр нагревается очень сильно, поэтому плотная его расточка может привести к тому, что поршень будет клинить при нагреве, и обкатка мотоцикла принесет одни мучения.
Прежде, чем начать растачивать цилиндр мотоцикла самостоятельно, следует помнить о том, что лучше всего это дело сделает специалист на специальном расточном станке.
В данном случае, цилиндр будет расточен идеально. А вот вручную идеальной расточки можно и не добиться, в результате чего просто потеряется драгоценное время на пустую работу, которую все равно придется переделывать. Поэтому, лучше всего, отдать цилиндр на расточку в мастерскую.
А вот вручную идеальной расточки можно и не добиться, в результате чего просто потеряется драгоценное время на пустую работу, которую все равно придется переделывать. Поэтому, лучше всего, отдать цилиндр на расточку в мастерскую.
motoking.ru
Как расточить цилиндр в домашних условиях видео
Узнать, как расточить цилиндр (блок цилиндров) в домашних условиях, сегодня хотят многие. Тысячи просмотров видео обзоров тому явное свидетельство. Но, к сожалению, это удел лишь тех умельцев, которые способны не просто что-либо сделать, а сделать хорошо. Целесообразности проведения этой операции в своем гараже для тех автолюбителей, которые самостоятельный ремонт считают лишь одним из немногих хобби, мы не видим. Напротив, если вы легко справляетесь с ремонтом многих узлов двигателя, то и расточить блок цилиндров окажется вам по зубам.
Расточка поможет повысить компрессию блока цилиндров
Видео инструкция, как правило, наглядно показывает данное мероприятие, но зритель упускает самое важное – специфику проведения. Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи.
Более всего расточка блок цилиндров интересна автовладельцам, озабоченным компрессией. Просмотр большого количества видео для многих становится откровением. Они понимают, что справиться с этим делом правильно в домашних условиях будет крайне сложно.
Как известно, при недостаточной компрессии цилиндров ДВС не может выдавать требуемую мощность, падает динамика автомобиля. Расточка помогает значительно повысить мощность путем увеличения компрессионной площади на цилиндрах.
Несмотря на то, что многие эксперты рекомендуют проводить операцию в автосервисе, желающих освоить нюансы операции становится все больше. И одними видео просмотрами это не ограничивается. В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
С другой стороны, большинство экспертов сходится во мнение, что использовать станок все-таки нужно. Расточный станок позволит подогнать цилиндр идеально точно, хотя многое и будет зависеть от умений человека. Зато по сравнению с ручным методом расточки, минимизируется доля брака.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Лучшие в мире шлифовальщики – это японцы. Секрет их в огромной терпеливости. То же самое и здесь. Надо набраться терпения, иначе ничего толком не выйдет. Спешить в процессе расточки цилиндров не стоит.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
- Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
- Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Всем привет. Каждый владелец бензиновой техники сталкивался (или столкнется в будущем) с проблемой — это износ цилиндра. Тут поступают всячески — либо покупают новый цилиндр и поршень, либо покупают новый поршень, и идут к токарю. Платят ему бабки, а он тоссчит. Многие токаря любят синьку (алкоголь) и пряморукость некоторых оставляет желать лучшего. Я же, предлагаю самому растачивать цилиндр! Это довольно просто.
Общие положения и техника безопасности:
За травмы, несчастные случаи при повторении, за «косяки» и дефекты, полученные при попытке повтора содержимого этой статьи — автор ответственности не несет.
- Если вам менее 16 лет — работы следует проводить со взрослыми (желательно муж. пола помощником).
- Следует помнить, вы работаете с вращающимися деталями, не одевайте перчаток! Работать голыми руками. Никаких рукавов на рабочей одежде быть не должно. Если даже есть -то закатать рукава не менее локтя.
- То что находится на фотографиях — процесс работы автора.
- ЭТИМ способом можно точить любой цилиндр. Был взят первый попавшийся под руку.
- Ради написания статьи был взят цилиндр от двигателя Д-6.
- Для расточки понадобится дрель, мощностью не менее 350 ватт. В статье я использовал дрель на 1050 ватт.
- Чем меньше обороты — тем лучше. У меня 550 об/мин.
Следует помнить, что вы работаете с электро-приборами. Нельзя допускать оголения проводов, и прочих дефектов кабельной сети. Работы желательно проводить на улице. Если мастерская позволяет — то можно и в ней.
Надеюсь все проверили провода, состояние розеток , своего рабочего места, и готовы продолжать.
Принцип расточки: по всей длине цилиндра должен пройти направляющий — он же «фреза»(вал,цилиндрическое тело). Он должен быть идеальной цилиндрической формы. НО он должен быть меньше текущего поршня, стоявший на двигателе. «Подмоткой» наждачной бумаги на этот вал даст нам определенный «захват» стачивания металла. То есть чем длиннее полотно, тем больше у нас «съедает» цилиндр. То что нужно! Для крепления к валу бумаги нам потребуется сделать паз. И зафиксировать в нем нашу наждачное полотно.
Изготовление «фрезы»
В данной операции нам понадобятся: березовое полено, штангенциркуль, маркер, стамеска, пила, цилиндр(тот что собираемся точить), поршень (новый, и старый), рашпиль (можно напильник), дрель, длинный болт с гайкой или шпилька с двумя гайками, полотна наждачной бумаги «10» , «6» , «5» и «0»(на тканной основе — на бумажной не подойдут). Сразу несколько оговорок — шпилька или болт должна быть не менее 8мм в диаметре. Лучшим решением было бы 12мм. Наждачная бумага подбирается самостоятельно, от типа расточки. желательно пройти «черновую» и вывести «на чистую воду» , а не гнать черновой до посинения. Потом исправлять чистовой, и покупать-подбирать новый поршень.
Начнем — замерим штангенциркулем гильзу:
Возьмём припуск в 10мм, и отмерим его на уже отторцованном полене:
Наметим примерно, где у нас имеется «больше мяса», и установим там нехитрую разметку и просверлим:
Тут же берем стамеску что побольше — и скалываем лишнее «мясо». Придаем форму цилиндра.
Но форма цилиндра не получится, получится что-то типа овала:
Следующим этапом станет затяжка получившегося цилиндра на шпильке/болте. Затягивать до скрипа в зубах. При вставке в дрель — затягивайте до скрипа в зубах — раскручиваться будет на ура. Посильнее затянешь — не убежит. Закрепите теперь дрель, сделайте упор для стамески, и раскрутите цилиндр, нажав «на газ» у дрели. Делайте чаще технологические перерывы. В перерывах — затягивайте все гайки. Если открутится — результаты могут оказаться плачевными.
Подставляя стамеску (плавно подставляя стамеску!) мы добиваемся того, что у нас выходит сначала овал:
Потом форма напомнит нам цилиндрообразный предмет:
Позже получится натуральный, идеальный цилиндр. Я думаю не нужно объяснять, что доводка велась уже не стамеской, а рашпилем, позже и совсем напильником.
Должен получиться длинный деревянный поршень для цилиндра . Только хорошенько прослабленный. Где-то на 0,3-0,6 мм.
Типа того:
Это как пример прослабления.
Далее, мы сделаем технологический пропил в деревянной заготовке:
И нужно изготовить для него «защелку», то есть фиксатор. Чтобы наждачка не убежала от нас куда-подальше. Тут честно признаюсь — ступил не туда куда нужно.
Я изготовил её деревянной:
И выглядело так:
Но когда я начал заправлять, то понял что она плохо держит. Ответ не заставил долго себя ждать — в роли фиксатора прекрасно подошел сварочный электрод 3мм.
Сделайте крепеж для дрели — она склонна убежать от вас!
Теперь посмотрим, как у нас будет рабочая зона:
Ну вот, мы сделали свое рабочее место. Можем и приступать к замерам.
Замеры
Покупаем новый поршень, на ремонтный размер выше(обычно на 1 единицу) и посмотрим как и куда он у нас залезет (если не залезает, значит все еще впереди ).
Пихаем разными сторонами, чтобы понять — где и что мешает. Если цилиндр работал в рисковых режимах — значит у него огромная выработка. Мой работал со слишком ранним зажиганием, немножко прибедненной смесью, что придавало довольно большие обороты.
Зеркало цилиндра — отличное, но вот выработка:
То что вы видите на гильзе цилиндра, это грязь . То есть смазка, когда-то бывшая. После снятия я его зачем-то законсервировал. Сам не знаю зачем.
Померив по поршню (он если у меня входит внутрь, но клинит прям посередине) я понял — что точит надо совсем немного. Если поршень совсем не лезет — тогда да, смотрим сколько нужно стачивать. Обычно в таких ситуациях точат 0,1-0,15 мм. Я же точил 0,01-0,07. Желательно подобрать в магазине такой поршень, чтобы еле-еле не входил. Тогда лучше получится расточка тем, что можно подобрать поршень еще больше и расточить еще раз. На картинках просто выработанный цилиндр, отслуживший вроде свой ресурс на данном ремонте.
Вы так долго этого ждали, приступим к процессу.
Процесс расточки
Заправляем в технологический паз наждачку, даем краткий «газ» на дрели. После этого у нас наждачка плотно окутывает нашу форму. Подбираем эффективную длину наждачки следующим образом : отмеряем большой лоскут полотна, полностью его накручиваем на форму. На заглушенную дрель надеваем наш цилиндр. Не лезет ? Значит отматываем немного, и безжалостным образом отрываем лишний лоскут от наждачки. Эффективная толщина — это чтобы цилиндр зашел с небольшим усилием, но не совсем сильно туго. Начинать нужно с «10» зерна.
Погоняли немного, видим то что у нас гильза понемногу увеличивается в размерах. Поршень потихоньку начинает залезать. Парочка советов:
- НЕ гоните. Быстро растачивать не нужно. Водите цилиндр медленно, как бы вальяжно. Немного вперед, немного назад.
- Используйте всю заготовку во время расточки. Не стойте не месте, и если не идет далее, значит нужно найти дефект/косяк во время заготовки формы.
- Не спешите менять наждачку на новую. Точите лучше старой. Пусть она уже забитая стружкой, очистите её , и дальше работать
- Не выставляйте огромных оборотов на дрели. Чем выше обороты — тем больше шанс выбросить на свалку цилиндр.
- Эффективно не более 550 оборотов в минуту.
- Не зажимайте изделие во время расточки. Не делайте резкого движения «вперед» только из-за того, что цилиндр не идет дальше (встал на одном месте). Может замотать руки.
При соблюдении всех правил, не спеша, можно получить вот такой результат:
Затем обязательно нужно цилиндр промыть в бензине. А после — смазать маслом (если устанавливаете его на тс), либо смазать солидолом/литолом (если консервируете до следующей поломки).
Теперь моя самая любимая фраза :
С первого раза, у молодого специалиста, может не получиться желаемый результат. Это связано с его невнимательностью, и пропуском мимо ушей моих советов. Если идти четко по этой статье — можно и у машины блок расточить. Только кому это нужно будет — я не знаю.
Двигатель любого транспортного средства является его сердцем, которое заставляет крутиться колеса, тем самым приводя в движение транспорт, в том числе и мотоцикл. Таким образом, наибольшие нагрузки во время работы двигателя приходятся на его цилиндры и поршни. Это обусловлено тяжелыми условиями повышенного температурного режима и давления, в которых работает мотор.
Причины выхода из строя цилиндра
Поршни, опускаясь и поднимаясь внутри цилиндра, находятся в постоянном трении со стенками цилиндра, тем самым приводя к его износу. Стоит отметить, что изнашиваться цилиндр мотоцикла может совсем неравномерно, в связи с чем, цилиндр деформируется, теряя свою исходную форму. К сожалению, невооруженным глазом этот дефект становится заметным далеко не сразу. Однако, о том, что форма цилиндра подверглась изменениям, можно узнать при помощи специальных измерительных инструментов.
Следует помнить, что поршень осуществляет движения внутри цилиндра по правильной траектории только теоритически, на практике это происходит немного по-другому. Угол отклонения от траектории влияет на скорость изнашивания деталей. Таким образом, чем угол больше, тем быстрее изнашиваются мото цилиндры.
Движение поршней в цилиндрах по неправильной траектории обусловлено несколькими факторами, одним из которых выступает характер конструкции (отсутствие осности или перпендикулярности положения деталей, которые сопрягаются).
Кроме этого, также скорому износу поршней и цилиндров способствуют очень большие допуски в размерах, в связи с наличием которых поршень двигается не только параллельно оси цилиндра, но и с определенным отклонением от горизонтали.
Еще стоит учитывать и температурный режим, при котором все это происходит, а также продукты выработки. Все это разрушительно влияет на стенки цилиндра и поршневую поверхность. Таким образом, в результате можем иметь не круглый цилиндр, а эллипсовидный.
Замена поршня и расточка цилиндра
Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла.
Т.е. цилиндры должны растачиваться каждый раз, когда был зафиксирован факт их изношенности. Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Параметры определения износа цилиндров:
- если в верхней мертвой точке цилиндра его размеры изменились на 0,05 мм от первоначальных;
- если в том месте, где соприкасается юбка поршня и стенка цилиндра размер изменился на 0,03 мм.
Таким образом, два указанных параметра вполне могут дать ответ на вопрос – стоит или нет растачивать цилиндр. Если есть хотя бы одно из перечисленных выше изменений, то ответ очевиден – расточка необходима.
Существую также более худшие ситуации, когда в верхней части цилиндра появляется, так называемый, «ступенчатый» дефект. Образовавшаяся ступенька сокращает время износа цилиндра, поршневых колец, посадочных мест на поршне под кольца, в результате чего во время езды появляются очень ощутимые удары. Однако, данный дефект становится заметным без каких-либо замеров. При нем изменяется характер работы двигателя – он начинает сильно вибрировать.
Это прямое показание к незамедлительному ремонту, так как сопутствующая данному дефекту эллипсоидность приводит к тому, что поршневые кольца хуже прилегают к стенкам цилиндра. Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
Как видим, кроме того, что несвоевременные устранения дефектов приводят к расходу денежных средств, они также могут нанести непоправимые повреждения сердцу транспортного средства.
В таком случае, расточка цилиндров поможет восстановить необходимые параметры данной части мотора. Однако, под расточкой имеется ввиду не только восстановление геометрических параметров цилиндров мотоцикла, но восстановление нормального положения сопрягаемых деталей относительно друг друга. Другими словами, если исправить только геометрию цилиндра, этого не хватит для восстановления нормальной соосности и нормального расположения всех основных поверхностей.
Последствием этого является появление избыточного трения, влияющее на другие конструктивные составляющие поршневой группы. Другими словами, на все подвижные детали, которые участвуют в работе двигателя и входят в поршневую группу, будет ложиться дополнительная нагрузка на изгиб, сжатие и др. Это, в свою очередь, может стать причиной дальнейшего разбивания цилиндров по ходу работы двигателя.
Таким образом, если стал вопрос о расточке цилиндра, то, конечно же, лучше это делать в мастерской – более затратно, зато менее проблематично.
Однако, в настоящее время все еще есть мастера, которые желают самостоятельно осуществить этот процесс. Возможно, у кого-то не хватает средств, а кто-то просто любит проводить время в гараже, ковыряясь в своем мотоцикле. В любом случае, самостоятельно расточить цилиндр мотоцикла возможно. Стоит отметить сразу, что способ расточки также подойдет и для автомобильного блока цилиндров. Единственный нюанс состоит в том, что обращение к токарю неминуемо, поскольку именно токарь может сделать соответствующую оправку, которая подойдет для данного процесса.
Оправка должна иметь размеры в зависимости от размеров растачиваемого цилиндра. Например, если диаметр цилиндра составляет 76 мм, то диаметр оправки должен составлять 74 мм, а ее длина должна превышать длину цилиндра примерно на 150 мм, хотя можно и немного больше. После того, как оправка будет готова, в ней необходимо проделать отверстие, в которое будет вставляться вороток, и еще ножовкой пропилить вдоль паз, глубина которого должна составлять примерно 10 мм.
Процесс расточки цилиндра
Процесс расточки цилиндра относительно несложный. Однако, он займет очень много времени монотонной работы.
Кроме оправки также понадобится хорошая влагостойкая наждачная бумага крупной фракции, а также пару листов наждачной бумаги мелкого зерна для набивки зеркала. Когда все инструменты есть в наличие, то можно приступать непосредственно к процессу расточки цилиндра. Для этого необходимо вставить наждачную бумагу крупной фракции в паз, после чего обернуть ей оправку. Наждачную бумагу следует также хорошо пропитать маслом и можно вставлять в цилиндр.
Следует следить за тем, чтобы оправка с наждачкой правильно входили в цилиндр, иначе есть риск расточить его не под ремонтный размер. Для этого нужно осуществить проверку. После того, как оправка обмотана наждачной бумагой, следует ее поместить в цилиндр, если она слишком свободно входит, то под наждачку нужно подложить бумагу, и снова попробовать. Необходимо добиться того, чтобы оправка с наждачкой в цилиндр входили туговато, с помощью вращения. Когда все сделано, можно начинать вращать инструмент для растачивания внутри цилиндра.
При этом следует каждый раз наждачную бумагу смазывать маслом – это предотвратит ее частое забивание. Как только появилось чувство, что наждачка внутри цилиндра вращается легко, нужно снова под нее подложить бумагу и продолжить процесс. По ходу расточки цилиндра, следует периодически пробовать вставлять в него ремонтный поршень. Когда поршень будет входить в цилиндр туго, можно менять наждачную бумагу на более мелкую, и начинать набивать зеркало.
Следует следить за тем, чтобы во время расточки цилиндра мотоцикла поршень не болтался, но и его движение было не затруднено.
Ведь мотоциклы имеют воздушное охлаждение и цилиндр нагревается очень сильно, поэтому плотная его расточка может привести к тому, что поршень будет клинить при нагреве, и обкатка мотоцикла принесет одни мучения.
Прежде, чем начать растачивать цилиндр мотоцикла самостоятельно, следует помнить о том, что лучше всего это дело сделает специалист на специальном расточном станке.
В данном случае, цилиндр будет расточен идеально. А вот вручную идеальной расточки можно и не добиться, в результате чего просто потеряется драгоценное время на пустую работу, которую все равно придется переделывать. Поэтому, лучше всего, отдать цилиндр на расточку в мастерскую.
ravon-r2.ru
Honda Integra детка › Бортжурнал › №16 расточка и хонингование блока цилиндров своими руками
1 Как расточить цилиндр правильно
Хотя, нужно быть честными, доработка головки блока цилиндров своими руками – это лишь частично. Своими руками вы сможете провести разборку ГБЦ и демонтаж блока цилиндров. Сами вы сможете произвести замер зазора между поршнем и цилиндром и даже гильзование.
А вот дальнейшая процедура – расточка блока цилиндров может быть проведена только на специализированном оборудовании.
А вот дальнейшая процедура – расточка головки блока цилиндров может быть проведена только на специализированном оборудовании.
Своими же руками вы можете в дальнейшем, после расточки и хонингования блока цилиндров, произвести сборку агрегата.Скорее всего, вы сами не будете стоять у станка, но знать технологию расточки головки блока цилиндров вам не помешает.
Чаще всего расточка цилиндров необходима для увеличения объёма гнезда для ремонтного комплекта. В этом случае вы уже должны знать для какого размера гильз будет производиться расточка.
Для расточки применяются специальные расточные станки. Из-за их немаленькой стоимости не каждая СТО может позволить себе иметь такой станок. Поэтому, как правило, в городах существует всего несколько технических центров, где производят доработку головки блока цилиндров.
Проточка цилиндров процедура не быстрая и требует высокой точности. Растачивание происходит на малой скорости. Это обеспечивает высокое качество поверхности, и точность до 0,01 мм.
При обработке на станке поверхности цилиндра добиваются параллельности всех цилиндров по длине с одновременной перпендикулярностью их базе – плоскости. С учетом некоторой «кривизны» блоков, идеальным является параллельность постелям коленчатого вала.В процессе расточки цилиндров обязательно оставляют припуск на хонингование цилиндров. Это примерно 0,1 – 0,15 мм.
Почему столько? Этот слой металла является дефектным, после расточки, и убирается (полируется) именно хонингованием. И такой небольшой припуск не даёт возможности перекоса оси цилиндров во время хонингования.2 Хонинговка цилиндров после расточки
Хонингование – это абразивная обработка материалов с применением хонов (хонинговальные головки). Хонинговка цилиндров производится на специализированных станках, обработка сопровождается обильным орошением поверхности.
Жидкости для хонингования применяются традиционные: керосин или смесь масла с керосином. Существует и технология хонингования цилиндров с водой, в которую добавляются. Как правило, синтетические вещества для предотвращения коррозийных процессов.
Всё. Вам позвонил ваш мастер и вы можете ехать забирать головку блока цилиндров. Доработка головки блока, в виде расточки и хонингования прошла успешно. Теперь вы вновь, своими руками можете продолжать процесс тюнинга двигателя или ремонта ГБЦ.
И не забывайте, что сборка головки блока цилиндров, процесс не менее ответственный и сложный, чем расточка и хонингование цилиндров. Удачи вам при проведении расточки и хонингования цилиндров.
www.drive2.ru
Расточка блока цилиндров ВАЗ — описание технологии, плюсы, минусы и допустимые нормы съема металла
Растачивать блок цилиндров в процессе эксплуатации автомобиля просто необходимо для нормального состояния деталей. Об этом знает каждый водитель и специализированный механик.
Однако не все делают это в станциях технического осмотра. Кто-то считает эту процедуру слишком дорогостоящей, а другие просто любят делать авто собственными руками.
И действительно цена на расточку блока цилиндров очень высока.
Не зависимо от того, по какой причине вы решили самостоятельно осуществлять расточку блока цилиндров автомобиля любой марки, будь то ВАЗ или Ниссан, необходимо знать кое-что.
Правила по расточке очень обширные и серьезные, поэтому пригодятся навыки. Кроме того, необходима теоретическая подготовка, которой мы и займемся посредством данной статьи.
Содержимое обзора:
Для чего растачивать цилиндры
Расточка блока цилиндров в двигателе необходима по некоторым причинам. Самая главная причина — капитальный ремонт всех систем двигателя.
Кроме того, данная процедура помогает повышать мощность двигателя. В процессе эксплуатации движка происходит деформация поршня и он уже не так плотно входит в цилиндр.
Такие деформации легко объяснить, так как работа поршня происходит в режиме повышенной нагрузки и температуры. Эти факторы делают плоскость цилиндра элипсоподобной вместо положенной круглой.
Для того, чтобы вернуть ему исходные формы и делается расточка при помощи специального станка.
Ранее для того, чтобы вернуть двигателю свойства заводского довольно часто приходилось растачивать данные детали. При любом даже самом незначительном ремонте движка применялась эта процедура. Необходимо было через каждые 40 тыс.км. пробега совершать полный ремонт двигателя.
В настоящее время уже нет необходимости в полном ремонте двигателя настолько часто. Это делается довольно-таки редко и не всегда необходима расточка. Такая процедура пользуется большим спросом в основном для увеличения мощности двигателя.
Но в таком случае необходимо точно рассчитывать и подгонять все детали. Стоит помнить, что для расточки блока цилиндровтребуется станок.
avtoadvice.ru
Расточка блока цилиндров — Лада 2115, 1.5 л., 2001 года на DRIVE2
Перед тем как растачивать блок, было прочитано не мало информации по технологии расточки блоков и вдобавок я плотно общался с опытными в этом деле людьми. Так как сам я по образованию инженер-технолог в машиностроении, то сверх нового из всей добытой информации я не нашел. Самым главным условием для меня в этой операции, явилось то, что расточку цилиндров необходимо выполнить так, что бы оси цилиндров, были перпендикулярны оси вращения коленчатого вала, настолько точно, на сколько это возможно выполнить в моих условиях.
В большинстве статей, упоминается универсальная «скалка», на которой базируется блок цилиндров по коренным шейкам коленчатого вала, и производиться расточка блока. Так же в этой статье было сказано, что иные методы расточки подобным способом (базирования по коренным шейкам) никаким образом не дадут высокой точности. Но я вам скажу одно, не бывает единственной технологии изготовления изделий, для того и учат инженеров-технологов, что бы они разрабатывали технологические процессы обработки, и применяли наивыгоднейший из множества возможных. Но у меня здесь не завод с серийным производством или какая нибудь мастерская по расточке блоков, для которой нужна только лишь прибыль, а индивидуальная работа, которую нужно выполнить с максимальной точностью, любыми возможными путями.
Возможности изготовления данной «скалки» у меня не было, да и для одного раза изготавливать довольно точное приспособление не рационально, поэтому я пошел другим путём.
Выставив на своем станке блок, базируя его по плоскости прилегания ГБЦ, с помощью измерительного индикатора я выявил непараллельность пастели коленчатого вала относительно плоскости установки масляного поддона (именно на него базируют блок при расточке на заводе и на СТО) равную 0,08 мм. Это недопустимый показатель для высокофорсированного мотора! В итоге, с помощью некоторых манипуляций, мне удалось выставить блок на шлифовальном станке, так, что пастель коленчатого вала лежала ровно в плоскости горизонта, и при этом установе выровнять все остальные плоскости блока (плоскость прилегания ГБЦ, плоскость установки поддона картера). После проверки, допуск непараллельности плоскостей составил не более 0,01 мм. Это достаточно точный допуск. После этого, я спокойно установил блок на обрабатывающий центр по плоскости установки масляного поддона, и приступил к расточке цилиндров.
К этому времени был приобретён комплект поршней СТИ модели 219.09М.
Минимальный зазор поршень-цилиндр для данных поршней составляет 0,06 мм. После расточки, я планировал отдать блок на хонинговку, так как сам данную операция выполнить не мог. Договорился с хорошими знакомыми, которые в этом деле не первый десяток лет. И что вы думаете?! Мне испортили блок! После хонинговки форма цилиндра имела «седлообразную» поверхность. Скажем так, верх — зазор 0,06 мм., середина — зазор 0,04 мм., низ — зазор 0,06 мм. Поршень мог бы спокойно заклинить в середине цилиндра.
Тут было два варианта, первое — это новый блок, но как известно старые блоки менее подвержены деформации в последующей эксплуатации, так как металл уже прошел цикл естественного старения, а покупать старый с разборки не особо то хотелось, тем более нужно было бы переделывать документы по смене агрегата. Второе — это новый комплект поршней, самой последней группы, что конечно же повлияет на величину зазора в замке поршневых колец. В итоге был принят второй вариант. Часть затрат мне компенсировали на этой самой бракодельной СТО, которые ещё и смеялись надомной, утверждая, что расточка цилиндров в строгой перпендикулярности оси коленчатого вала это вообще не на что не влияет. Я не спорил, просто молчал и всё, оставаясь при своем мнении.
После того как пришел новый комплект поршней, я расточил блок заново сразу в размер, и провались она пропадом эта хонинговка. В моём городе качественно её никто не сможет выполнить. Зато я получил «идеальную» геометрию цилиндра, без эллипса, «бочкообразности» и «седлообразности»!
Замечу ещё один не маловажный на мой взгляд момент. При правке блока на шлифовальном станке, и последующей расточки, я использовал имитатор КПП. Стальная плита, толщиной около 10 мм. прикрученная четырьмя болтами, с необходимым моментом, к местам крепления КПП на блоке цилиндров. По некоторым утверждениям, она создаёт напряжения в блоке цилиндров, из-за которых после расточки без неё, якобы «вытягивается» четвертый цилиндр, и приобретает форму эллипса, из-за этого пропадает компрессия, отмечается повышенный расход масла и т.д. Проверим, думаю вреда она не принесёт.
Правка блока.
Проверка параллельности верхней и нижней плоскостей оси коленчатого вала.
Японский станок MAKINO и расточная оправка.
Цена деления оправки 5 мкм. (0,005 мм.) на диаметр!
Нахождение центров цилиндров.
Процесс расточки.
Контроль диаметра цилиндра.
Результат.
www.drive2.ru
Как расточить блок цилиндров в домашних условиях
Начинающие мастера, которые стараются все сделать своими руками, задают такой вопрос, можно ли в гаражных условиях шлифовать блок двигателя и как это сделать.
Можно и самому расточить блок двигателя без станка, но это требует очень много времени и терпения, но сейчас я все таки растачиваю блок двигателя в специализированной мастерской, меньше хлопот. Но раньше частенько растачивал цилиндры мотоцикла сам, без станка ручной оправкой.
Этот способ расточки цилиндра можно применить, как для расточки машинного блока цилиндров, так и цилиндра мотоцикла.
Единственно Вам придется обратиться к токарю чтобы он выточил оправку, для расточки цилиндра она показана на рисунке.
Оправку для расточки цилиндра можно выточить из дерева, принцип вытачивания такой, собрались расточить цилиндр который имеет диаметр 76мм, то оправку надо выточить размером в диаметре 74мм, и длинней цилиндра миллиметров на 150 можно и больше.
После того как токарь выточит оправку, в ней надо просверлить отверстие для воротка, и ножовкой пропилить вдоль оправки паз глубиной миллиметров 10, как показано на рисунке.
Процесс расточки цилиндра вручную
Сам процесс расточки несложный, но долгий и нудный, но если есть желание и стремление, то все получится.
Оправку сделали, осталось за малым, приобрести наждачную бумагу, наждачку желательно купить с крупным зерном и влагостойкую, и один или два листа мелкой наждачтки для набивки зеркала. Все приобрели, приступайте к самой расточки цилиндра, вставьте в паз наждачку и оберните ей оправку, обильно смажьте наждачку маслом вставляйте в цилиндр, и начинайте вращать оправку с наждачкой в цилиндре.
Рис. Оправка для расточки блока
А теперь самое главное, как правильно расточить цилиндр под ремонтный размер, обмотали оправку наждачкой, попробуйте вставить ее в цилиндр, если оправка с наждачкой легко войдет в цилиндр, то под наждачку подложите бумагу, добейтесь того чтобы оправка с наждачкой входила в цилиндр туго при помощи вращения. Но не забывайте обильно смазывать наждачку маслом, с маслом цилиндр хорошо растачивается и наждачка не забивается. По мере того как оправка с наждачкой начнет вращаться легко, подкладывайте под наждачку еще бумагу. По мере расточки цилиндра, пробуйте вставлять ремонтный поршень, и как только поршень начнет туго входить в цилиндр, берите наждачку с мелким зерном, и набивайте зеркало.
Если растачивайте цилиндр для машины, то желательно чтобы поршень в цилиндре двигался не очень плотно но стоял в цилиндре и не перемещался под собственным весом.
При расточки цилиндра мотоцикла, растачивайте цилиндр так чтобы поршень в цилиндре не болтался, но и двигался легко, так как в мотоцикле воздушное охлаждение и цилиндр нагревается намного сильней и при плотной расточки цилиндра поршень будет клинить при нагреве, обкатка мотоцикла превратиться в мучение.
Надеюсь мой опыт по расточки цилиндра поможет Вам самостоятельно расточить цилиндр.
Совет по расточке блока цилиндров
Самая лучшая расточка цилиндра делается на специальном расточном станке, цилиндр будет идеально расточен, правда это еще зависит и от мастерства расточника. Расточка вручную может не дать идеального цилиндра, а это потеря времени. Поэтому лучше не мучиться, растачивая цилиндр руками, а узнать где есть поблизости мастерская по расточки цилиндров.
Как расточить цилиндр в домашних условиях. Видео.
Часто водители сталкиваются с вопросом, как расточить блок цилиндров в домашних условиях? Есть ли смысл в подобной процедуре? Все потому, что шлифовка блока является достаточно сложным процессом, и не всегда можно выполнить ее самостоятельно. Вероятно, время и силы будут потрачены впустую. Прежде всего, вызовет сомнения качество проведенных работ.
Как расточить блок цилиндров в домашних условиях? Сразу нужно сказать, что есть реальный шанс обойтись без станка, а воспользоваться так называемыми общепринятыми методами. Опытные токаря советуют пользоваться специализированным оборудованием. С ним есть возможность подогнать цилиндр идеально, при условии, что работает профессионал. Растачивая блок руками, не всегда получаешь желаемый результат. Конечно, при отсутствии станка иного выхода не остается. Оптимальным данный вариант считается для силовых агрегатов, установленных на мотоциклах и мопедах.
Для качественной расточки можно воспользоваться классической дрелью. Работать она должна на небольших оборотах. Вероятно, пригодится старый поршень, отличающийся боковым зазором. Не обойтись без шпильки и качественной наждачной бумаги. При наличии всего перечисленного, можно перечисленного, можно приступать к работе
В заготовленном поршне нужно сделать небольшое отверстие, куда войдет шпилька. На нее накрутить гайку. Шпильку вставить таким образом, чтобы она смотрела вверх. Крепление должно быть сильно затянуто. Используя ножовку по металлу, нужно на поршне сделать разрез. Дальше, вставить в него наждачку, и проворачивать ее по кругу. Получится насадка. Она вставляется в дрель.
Цилиндр закрепить так, чтобы он не двигался во время рабочих процессов. Примечательно, что насадка должна полноценно проходить через гильзу.
Начинается непосредственная расточка. Точить сначала вверх, а затем вниз. Все делать внимательно, чтобы наждачная бумага находилось в постоянном контакте в внутренней частью гильзы. Изначально в ход идет крупная наждачка, а затем, чтобы довести запчасть до исходного размера, применяется более мелкого размера.
В самом конце используется нулевка. Здесь можно воспользоваться специальным маслом, но и без него есть возможность справиться. Качество расточки проверить просто. Достаточно поместить внутрь руку, и провести ладошкой по поверхности. Если не получится качественно зафиксировать цилиндр, есть вероятность отбить руки. Чтобы не допустить подобного, нужно хорошенько подумать, и закрепить его так, чтобы не повредить.
Прежде чем начать, нужно отправиться к токарю и заказать у него специализированную оправку, которая понадобится по ходу работ. Изготавливается она даже из дерева. Для того чтобы итоговая расточка равнялась 76, диаметр оправки не должен превышать 74 миллиметра. Что касается длины, то здесь нужно замерить этот параметр у цилиндра и прибавить к нему 150-200 мм.
В оправке нужно сделать отверстие, в которое будет входить вороток. Теперь нужно вдоль выпилить разрез при помощи ножовки. В него позже вставится наждачная бумага, для того, чтобы заняться процедурой расточки. Глубина паза приблизительно должна составить 10 миллиметров.
Желательно иметь при себе несколько вариаций наждачной бумаги. Это нужно для работы на разных стадиях. Купить ее можно в строительном магазине.
Вновь наждак вставляется в сделанный надрез и проворачивается вокруг. Изначально использовать крупный. Его нужно хорошенько промазать специальной смесью, и только потом приступать к работе. Делается так: оправка вращается внутри до того момента, пока это не будет делать легко. Как только это случилось, под шлифующий материал нужно положить простую бумагу либо картон и продолжить процедуру.
Сразу уяснить, что придется потратить много времени. Не обойтись без терпения и силы. Допускается периодически уходить на перекур, чтобы восстановить энергию. Каждый раз деля бумагу толще, расточку доводить до того момента, пока поршень не примет необходимые размеры. Его нужно регулярно проверять при помощи измерительных приборов. Прохождение осуществляется туго? Берется мелкая шлифовальная бумага.
Идеально считается, когда поршень расположен в цилиндре плотно и под своим весом не меняет положения. Надо понимать, что речь идет про автомобильные двигатели. В мотоциклетных перемещать поршень должно быть легко, но при этом нужно обходиться без люфта.
Вот собственно и вся информация, касающаяся данной темы. Теперь каждый, кому это необходимо, имеет хороший шанс узнать о том, как расточить блок цилиндров в домашних условиях. Уже стало понятно, что сделать это довольно просто. Единственное, что потребуется от человека — это время, желание достичь высокого результата и аккуратность.
Двигатель любого транспортного средства является его сердцем, которое заставляет крутиться колеса, тем самым приводя в движение транспорт, в том числе и мотоцикл. Таким образом, наибольшие нагрузки во время работы двигателя приходятся на его цилиндры и поршни. Это обусловлено тяжелыми условиями повышенного температурного режима и давления, в которых работает мотор.
Причины выхода из строя цилиндра
Поршни, опускаясь и поднимаясь внутри цилиндра, находятся в постоянном трении со стенками цилиндра, тем самым приводя к его износу. Стоит отметить, что изнашиваться цилиндр мотоцикла может совсем неравномерно, в связи с чем, цилиндр деформируется, теряя свою исходную форму. К сожалению, невооруженным глазом этот дефект становится заметным далеко не сразу. Однако, о том, что форма цилиндра подверглась изменениям, можно узнать при помощи специальных измерительных инструментов.
Следует помнить, что поршень осуществляет движения внутри цилиндра по правильной траектории только теоритически, на практике это происходит немного по-другому. Угол отклонения от траектории влияет на скорость изнашивания деталей. Таким образом, чем угол больше, тем быстрее изнашиваются мото цилиндры.
Движение поршней в цилиндрах по неправильной траектории обусловлено несколькими факторами, одним из которых выступает характер конструкции (отсутствие осности или перпендикулярности положения деталей, которые сопрягаются).
Кроме этого, также скорому износу поршней и цилиндров способствуют очень большие допуски в размерах, в связи с наличием которых поршень двигается не только параллельно оси цилиндра, но и с определенным отклонением от горизонтали.
Еще стоит учитывать и температурный режим, при котором все это происходит, а также продукты выработки. Все это разрушительно влияет на стенки цилиндра и поршневую поверхность. Таким образом, в результате можем иметь не круглый цилиндр, а эллипсовидный.
Замена поршня и расточка цилиндра
Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла.
Т.е. цилиндры должны растачиваться каждый раз, когда был зафиксирован факт их изношенности. Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Параметры определения износа цилиндров:
- если в верхней мертвой точке цилиндра его размеры изменились на 0,05 мм от первоначальных;
- если в том месте, где соприкасается юбка поршня и стенка цилиндра размер изменился на 0,03 мм.
Таким образом, два указанных параметра вполне могут дать ответ на вопрос – стоит или нет растачивать цилиндр. Если есть хотя бы одно из перечисленных выше изменений, то ответ очевиден – расточка необходима.
Существую также более худшие ситуации, когда в верхней части цилиндра появляется, так называемый, «ступенчатый» дефект. Образовавшаяся ступенька сокращает время износа цилиндра, поршневых колец, посадочных мест на поршне под кольца, в результате чего во время езды появляются очень ощутимые удары. Однако, данный дефект становится заметным без каких-либо замеров. При нем изменяется характер работы двигателя – он начинает сильно вибрировать.
Это прямое показание к незамедлительному ремонту, так как сопутствующая данному дефекту эллипсоидность приводит к тому, что поршневые кольца хуже прилегают к стенкам цилиндра. Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
Как видим, кроме того, что несвоевременные устранения дефектов приводят к расходу денежных средств, они также могут нанести непоправимые повреждения сердцу транспортного средства.
В таком случае, расточка цилиндров поможет восстановить необходимые параметры данной части мотора. Однако, под расточкой имеется ввиду не только восстановление геометрических параметров цилиндров мотоцикла, но восстановление нормального положения сопрягаемых деталей относительно друг друга. Другими словами, если исправить только геометрию цилиндра, этого не хватит для восстановления нормальной соосности и нормального расположения всех основных поверхностей.
Последствием этого является появление избыточного трения, влияющее на другие конструктивные составляющие поршневой группы. Другими словами, на все подвижные детали, которые участвуют в работе двигателя и входят в поршневую группу, будет ложиться дополнительная нагрузка на изгиб, сжатие и др. Это, в свою очередь, может стать причиной дальнейшего разбивания цилиндров по ходу работы двигателя.
Таким образом, если стал вопрос о расточке цилиндра, то, конечно же, лучше это делать в мастерской – более затратно, зато менее проблематично.
Однако, в настоящее время все еще есть мастера, которые желают самостоятельно осуществить этот процесс. Возможно, у кого-то не хватает средств, а кто-то просто любит проводить время в гараже, ковыряясь в своем мотоцикле. В любом случае, самостоятельно расточить цилиндр мотоцикла возможно. Стоит отметить сразу, что способ расточки также подойдет и для автомобильного блока цилиндров. Единственный нюанс состоит в том, что обращение к токарю неминуемо, поскольку именно токарь может сделать соответствующую оправку, которая подойдет для данного процесса.
Оправка должна иметь размеры в зависимости от размеров растачиваемого цилиндра. Например, если диаметр цилиндра составляет 76 мм, то диаметр оправки должен составлять 74 мм, а ее длина должна превышать длину цилиндра примерно на 150 мм, хотя можно и немного больше. После того, как оправка будет готова, в ней необходимо проделать отверстие, в которое будет вставляться вороток, и еще ножовкой пропилить вдоль паз, глубина которого должна составлять примерно 10 мм.
Процесс расточки цилиндра
Процесс расточки цилиндра относительно несложный. Однако, он займет очень много времени монотонной работы.
Кроме оправки также понадобится хорошая влагостойкая наждачная бумага крупной фракции, а также пару листов наждачной бумаги мелкого зерна для набивки зеркала. Когда все инструменты есть в наличие, то можно приступать непосредственно к процессу расточки цилиндра. Для этого необходимо вставить наждачную бумагу крупной фракции в паз, после чего обернуть ей оправку. Наждачную бумагу следует также хорошо пропитать маслом и можно вставлять в цилиндр.
Следует следить за тем, чтобы оправка с наждачкой правильно входили в цилиндр, иначе есть риск расточить его не под ремонтный размер. Для этого нужно осуществить проверку. После того, как оправка обмотана наждачной бумагой, следует ее поместить в цилиндр, если она слишком свободно входит, то под наждачку нужно подложить бумагу, и снова попробовать. Необходимо добиться того, чтобы оправка с наждачкой в цилиндр входили туговато, с помощью вращения. Когда все сделано, можно начинать вращать инструмент для растачивания внутри цилиндра.
При этом следует каждый раз наждачную бумагу смазывать маслом – это предотвратит ее частое забивание. Как только появилось чувство, что наждачка внутри цилиндра вращается легко, нужно снова под нее подложить бумагу и продолжить процесс. По ходу расточки цилиндра, следует периодически пробовать вставлять в него ремонтный поршень. Когда поршень будет входить в цилиндр туго, можно менять наждачную бумагу на более мелкую, и начинать набивать зеркало.
Следует следить за тем, чтобы во время расточки цилиндра мотоцикла поршень не болтался, но и его движение было не затруднено.
Ведь мотоциклы имеют воздушное охлаждение и цилиндр нагревается очень сильно, поэтому плотная его расточка может привести к тому, что поршень будет клинить при нагреве, и обкатка мотоцикла принесет одни мучения.
Прежде, чем начать растачивать цилиндр мотоцикла самостоятельно, следует помнить о том, что лучше всего это дело сделает специалист на специальном расточном станке.
В данном случае, цилиндр будет расточен идеально. А вот вручную идеальной расточки можно и не добиться, в результате чего просто потеряется драгоценное время на пустую работу, которую все равно придется переделывать. Поэтому, лучше всего, отдать цилиндр на расточку в мастерскую.
kalina-2.ru
Как делается расточка блока цилиндров
Автомобиль — очень сложный механизм, работа которого растянута иногда на весьма продолжительное время. Как и любой механизм, автомобиль имеет свой ресурс, определённый ресурсом основных составляющих. «Сердце» машины — её двигатель — в этом смысле признан главным фактором. Грамотный уход за двигателем не просто поддерживает работу, он повышает надёжность машины в десятки раз.
Правильный уход за двигателем автомобиля поможет продлить его срок службыУ мотора есть свои пределы. Одиозные «миллионники», обыденные рядные «четвёрки» и «шестёрки», монструозные V8 и V12 — они все объединены одним: необходимостью капитального ремонта. И пусть он требуется через разные промежутки пробега, но «капиталка» рано или поздно нужна всем. А главное в этом сложном процессе, безусловно, расточка блока цилиндров. После капитального ремонта, проведённого по всем правилам, двигатель можно считать практически новым: его ресурс восстанавливается, мощность увеличивается. Его даже снова нужно обкатывать!
Причины и показания
Не имеет значения, с какой целью вы решили провести «капиталку» движка, насущная ли это необходимость или погоня за дополнительной мощностью, вам всё равно придётся растачивать цилиндры. Поршневая система находится под постоянной нагрузкой, она работает с сумасшедшей скоростью, и малейший изъян в стенке цилиндра отзовётся повышенным износом деталей. При движении вниз поршень должен, не встречая сопротивления, пройти всю длину цилиндра. Если же стенка неровная, на ней есть царапины или с течением времени образовались ступенчатые неровности, ход поршня нарушается. Его импульс при движении слишком велик, чтобы оставить такое изменение без последствий: удар нарушает структурную целостность поршня. Если, конечно, поверхность цилиндра покрыта никель-кремниевым сплавом, то такие проблемы возникают очень редко, но много ли сейчас таких двигателей?
Пускать это на самотёк никак нельзя, ведь царапины и «ступеньки» в цилиндре планомерно разрушают поршень. Дело даже не в вибрациях двигателя, хотя в них, разумеется, тоже нет ничего хорошего. Это банально убивает вашу машину. Поэтому не тяните с расточкой блока цилиндров! Если цилиндр и поршень не прилегают друг другу идеально ровно, в двигателе возникнет потеря компрессии. Она повлечёт за собой повышенный расход масла и топлива, вибрации двигателя и перегрев. Худший сценарий развития событий — разлетятся поршневые кольца, и тогда осколки могут оставить на стенках цилиндра такие повреждения, которые не получится убрать никакой расточкой. Но даже если дела пойдут не по худшему пути, износ деталей двигателя превращается в бомбу замедленного действия.
Безусловно, капитальный ремонт — недешёвая процедура, ведь для него используется высокоточное оборудование. Для цилиндра и поршня 5 сотых долей миллиметра уже являются критичным показателем; такие величины нельзя «отловить на глаз». Поэтому для такой работы используется специальный оборудование — станок для расточки блока цилиндров. Он, конечно, лежит не в каждом гараже. Частота оборотов шпинделя такого станка зависит от модели, но стандарт де-факто — 1200 оборотов в минуту с плавнопеременной скоростью вращения. Такие параметры позволяют сгладить неровности и привести поверхность стенки цилиндра в идеальное состояние.
Недостатки капитального ремонта
Помимо того, что сама по себе процедура требует внимания и сноровки (не говоря уже об оборудовании), у концепции капитального ремонта есть и свои недостатки.
Например, при многократной расточке цилиндров их стенки утончаются настолько, что могут не справиться с нагрузкой и температурным режимом. Это маловероятный сценарий, но тем не менее — хорошо подумайте, прежде чем раз за разом растачивать блок.
Ещё один момент — это падение КПД двигателя. Так как объём двигателя, пусть и незначительно, увеличивается — увеличивается и мощность. Неконтролируемый рост этих показателей может разбалансировать вашу машину.
Ну, и кроме того, могут возникнуть вопросы при прохождении техосмотра. Ведь новые параметры двигателя не будут соответствовать первоначальным. Так что при расточке блока цилиндров соблюдайте умеренность и осторожность.
Как провести расточку своими руками
В домашних условиях проводить капитальный ремонт двигателя можно, только если у вас есть такой станок. Ни один другой инструмент не даст такой точности. Кроме того, есть множество нюансов, которые стоит учитывать. Например, строго параллельная установка двигателя на станине (роль которой может играть обычный стол) и станка. При малейшем несоответствии, которое даже незаметно невооружённым взглядом, расточка блока цилиндров не принесёт ожидаемого результата: ресурс будет увеличен не на 99%, а едва ли на 50, так что спустя непродолжительное время снова потребуется «капиталка». Это нецелесообразно и глупо, так что будем стараться по возможности избежать подобных ошибок.
Кроме того, важный момент расточки блока цилиндров своими руками — устранение конусности цилиндра. Если ход поршня был неровным, цилиндр утратит свою форму, и если это не исправить, то капитальный ремонт будет незавершённым и не принесёт никакого результата.
Итак, для начала — калибровка станка. Её процедура зависит от конкретной модели, но, по сути, это банальная проверка деталей на плотность установки и ход. После этого — установка двигателя. Ну, и главный этап — собственно, расточка цилиндров. Если говорить откровенно, процесс не самый сложный и полностью зависит от оборудования, но даже тут есть место человеческому фактору, так что нужно быть очень внимательным. Вал шпинделя с фрезой, выставленной под нужный размер, опускается в отверстие цилиндра и, вращаясь, выравнивает под одинаковый диаметр. Новые станки управляются компьютером, так что ждём завершения работы программы. Если же станок постарше, управление в нём ручное. Главное — не торопиться. Металл цилиндра очень плотный, и его не получится выровнять за 1–2 прохода.
Последний этап — хонинговка. Говоря простым языком, это полировка поверхности стенок цилиндра; с помощью шлифовального инструмента мастер добивается идеально ровного и круглого отверстия. Хонинговка важна, обойтись без неё, конечно, можно, но не стоит экономить на такой важной детали, как двигатель машины.
Вывод
Итак, сложный и многоэтапный процесс завершён. Если вы были внимательны, работали не торопясь и вдумчиво, то всё должно быть в порядке. Вы смогли расточить блок цилиндров своими руками. Теперь у вас практически новый двигатель, его ресурс восстановлен без малого на 100%. Осталось пройти обкатку — и можно радоваться и правильной работе, и возросшей мощности.
carextra.ru
Доработка (расточка и хонингование) блока цилиндров своими руками » АвтоНоватор
Доработка блока цилиндров вам, как правило, может понадобиться лишь в двух случаях. Это если вы решили провести форсирование двигателя или пришло время ремонтировать блок цилиндров.
Как расточить цилиндр правильно
Хотя, нужно быть честными, доработка головки блока цилиндров своими руками – это лишь частично. Своими руками вы сможете провести разборку ГБЦ и демонтаж блока цилиндров. Сами вы сможете произвести замер зазора между поршнем и цилиндром и даже гильзование.
А вот дальнейшая процедура – расточка головки блока цилиндров может быть проведена только на специализированном оборудовании.
Если хонингование цилиндров в некоторых случаях можно провести своими руками при помощи ручной хонинговальной головки и электродрели, то проточка цилиндров – это долгий и специальный технологический процесс.
Своими же руками вы можете в дальнейшем, после расточки и хонингования блока цилиндров, произвести сборку агрегата.
Скорее всего, вы сами не будете стоять у станка, но знать технологию расточки головки блока цилиндров вам не помешает.
Чаще всего расточка цилиндров необходима для увеличения объёма гнезда для ремонтного комплекта. В этом случае вы уже должны знать для какого размера гильз будет производиться расточка.
Для расточки применяются специальные расточные станки. Из-за их немаленькой стоимости не каждая СТО может позволить себе иметь такой станок. Поэтому, как правило, в городах существует всего несколько технических центров, где производят доработку головки блока цилиндров.
Проточка цилиндров процедура не быстрая и требует высокой точности. Растачивание происходит на малой скорости. Это обеспечивает высокое качество поверхности, и точность до 0,01 мм.
При обработке на станке поверхности цилиндра добиваются параллельности всех цилиндров по длине с одновременной перпендикулярностью их базе – плоскости. С учетом некоторой «кривизны» блоков, идеальным является параллельность постелям коленчатого вала.
В процессе расточки цилиндров обязательно оставляют припуск на хонингование цилиндров. Это примерно 0,1 – 0,15 мм.
Почему столько? Этот слой металла является дефектным, после расточки, и убирается (полируется) именно хонингованием. И такой небольшой припуск не даёт возможности перекоса оси цилиндров во время хонингования.
Хонинговка цилиндров после расточки
Хонингование – это абразивная обработка материалов с применением хонов (хонинговальные головки). Хонинговка цилиндров производится на специализированных станках, обработка сопровождается обильным орошением поверхности.
Жидкости для хонингования применяются традиционные: керосин или смесь масла с керосином. Существует и технология хонингования цилиндров с водой, в которую добавляются. Как правило, синтетические вещества для предотвращения коррозийных процессов.
Всё. Вам позвонил ваш мастер и вы можете ехать забирать головку блока цилиндров. Доработка головки блока, в виде расточки и хонингования прошла успешно. Теперь вы вновь, своими руками можете продолжать процесс тюнинга двигателя или ремонта ГБЦ.
И не забывайте, что сборка головки блока цилиндров, процесс не менее ответственный и сложный, чем расточка и хонингование цилиндров.
Удачи вам при проведении расточки и хонингования цилиндров.
Процесс расточки цилиндра мотоцикла в виде инструкции, советы по расточке в видео
Двигатель любого транспортного средства является его сердцем, которое заставляет крутиться колеса, тем самым приводя в движение транспорт, в том числе и мотоцикл. Таким образом, наибольшие нагрузки во время работы двигателя приходятся на его цилиндры и поршни. Это обусловлено тяжелыми условиями повышенного температурного режима и давления, в которых работает мотор.
Причины выхода из строя цилиндра
Поршни, опускаясь и поднимаясь внутри цилиндра, находятся в постоянном трении со стенками цилиндра, тем самым приводя к его износу. Стоит отметить, что изнашиваться цилиндр мотоцикла может совсем неравномерно, в связи с чем, цилиндр деформируется, теряя свою исходную форму. К сожалению, невооруженным глазом этот дефект становится заметным далеко не сразу. Однако, о том, что форма цилиндра подверглась изменениям, можно узнать при помощи специальных измерительных инструментов.
Следует помнить, что поршень осуществляет движения внутри цилиндра по правильной траектории только теоритически, на практике это происходит немного по-другому. Угол отклонения от траектории влияет на скорость изнашивания деталей. Таким образом, чем угол больше, тем быстрее изнашиваются мото цилиндры.
Движение поршней в цилиндрах по неправильной траектории обусловлено несколькими факторами, одним из которых выступает характер конструкции (отсутствие осности или перпендикулярности положения деталей, которые сопрягаются).
Кроме этого, также скорому износу поршней и цилиндров способствуют очень большие допуски в размерах, в связи с наличием которых поршень двигается не только параллельно оси цилиндра, но и с определенным отклонением от горизонтали.
Еще стоит учитывать и температурный режим, при котором все это происходит, а также продукты выработки. Все это разрушительно влияет на стенки цилиндра и поршневую поверхность. Таким образом, в результате можем иметь не круглый цилиндр, а эллипсовидный.
Замена поршня и расточка цилиндра
Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла.
Т.е. цилиндры должны растачиваться каждый раз, когда был зафиксирован факт их изношенности. Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Параметры определения износа цилиндров:
- если в верхней мертвой точке цилиндра его размеры изменились на 0,05 мм от первоначальных;
- если в том месте, где соприкасается юбка поршня и стенка цилиндра размер изменился на 0,03 мм.
Таким образом, два указанных параметра вполне могут дать ответ на вопрос – стоит или нет растачивать цилиндр. Если есть хотя бы одно из перечисленных выше изменений, то ответ очевиден – расточка необходима.
Существую также более худшие ситуации, когда в верхней части цилиндра появляется, так называемый, «ступенчатый» дефект. Образовавшаяся ступенька сокращает время износа цилиндра, поршневых колец, посадочных мест на поршне под кольца, в результате чего во время езды появляются очень ощутимые удары. Однако, данный дефект становится заметным без каких-либо замеров. При нем изменяется характер работы двигателя – он начинает сильно вибрировать.
Это прямое показание к незамедлительному ремонту, так как сопутствующая данному дефекту эллипсоидность приводит к тому, что поршневые кольца хуже прилегают к стенкам цилиндра. Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
Как видим, кроме того, что несвоевременные устранения дефектов приводят к расходу денежных средств, они также могут нанести непоправимые повреждения сердцу транспортного средства.
В таком случае, расточка цилиндров поможет восстановить необходимые параметры данной части мотора. Однако, под расточкой имеется ввиду не только восстановление геометрических параметров цилиндров мотоцикла, но восстановление нормального положения сопрягаемых деталей относительно друг друга. Другими словами, если исправить только геометрию цилиндра, этого не хватит для восстановления нормальной соосности и нормального расположения всех основных поверхностей.
Последствием этого является появление избыточного трения, влияющее на другие конструктивные составляющие поршневой группы. Другими словами, на все подвижные детали, которые участвуют в работе двигателя и входят в поршневую группу, будет ложиться дополнительная нагрузка на изгиб, сжатие и др. Это, в свою очередь, может стать причиной дальнейшего разбивания цилиндров по ходу работы двигателя.
Таким образом, если стал вопрос о расточке цилиндра, то, конечно же, лучше это делать в мастерской – более затратно, зато менее проблематично.
Однако, в настоящее время все еще есть мастера, которые желают самостоятельно осуществить этот процесс. Возможно, у кого-то не хватает средств, а кто-то просто любит проводить время в гараже, ковыряясь в своем мотоцикле. В любом случае, самостоятельно расточить цилиндр мотоцикла возможно. Стоит отметить сразу, что способ расточки также подойдет и для автомобильного блока цилиндров. Единственный нюанс состоит в том, что обращение к токарю неминуемо, поскольку именно токарь может сделать соответствующую оправку, которая подойдет для данного процесса.
Оправка должна иметь размеры в зависимости от размеров растачиваемого цилиндра. Например, если диаметр цилиндра составляет 76 мм, то диаметр оправки должен составлять 74 мм, а ее длина должна превышать длину цилиндра примерно на 150 мм, хотя можно и немного больше. После того, как оправка будет готова, в ней необходимо проделать отверстие, в которое будет вставляться вороток, и еще ножовкой пропилить вдоль паз, глубина которого должна составлять примерно 10 мм.
Процесс расточки цилиндра
Процесс расточки цилиндра относительно несложный. Однако, он займет очень много времени монотонной работы.
Кроме оправки также понадобится хорошая влагостойкая наждачная бумага крупной фракции, а также пару листов наждачной бумаги мелкого зерна для набивки зеркала. Когда все инструменты есть в наличие, то можно приступать непосредственно к процессу расточки цилиндра. Для этого необходимо вставить наждачную бумагу крупной фракции в паз, после чего обернуть ей оправку. Наждачную бумагу следует также хорошо пропитать маслом и можно вставлять в цилиндр.
Следует следить за тем, чтобы оправка с наждачкой правильно входили в цилиндр, иначе есть риск расточить его не под ремонтный размер. Для этого нужно осуществить проверку. После того, как оправка обмотана наждачной бумагой, следует ее поместить в цилиндр, если она слишком свободно входит, то под наждачку нужно подложить бумагу, и снова попробовать. Необходимо добиться того, чтобы оправка с наждачкой в цилиндр входили туговато, с помощью вращения. Когда все сделано, можно начинать вращать инструмент для растачивания внутри цилиндра.
При этом следует каждый раз наждачную бумагу смазывать маслом – это предотвратит ее частое забивание. Как только появилось чувство, что наждачка внутри цилиндра вращается легко, нужно снова под нее подложить бумагу и продолжить процесс. По ходу расточки цилиндра, следует периодически пробовать вставлять в него ремонтный поршень. Когда поршень будет входить в цилиндр туго, можно менять наждачную бумагу на более мелкую, и начинать набивать зеркало.
Следует следить за тем, чтобы во время расточки цилиндра мотоцикла поршень не болтался, но и его движение было не затруднено.
Ведь мотоциклы имеют воздушное охлаждение и цилиндр нагревается очень сильно, поэтому плотная его расточка может привести к тому, что поршень будет клинить при нагреве, и обкатка мотоцикла принесет одни мучения.
Прежде, чем начать растачивать цилиндр мотоцикла самостоятельно, следует помнить о том, что лучше всего это дело сделает специалист на специальном расточном станке.
В данном случае, цилиндр будет расточен идеально. А вот вручную идеальной расточки можно и не добиться, в результате чего просто потеряется драгоценное время на пустую работу, которую все равно придется переделывать. Поэтому, лучше всего, отдать цилиндр на расточку в мастерскую.
Ремонт цилиндра двигателя мотоцикла.
Цилиндр ремонтировать или менять?
После определённого пробега (у всех по разному) неизбежно приходит время, когда ваш мотоцикл или автомобиль, ранее такой резвый и приёмистый, становится ленивым при разгоне и не вытягивает на прямой передаче в горку, на которую раньше взлетал пулей. Замена поршневых колец вроде бы помогает, но только на короткое время. Далее, ещё немного поездив, вы обнаруживаете, что дым из выпускных труб становится ещё гуще, одновременно растёт расход топлива, а вместе с ним падает мощность. И становится определённо ясно: цилиндр (или цилиндры) нужно ремонтировать. Но перед ремонтом необходимо тщательно промерить цилиндр, получить данные о его реальных размерах и конфигурации и исходя из этого определить вид ремонта. Кстати о замерах можно почитать и в этой статье, так сказать для общего развития.
Впрочем, иногда до замеров дело не доходит, достаточно осмотреть зеркало цилиндра. Если на нём имеются глубокие задиры и вертикальные царапины, а такое можно наблюдать при поломке поршневых или стопорных колец, выпадения стопорных штифтов (на двухтактниках), то цилиндр нужно заменить новым, или расточить под ремонтный размер поршня. При этом глубина расточки будет зависеть от глубины царапин или задиров, а так же от диаметра имеющегося в наличии поршня. Если нет возможности найти качественный заводской новый поршень(или поршни), то следует воспользоваться полимерным покрытием для поршней, подробно описанным в этой статье.
Расточка цилиндра. Расточка, это операция проводимая на специальных расточных станках, но её можно сделать и на обыкновенном токарном станке, если у вас например не блок из трёх или четырёх цилиндров (как например на спортбайках), а отдельные цилиндры (например Урал, Днепр, Харлей и т.п.). Она не очень сложна и не требует сверхвысокой квалификации. Главное в этой операции сохранить перпендикулярность оси цилиндра и его основания.
А для осуществления этого необходимо изготовить планшайбу, сделав в ней отверстия под шпильки или болты крепления вашего цилиндра, затем выверить по плоскости резцом и расточить до размера горловины цилиндра. Далее не меняя положения планшайбы в патроне станка, на ней следует закрепить цилиндр, (так как он крепится на картере двигателя), и только после этого растачивать.
Попытки упростить операцию, например провести расточку в трёх или четырёхкулачковых патронах без планшайбы, как правило обречены на провал, так как после такой расточки зеркало цилиндра в тех местах, где его сжимали кулачки, уходит от нужной геометрической формы и становится овальным (или треугольным). А когда патрон станка разжимается, то если цилиндр и не был смят, и в силу своей упругости возвращается в исходное состояние, то в точках зажима обычно после проточки бразуются впадины.
Хонингование. После расточки, чтобы довести поверхность цилиндра до определённого состояния, нужна ещё одна операция, называемая хонингование. То есть создать с помощью хона очень мелкую риску (шероховатость поверхности), которая позволит на стенках цилиндра лучше удерживаться моторному маслу.
На рисунке 1 показан самодельный хон для цилиндров кроссовых мотоциклов объёмом 125 кубиков, но для аппаратов более солидных кубатур, можно изготовить точно такой же хон, но естественно увеличив соответствующий диаметр и длину под свой цилиндр. Это деревянная или текстолитовая болванка, диаметром соответствующим диаметру вашего цилиндра (чуть меньше) и длинной вашего цилиндра (чуть больше), которая имеет одно центральное отверстие и четыре вертикальных паза.
В пазы вставляем прямоугольные подпружиненные брусочки. Раньше, да и сейчас многие используют алмазные абразивные брусочки (наподобие тех, на которых точат ножи). Но за рубежом от них давно отказались, и используют специальные безабразивные бруски, которые позволяют намного увеличить ресурс отремонтированной поршневой группы. И вам советую их поискать и использовать, а кто хочет подробнее узнать о них и о правильном хонинговании, то очень советую почитать вот эту статью.
Сквозь отверстие бруска пропускаем длинную шпильку или болт, за который устройство крепится в патроне обыкновенного сверлильного станка. Затем закрепив хон в патроне, устанавливаем цилиндр на станину (плиту) сверлильного станка, но не закрепляем его. Если цилиндр закрепить жёстко, то любое, даже незначительное биение шпинделя станка приведёт к нарушению геометрической формы зеркала. Что бы этого не произошло, цилиндр нужно только придерживать руками при работе.
Задав хону частоту вращения 200 — 220 оборотов в минуту и обеспечивая от 30 до 60 возвратно-поступательных ходов за минуту, постепенно снимаем оставленный после расточки незначительный припуск и одновременно улучшаем поверхность. Для ускорения работы можно вначале использовать бруски с зернистостью 150 — 170, а под конец работы перейти на брусочки зернистостью 250 — 400. Во время работы нужно обильно и непрерывно смачивать бруски и зеркало цилиндра керосином(для отвода продуктов износа), а так же периодически контролировать размер.
Но вернёмся к началу ремонта. Предположим, что наш цилиндр не имеет дефектов, видимых невооружённым глазом. Диаметр цилиндра удобнее всего измерять индикаторным нутромером и подробнее о нём можно прочитать здесь. Измерения проводим обязательно в трёх поясах, за 10,15 мм от верхнего и нижнего торцов цилиндра и ровно посередине. И в каждом из этих поясов делаем по два замера: в плоскости качания шатуна и перпендикулярно к ней.
Проведя все замеры и записав из в табличку, вы увидите, что во всех поясах и во всех плоскостях цифры различны. Это значит, что цилиндр стал овальным, бочкообразным и конусным и вот почему. Нагрузки на его стенки со стороны поршня больше в плоскости качания шатуна, перпендикулярной поршневому пальцу. Значит и износ цилиндра в этой плоскости будет больше, чем в перпендикулярной. Отсюда и появляется элипсность (овал) у изношенного цилиндра: диаметр в плоскости пальца у изрядно поработавшего цилиндра заметно меньше, чем в перпендикулярной.
Нагрузки на стенки цилиндра и в самой плоскости качания шатуна не бывают равномерными. Наибольшие нагрузки цилиндр воспринимает примерно в средней части, а если учесть, что цилиндр например двухтактного двигателя в средней зоне ещё и весь «продырявлен» впускными, выпускными и продувочными окнами, и на оставшейся площади удельное давление значительно выше, чем было бы оно на полной(целой) площади (поверхности), становится ясно, что именно в этой зоне происходит самое значительное истирание металла и появляется бочкообразность.
Основные причины конусности цилиндра — это воздействие (трение) поршневых колец и так называемая газовая коррозия. Смысл этих явлений в том, что во время рабочего хода газы, образовавшиеся при сгорании топлива, проникают в поршневые канавки и изнутри увеличивают давление поршневых колец. По мере движения поршня вниз, давление газов падает и эта добавка (давление газов) к обычной упругости кольца снижается, давление колец на стенки цилиндра ослабевает. Из за этого цилиндр в верхней части изнашивается больше, чем в нижней.
Вернёмся опять к нашим измерениям и решим, что же делать с цилиндром? Если по результатам измерений видно, что увеличение диаметра в самом худшем случае для цилиндра класса 125 — 200 см³ составляет 0,15 — 0,20 мм, для класса 350 см³ составляет 0,20 — 0,25 мм, и для класса 500 -650 см³ составляет 0,20 — 0,30 мм, то можно уверенно сказать, что цилиндру необходим ремонт.
Что касается конусности цилиндра, то её можно определить более простым способом — при помощи поршневого кольца. Вставьте его в цилиндр и замерьте с помощью набора щупов зазор в замке кольца, вставляя его попеременно в уже известных вам верхнем и нижнем поясах. Разницу между этими величинами разделите на число 3,14 и вы получите общепринятое выражение конусности. Если полученная вами величина превышает 0,06 — 0,08 мм (меньшая величина для мопедов), то цилиндр так же нуждается в ремонте.
Хонингование не годится для ремонта конусных, овальных или бочкообразных цилиндров, потому что абразивные брусочки в хоне сидят подвижно (подпружинены) и копируют неравномерно изношенные стенки цилиндра. Для устранения этих видов износа существует другой способ ремонта, который называется притирание.
Притирание часто применяют вместо хонингования как окончательную операцию после расточки. Но можно вообще заменить расточку притиркой, правда это растягивает процесс ремонта, но даёт хорошие результаты. Для этой операции рабочий инструмент — разжимной притир показан на рисунке 2 . Его корпус 1 обычно изготавливают из стали, а втулку 2 из мелкозернистого чугуна с твёрдостью НВ 140. Сначала нужно выточить заготовку втулки и её длинна примерно от 100 до 150 мм (зависит от объёма цилиндра), оставляя припуск по наружному диаметру и окончательно обрабатывая внутреннее конусное отверстие. Далее заготовку либо разрезают вдоль оси одним сквозным проходом ножовки или фрезы (см. рисунок 2), либо делают четыре несквозных разреза: два с одной и два с другой стороны, не доводя их примерно на 20 мм до конца (см. рисунок 3).
После этого нужно изготовить корпус (конус), на наружном торце которого сверлим отверстие и нарезаем резьбу под болт М12 — М 14, как показано на рисунке 2, или оставляем хвостовик и на нём нарезаем резьбу, как это показано на рисунке 3. Далее втулку надеваем на конус, закрепляем болтом и окончательно протачиваем под размер вашего цилиндра минус 0,1 мм. Притир для вашего цилиндра готов и теперь, как только ваш цилиндр износится, притир всегда будет готов к работе. Притирку можно вести на сверлильном станке.
На наружную поверхность втулки наносим притирочную пасту — это абразивный порошок в смеси с маслом(сейчас продаются готовые пасты для притирки клапанов). Затем надеваем цилиндр на притир, зажатый в патроне сверлильного станка. Как и в случае с хонингованием, цилиндр нельзя закреплять жёстко, нужно только придерживать руками. Обороты шпинделя устанавливаем всего 50 — 80 в минуту, а вертикальные перемещения притира делаем 30 — 60 в минуту. Время от времени цилиндр советую переворачивать, это обеспечит более равномерную обработку. Притирочную пасту, как я уже говорил, можно купить готовую, и она годится в конце работы, так как сильно мелкая (имею введу для клапанов), а на начальном этапе, чтобы увеличить скорость обработки нужно использовать абразивную пыль покрупнее — зернистостью 150 — 170. Её можно сделать самому, истирая абразивные брусочки один об другой. Заканчиваем обработку мелкими полировочными пастами.
Когда в процессе работы вы почувствуете, что притир начинает свободно вращаться в цилиндре, то болт или гайку на притире нужно подтянуть настолько, чтобы вращение стало немного тугим, думаю принцип понятен. Периодически нужно останавливать станок и промывать цилиндр и притир, удаляя продукты обработки и накопившуюся грязь, а так же периодически проверять диаметр цилиндра измерительным инструментом или новым поршнем, под который притирается цилиндр.
По окончании работы цилиндр тщательно промываем вначале бензином или соляром, затем керосином или тёплой мыльной водой. После промывки водой, цилиндр нужно сразу высушить феном и смазать зеркало маслом. После сборки мотора с новой поршневой, естественно её нужно обкатать (как обкатать машину читаем тут).
Ну а если кто то захочет поменять гильзу в своём цилиндре, то как это сделать советую почитать вот тут.
Вот вроде бы и всё. Как видно из выше описанного, сделать ремонт цилиндра двигателя самостоятельно, не пользуясь услугами сервиса, не так уж и сложно, удачных всем поездок.
Расточка блоков цилиндров
Не верьте тому, кто говорит, будто расточка блока цилиндров – манипуляция, которую можно эффективно выполнить самостоятельно, не прибегая к услугам профессиональных автосервисов. Своими руками можно только извлечь головку блока цилиндра, и установить её обратно – это, пожалуй, и все действия, на которые способен простой обыватель, не обладающий необходимыми знаниями, опытом и инструментом.
Квалифицированную расточку блока цилиндров можно выполнить только в специализированном центре по обслуживанию автомобильных двигателей. Непременными условиями и важными составляющими проведения этого процесса является наличие:
- специализированного оборудования и инструмента;
- квалификации мастера.
Почему цилиндр нуждается в расточке?
Блоки цилиндров – достаточно прочный элемент двигателя, поэтому их поломки возникают крайне редко. Единственной причиной, по которой следует производить расточку блока цилиндров двигателя – превышение срока эксплуатации, указанного производителем. При этом частота внеплановых ремонтов тоже имеет место.
Достаточно частым явлением в последнее время стало форсирование или тюнинг мотора, когда производится расточка головки блока цилиндра. Для выполнения этого заказчику следует конкретизировать назначение подобного вида манипуляций с двигателем.
Технологический процесс расточки блока цилиндров
Чтобы избежать излишне самонадеянных попыток расточить блоки цилиндра самостоятельно, следует знать обо всех сложностях технологии этого процесса. Итак, главные тонкости заключаются в том, чтобы мастер должен придерживаться принципа перпендикулярности и параллельности по отношению к базе.
Как правило, точкой отсчёта для определения параллельности является распредвал. Кроме того верхний изношенный или дефектный слой должен составлять не более 0,1 мм для предотвращения перекоса. Хонингование – заключительный этап расточки, это одна из обязательных процедур при расточке блока цилиндров, которую провести в домашних условиях невозможно.
Степень сложности расточки может быть различной, и это сказывается, в первую очередь, на стоимости услуги. Наш автосервис предоставляет услуги по расточке блока цилиндров в Санкт-Петербурге, при этом специалисты имеют опыт работы со всеми типами дизельных двигателей. Лояльная политика ценообразования вкупе с высоким качеством предоставления услуг и превосходным сервисом – всё, что вам необходимо знать об услуге расточки блока цилиндров в автосервисе «Дизель-Моторс»!
Как обрабатывать блок цилиндров для ремонта двигателя Ford
Измерение критических размеров блока позволит определить, остается ли он в пределах допусков, рекомендованных производителем. Если отверстия цилиндра остаются концентрическими и не имеют чрезмерной конусности, возможно, вам удастся просто отточить их. Но имейте в виду, что в процессе хонингования материал удаляется со стенок цилиндра, что может привести к выходу отверстия за пределы допуска. Другими словами, если сомневаетесь, сделайте растачивание цилиндров.Любой двигатель с большим пробегом значительно выиграет от расточки, так как в результате этого процесса цилиндры вернутся к концентрической форме и улучшится их центровка относительно друг друга.
Этот технический совет взят из полной книги
КАК ВОССТАНОВИТЬ ДВИГАТЕЛИ FORD С БОЛЬШИМИ БЛОКАМИ. Подробное руководство по этой теме вы можете найти по этой ссылке: УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕПОДЕЛИТЬСЯ СТАТЬЕЙ: Пожалуйста, не стесняйтесь делиться этой записью в Facebook / Twitter / Google+ или на любых автомобильных форумах или блогах, которые вы читаете.Вы можете использовать кнопки социальных сетей слева или скопировать и вставить ссылку на веб-сайт: https://www.diyford.com/machine-cylinder-block-big-block-ford-engine-rebuild/
После того, как вы решили расточить блок, вы должны решить, на сколько. Как правило, вы хотите, чтобы цилиндры растачивались как можно меньшего размера. Для большинства двигателей легко получить поршни и поршневые кольца размером от 0,020 до 0,060 дюйма. Но в случае с двигателями Lima и некоторых других серий Ford ваши возможности могут быть более ограниченными.Механические мастерские часто рекомендуют растачивать ваши цилиндры до следующего увеличенного диаметра, который ближе всего к, скажем, размеру отверстия Chevrolet, таким образом увеличивая доступность и снижая стоимость поршневых колец. Поршни — это совсем другое дело, так как помимо негабаритности необходимо учитывать ряд факторов. Я расскажу об этом более подробно чуть позже в этой главе.
Блок цилиндров, шаг за шагом
Шаг-1: Настройка блока цилиндров в работе расточного станка
После измерения, очистки и магнафлюксинга блок устанавливается в сверлильный станок.Мы решили расточить наш блок размером 0,030 дюйма из-за износа из-за большого пробега и ржавчины в цилиндрах из-за того, что двигатель не эксплуатировался в течение нескольких лет.
Шаг-2: Расточка цилиндров
Расточная оправка устраняет конусность и снова делает каждый цилиндр концентрическим при подготовке к чистовой обработке. Фактический процесс растачивания удаляет примерно на две-три тысячные меньше материала из цилиндра, чем общий запланированный размер, что позволяет в процессе хонингования довести цилиндр до размера, необходимого для поршня.
Шаг 3: Заточка цилиндров
После расточки блок устанавливается в хонинговальную головку цилиндра для чистовой обработки. В станке используются камни с двумя разными зернами, при этом смазочно-охлаждающая жидкость вводится для достижения надлежащей отделки в каждом отверстии цилиндра.
Шаг-4: Используйте высокоплато Hone (если применимо)
Мы используем хонку High Plateau для облегчения уплотнения поршневых колец из Moly.Гил Джордан рекомендует от 15 до 20 ходов в каждом отверстии с хонингованием, прикрепленным к двигателю сверлильного станка диаметром 1/2 дюйма.
Шаг 5: используйте образец перекрестной штриховки
Желаемая отделка стенок цилиндра — это мелкая поперечная штриховка примерно под 30 градусов. Это позволяет поршневым кольцам быстро и тщательно прилегать и герметизировать.
Шаг 6: Очистка отверстий подъемника
Для очистки отверстий подъемника используйте шлифовальную головку. Хотя в отверстиях подъемника редко возникают проблемы, они могут быть повреждены из-за отказа подъемника во время высокопроизводительных операций или изъедены из-за ржавчины.В этих случаях отверстия подъемника можно наложить втулки и отточить до заводских спецификаций, чтобы сохранить блок цилиндров в хорошем состоянии. Шариковые шлифовальные головки большего диаметра иногда используются для очистки отверстий цилиндров, которые не подвергаются полной обработке.
Шаг 7: Замена подшипников кулачка
Подшипники кулачка необходимо заменять каждый раз при химическом обезжиривании блока.Мы выбрали эти высокоэффективные подшипники Dura-Bond для работы.
Шаг 8: Установите подшипники кулачка
Для установки кулачковых подшипников в блок требуется специальный инструмент и некоторый опыт. В то время как двигатели Ford серии Lima используют кулачковые подшипники только одного размера в каждой шейке, другие имеют специальные подшипники для определенных шейек (уменьшаются при движении назад от передней шейки, где нагрузки являются наибольшими). Использование единого размера для всех кулачковых подшипников считается одним из немногих недостатков двигателей серии Lima, поскольку они иногда имеют склонность к раскручиванию кулачковых подшипников из-за недостаточной смазки или зазора.В результате важно убедиться, что отверстия для подачи масла между подшипниками кулачка и блоком цилиндров правильно выровнены и что распределительный вал свободно вращается при установке. Производители рекомендуют размер отступа (от лицевой стороны блока) для подшипника кулачка №1 (переднего). Самым важным является правильное выравнивание подшипника и масляных каналов, которые питают их от каналов в блоке.
Наконечник для профессиональных механиков
Блок серии Lima, в котором повреждены подшипники с вращающимся кулачком, не обязательно обречён на свалку.Ваш механический цех может спасти блок, просверлив отверстия подшипников и используя кулачковые подшипники для двигателей Ford серии FE, которые имеют те же шейки кулачков с внутренним диаметром 2,124 дюйма, что и серия Lima, но постепенно увеличиваются по внешнему диаметру при перемещении спереди назад. блок.
Шаг 9: модификация системы смазки — необязательно (совет по производительности)
Существует несколько простых модификаций системы смазки, которые значительно улучшат поток масла и продлят срок службы вашего двигателя. Масляный канал, расположенный в месте крепления масляного фильтра к блоку, увеличен, скошен и скошен с помощью высокоскоростной шлифовальной машины для облегчения потока масла.
Шаг-10: Масляный канал для снятия фаски (дополнительно)
Используя прокладку, которая устанавливается между масляным насосом и блоком цилиндров в качестве шаблона, совместите и сделайте фаску с этим каналом с помощью высокоскоростной шлифовальной машины.
Шаг-11: Совместите масляный канал с подшипником
Установка верхней половины вкладыша коренного подшипника в его седло в блоке обычно выявляет серьезное несоответствие между масляным каналом в стенке коренного подшипника и канавкой в подшипнике, которая переносит важнейшую охлаждающую и смазывающую жидкость к подшипнику. кривошип.Ручная шлифовальная машина легко исправит эту ситуацию, совместив масляный канал с подшипником. На двигателях серии Lima это несоответствие чаще всего встречается в передней (№1) главной магистрали.
Шаг-12: Переходы со скошенными кромками
Масляные каналы в шейке шатуна коленчатого вала скошены и сглажены, что обеспечивает достаточный поток живительного масла к подшипнику.Только тонкий слой масла смазывает и охлаждает поверхности трения между подшипниками и вращающимся узлом, а правильная подача масла имеет первостепенное значение для долговечности двигателя.
Коленчатый вал, поршни и шатуны, шаг за шагом
Шаг-1: Шатуны
Двигатели Ford серииLima вышли с завода с довольно мощными шатунами, так что есть вероятность, что, если ваш двигатель не потерпел катастрофический отказ, вы сможете повторно использовать стандартные стержни.Даже в тех случаях, когда двигатель не подвергался неправильной эксплуатации, вы должны учитывать износ и давление, оказываемое на шатуны. Их необходимо проверить, чтобы убедиться, что шатуны (конец шейки коленчатого вала) остаются концентрическими. Это достигается на шатунной машине Sunnen. Колпачок надевается обратно на стержень и затягивается с правильным крутящим моментом, прежде чем машина измерит диаметр.
Шаг-2: Установите болты стержня
Перед изменением размеров мы установили наши шатуны с помощью болтов ARP.Я обнаружил, что установка нового оригинального оборудования или качественных болтов стержня послепродажного обслуживания — недорогой способ избежать преждевременного выхода из строя восстановленного двигателя. Специальное примечание: ARP рекомендует соблюдать определенные процедуры при использовании болтов шатуна, в одном из которых описывается использование датчика растяжения для получения надлежащего крутящего момента. Если у вас нет измерителя натяжения, они рекомендуют использовать смазку ARP Moly Assembly Lube на болтах и выполнить три цикла затяжки по 50 фут-фунт на болтах для достижения надлежащего растяжения.Также обратите внимание, что болты стержня ARP имеют другие характеристики крутящего момента, чем болты OE.
Написано Чарльзом Р. Моррисом и переиздано с разрешения CarTech Inc
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга. Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
Подготовка блока двигателя к гонкам — основные процедуры
Вы когда-нибудь разбивали расходы, связанные с созданием нового гоночного двигателя? Или даже восстановить старый двигатель? Если вы были удивлены тем, сколько стоит просто подготовка блока к сборке, вы, конечно, не одиноки.Новые гонщики особенно часто удивляются тому, сколько денег уходит на подготовку нового блока двигателя, чтобы он был готов к гонкам. «В конце концов, — говорят они, — это новый блок, или он работал нормально, пока мы не взяли его для восстановления, — разве все это действительно необходимо?»
В этом месяце мы собираемся взглянуть на все «вещи», которые входят в подготовку блока до того, как к нему будет прикреплена первая часть. От чистки до расточки цилиндров и замерзания свечей: что важно, без чего можно обойтись (правда, немного) и что вы можете сделать самостоятельно?
Посмотреть все 7 фотографийКогда дело доходит до подготовки блока двигателя, большинство задач можно разделить на две категории.Называйте их как хотите, но их легко резюмировать, называя их «Основы» и «Дополнительная миля». Основы — это те процессы обработки, которые действительно должны выполняться только для того, чтобы двигатель работал нормально. Эти процессы включают растачивание и хонингование цилиндров, выравнивание хонинговальной магистрали и настил блока. Дополнительная миля включает в себя действия, которые позволяют выжать из двигателя все до последней капли доступной мощности. Эти задачи также увеличивают долговечность. К ним относятся правильная индексация отверстий подъемника, определение высоты туннеля кулачка относительно средней линии кривошипа и даже полировка масляных каналов.Независимо от того, потратите ли вы деньги на процедуры Extra Mile, решать вам, но если вы участвуете в гонках в более низких классах, вы обычно можете обойтись без них. Если вы участвуете в гонке с запасным блоком, часто не хватает дополнительного материала для исправления ошибок с помощью дополнительной обработки, поэтому вы просто должны сделать все возможное, используя то, что у вас есть. По мере прохождения процедур мы предполагаем, что имеем дело с новым блоком. Каждый раз, когда критерии изменяются для перестроенного блока, мы будем упоминать об этом отдельно. Кроме того, спасибо KT Engine Development из Конкорда, Северная Каролина, за то, что они поделились с нами большей частью своего прайс-листа для этой статьи.
Не позволяйте названию вводить вас в заблуждение. Мы называем это «Основы», но это не значит, что процедуры обязательно просты. Вы можете собрать двигатель самостоятельно, но почти каждый из нас должен полагаться на слесаря, который позаботится о резке блока. Найдите человека, которому вы доверяете, который выдержит самые жесткие допуски к вашему блоку. В конечном итоге это окупится.
Очистка Да, это необходимый шаг, даже если вы используете новый блок. Новые блоки часто могут иметь литейный шлак в трещинах и щелях, и это становится большой серьезной проблемой, если его не удалить перед сборкой.Это шаг, который вы определенно можете сделать самостоятельно. Если блок новый, все, что вам нужно, — это шланг для воды и множество щеток, чтобы все тщательно оттереть. Однако, если вы чистите реконструкцию, работа усложняется. Вам необходимо использовать горячую воду и очиститель, способный удалить жир и сажу, которые накапливаются повсюду. Когда вы закончите, не забудьте нанести на все поверхности тонкий слой WD-40 или другого легкого масла, как только поверхность высохнет, чтобы предотвратить ржавчину.
Посмотреть все 7 фотографийПроизводители двигателей обычно берут около 120 долларов за очистку блока, и большинство гонщиков считают, что деньги потрачены не зря, чтобы избежать хлопот. Изготовители двигателей обычно используют мягкую кислотную или щелочную промывку либо в горячем баке, либо в струйном опрыскивателе. Независимо от того, решите ли вы сделать это самостоятельно или поручите свою моторную мастерскую выполнять обязанности, убедитесь, что заглушки замораживания и галереи удалены заранее, чтобы все, что спрятано за ними, могло вылезти наружу. После завершения всех процессов обработки блок необходимо снова очистить, чтобы избавиться от накопившихся машинных масел и металлических осколков, оставшихся после резки.
Звуковые испытания и испытания под давлением Нет смысла выполнять машинную работу с блоком, который может даже оказаться непригодным для использования. Вот почему разумно испытать блок звуком, прежде чем прилагать к нему много усилий. Звуковое тестирование может быстро и легко определить толщину стенок цилиндра. Это важно даже для нового блока, потому что сдвиг сердечника может привести к тому, что одна сторона стенки цилиндра станет слишком тонкой. Производитель двигателей Питер Гилд из PME Engines говорит, что ему нравится видеть толщину стенок цилиндра не менее 0.275 дюймов. Акустический тестер также способен уловить блок, который слишком далеко ушел, чтобы его снова можно было восстановить.
Если у вас есть замораживающие пробки, рекомендуется также испытать блок под давлением перед началом крупных проектов. Испытание давлением проводится путем заполнения водяных рубашек и последующего добавления давления воздуха, чтобы увидеть, есть ли какие-либо трещины или утечки. Оба эти процесса следует повторить после того, как вся работа с машиной будет сделана, чтобы убедиться, что вы не отрезали слишком много. Многие машинисты говорят, что они видели ситуации, когда кусок литейного шлака, который был выбит во время одной из процедур резки, открывал точечное отверстие в водяной рубашке.Единственный способ уловить это — окончательная проверка давления перед сборкой двигателя.
Выравнивание-хонингование основных отверстий Выравнивание основных отверстий для шейки кривошипа должно быть первой выполняемой операцией механической обработки, потому что в идеале любая другая операция обработки должна проводиться за пределами центральной линии кривошипа. Поскольку кривошип не находится в блоке, эта точка определяется отверстием корпуса. Когда это будет сделано, колпачки должны быть правильно установлены на блок и затянуты на место.Также рекомендуется прикрутить старый корпус масляного насоса на место, чтобы имитировать создаваемое искажение.
Процесс центровки основных отверстий обеспечивает правильность внутреннего диаметра корпуса отверстия и идеальное совмещение всех отверстий, что исключает чрезмерный износ подшипников в любых высоких или низких точках. Хороший машинист раскручивает блок на 180 градусов во время процесса и пропускает хонингование через отверстия в противоположном направлении за несколько проходов. Это обеспечивает идентичность всех отверстий и отсутствие провисания расточной оправки.Обычно эта процедура стоит 225 долларов.
Просмотреть все 7 фотографийРастачивание и хонингование Растачивание — это процесс отрезания металла твердосплавным режущим инструментом. Хонингование почти такое же, за исключением того, что используется камень, и вы имеете дело с гораздо меньшими приращениями.
Растачивание и хонингование — это не просто вырубка отверстий цилиндров до большего размера. Вы должны убедиться, что каждый цилиндр является идеально круглым и прямым (перпендикулярно средней линии кривошипа). При расточке блока машинист должен использовать приспособление, которое устанавливает блок на седла кривошипа, и другое приспособление, которое определяет правильное место для каждого цилиндра (обычно пластина B-H-J Bor-Tru).Это может помочь исправить несоосность отверстия цилиндра на заводе. Обычно отверстия просверливаются в пределах примерно 0,005 или 0,006 дюйма от конечного диаметра.
Последний кусок материала специально оставляется для удаления в процессе хонингования. При правильном хонинговании отверстия остается мелкая штриховка впадин, в которых скапливается масло. На идеально гладкой стенке цилиндра кольца очень быстро изнашиваются. Что касается гонок, убедитесь, что ваш машинист установил динамометрическую пластину перед хонингованием. Тормозная пластина имитирует растяжение, вызванное затяжкой головки блока цилиндров на месте.Кроме того, вы должны использовать прокладку головки между блоком и тормозной пластиной, чтобы должным образом имитировать напряжение, вызванное головкой блока цилиндров. Прокладка головки должна быть того же типа, что и в окончательной сборке. Гилд говорит, что он видел отклонения, вызванные хонингованием с использованием прокладки головки блока цилиндров стандартного состава и последующей сборкой двигателя с прокладкой из многослойной стали. Обычно хонингование выполняется серией постепенно более мелких камней (обычно трех) и занимает некоторое время. Вот почему процесс расточки и хонингования цилиндров может стоить 300 долларов и более.
При ремонте, если двигатель не был поврежден, часто можно обойтись легкой повторной хонинговкой, которая удаляет всего 0,0005 дюйма. Этого достаточно, чтобы протравить стенки цилиндра, но удаляет так мало, что вам не нужно увеличивать размер поршня.
Просмотреть все 7 фотографийУкладка настила блока Укладка настила — это процесс обрезки части блока, с которой сопрягаются головки цилиндров. Это важно по нескольким причинам. Во-первых, часто бывает необходимо удалить какой-то материал с этой части блока, чтобы «выровнять» головки блока цилиндров.Палуба блока должна быть перпендикулярна средней линии коленчатого вала. В V-8 деки по обеим сторонам блока расположены под углом 90 градусов друг к другу. Блок также должен быть украшен, чтобы обеспечить хорошую ровную поверхность, чтобы можно было добиться хорошего уплотнения прокладкой.
Наконец, блок часто необходимо декорировать, чтобы достичь нужной высоты настила. Высота деки — это расстояние от центральной линии кривошипа до поверхности деки. Обычно высота платформы устанавливается всего на несколько тысячных долей выше верхней части поршня, когда она находится в ВМТ.Манипулирование высотой деки блока помогает добиться сжатия, а также обеспечивает надлежащую зону закалки. Закалка — это когда поршень оказывается в пределах от 0,060 до 0,045 дюйма от деки головки (включая толщину прокладки). Правильная зона закалки способствует хорошему движению смеси воздух / топливо и более эффективному сгоранию. Каждый раз, когда вы меняете высоту платформы, вы также должны убедиться, что остается достаточный зазор между поршнем и клапаном. Кен Траутман из KT Engine Development говорит, что укладка нового блока обычно стоит около 175 долларов.
Выровняйте-проточите / затачивайте туннель кулачка Туннель кулачка следует выровнять-расточить или, по крайней мере, отточить на новом блоке по тем же причинам, что и основные колпачки / седла. Однако, как только он будет правильным, этот процесс обычно не требуется повторять. В отличие от главных цапф, где детонация может вызвать деформацию, отверстия кулачка не испытывают слишком большого напряжения. При ремонте туннель кулачка следует отточить, если имеется подшипник вращающегося кулачка.
Многие производители двигателей по возможности используют распределительные валы увеличенного размера, чтобы снизить вероятность изгиба распредвала.Это требует увеличения отверстий кулачков даже больше, чем обычно. То же самое верно, если вы собираетесь установить подшипники роликовых кулачков. Хонингование отверстий кулачка обычно стоит около 40 долларов или около того, но если вам требуется, чтобы механик увеличил диаметр отверстия на 0,010 или более, ожидайте, что эта цена подскочит ближе к 75 долларам.
Как указывалось ранее, шаги в категории «Дополнительная миля» не помешают вашему двигателю работать, но в некоторой степени помогут вам получить преимущество. Это может быть мощность, повышенная долговечность или небольшая разница в управляемости вашего автомобиля.Эти процессы недешевы, поэтому, если вы участвуете в гонках более низкого класса, вы, вероятно, найдете более эффективные способы потратить свои деньги. Однако, если вы участвуете в гоночной серии, где конкуренция является жесткой, эти процессы могут быть необходимы, чтобы не отставать от лучших автомобилей.
Просмотреть все 7 фотографийЦентровка клапанного механизма Фактически это включает два шага — правильное расположение отверстий под кулачки и подъемных отверстий, — но они работают рука об руку. Ранее мы упоминали растачивание и хонингование туннеля кулачка, которое делается для обеспечения правильного размера отверстий и их совмещения друг с другом.Выравнивание клапанного механизма делает еще один шаг вперед, гарантируя, что центральная линия распределительного вала находится на правильном расстоянии от средней линии кривошипа. Это может быть немного отключено на серийно выпускаемых блоках и может повлиять на синхронизацию кулачка.
Правильное выравнивание отверстия подъемника обычно достигается с помощью приспособления B-H-J, которое работает почти так же, как и приспособление, которое центрирует отверстия цилиндра. Если отверстие подъемника не совмещено, многие производители двигателей могут развернуть его, вставить втулку, а затем заново прорезать отверстие подъемника в нужном месте.Это может помочь в нескольких областях. Во-первых, улучшенное выравнивание подъемника и кулачков кулачка помогает обеспечить их надлежащий износ, что является проблемой при использовании сегодня высоких жесткости пружины. Во-вторых, при проектировании кулачка предполагается, что подъемники находятся в правильных местах. Если они отклонены на градус или два, они будут контактировать с распределительным валом в точке, отличной от предполагаемой проектировщиком, и вызовут события открытия и закрытия клапана либо раньше, либо позже, чем предполагалось.Это, конечно, будет стоить вам энергии.
Очистить масляные галереи Масляные галереи уже должны быть проверены и очищены от любых препятствий во время процедуры очистки. Примеры препятствий включают металлическую стружку от процессов механической обработки, литейный шлак, куски дроби (если блок подвергался дробеструйной очистке) и просто неопознанный мусор. Удаление заусенцев или полировка галерей — это еще один шаг вперед. Чтобы жизненно важное моторное масло легко стекало в нужные места с минимальными усилиями перекачки, многие производители двигателей полируют галереи.Проще всего это сделать с помощью куска наждачной бумаги или мелкой наждачной бумаги, прикрепленной к длинному тонкому стержню. Подбросьте стержень электродрели и вращайте наждачное полотно, перемещая его по всей длине галереи. Если эта процедура проводится, ее следует делать перед окончательной очисткой блока.
Молния Молния блока не добавляет ни мощности, ни прочности, но может сделать вас быстрее на трассе. Питер Гилд говорит, что вы можете легко удалить от 5 до 6 фунтов из стандартного блока, не жертвуя при этом долговечностью.Сюда входит профилирование основных зазоров и шлифовка ненужных выступов. Вы можете сделать кое-что из этого с помощью кофемолки, но помните, что это тяжелая работа с небольшими результатами. Снятие веса с двигателя позволяет вам переместить больше его на рельсы рамы, где вы можете отрегулировать его положение для улучшения управляемости, но большая часть того, что вы удаляете, уже довольно низка. Тем не менее, это может быть полезно, если у вас проблемы с получением достаточного веса в процентах от задних шин.
Просмотреть все 7 фотографийВ данной статье предполагается, что вы используете незавершенный блок, который требует механической обработки, прежде чем он будет готов к сборке.Некоторые производители, такие как Dart, Brodix и World Products, предлагают уже обработанные блоки двигателя. В большинстве случаев они обрабатываются в соответствии со стандартными спецификациями. Некоторые производители позволяют выбирать из списка опций. Это хороший выбор, если вы предпочитаете выполнять большую часть работы самостоятельно или у вас нет поблизости автомастерской. Некоторые оставляют окончательное хонингование, чтобы оно соответствовало вашему окончательному размеру поршня, но другие подготавливают двигатель, поэтому все, что вам нужно сделать, это промыть его и начать предварительную сборку.Если вы выберете этот вариант, убедитесь, что вы уверены в своей способности проверить все критические зазоры, чтобы детали, которые вы собираете в свой блок, соответствовали правильным допускам.
Увеличьте рабочий объем двигателя с помощью расточки.
«Насадки буровые»
Вы можете увеличить мощность двигателя, увеличив его мощность.
Это довольно сложный процесс, требующий серьезных исследований и подготовки.
Если только вы не хотите повторять свои шаги и идти другим путем на полпути к работе.
У некоторых участников TorqueCars.com были перебаррены двигатели, и это действительно кажется хорошим способом увеличить мощность.
Однако есть несколько вещей, которые мы должны принять во внимание.
Цилиндры являются основной частью любого двигателя, в них происходит сжатие и сгорание.
Двигатель объемом 1 литр имеет объем цилиндра, равный 1 литру (0,25 литра на цилиндр в 4-цилиндровом двигателе — он заполнен топливом и воздухом). Затем смесь сжимается для воспламенения и сгорания внутри цилиндра.
Степень сжатия — еще один ключевой элемент в двигателе, и если она слишком высока, вы можете создать детонацию двигателя, также известную как детонация, так что это еще один фактор, который необходимо учитывать при увеличении объема цилиндров двигателя.
Увеличьте объем цилиндра и выходную мощность вашего двигателя с помощью переточки.
Цилиндр обычно состоит из чугунного блока, но в некоторых двигателях, изготовленных из алюминия, имеется стальная гильза, например, в двигателях, впервые разработанных Alfa Romeo.
В этой статье мы говорим в первую очередь о чугунных блоках, поскольку они имеют больше возможностей для увеличения объема цилиндров.
По сути, чем больше вы начнете, тем больше будет выигрыш в мощности.
Если у вас есть алюминиевый блок, вы можете установить немного более тонкую гильзу, и единственным другим вариантом будет комплект строкера, о котором компания Torquecars более подробно расскажет в следующей статье.
Высверливание чугунного блока до большего размера увеличит объем цилиндра.
Очевидно, что с цилиндром большего диаметра вам нужно будет сопоставить его с поршнем большего диаметра.
Хотя это звучит как простая работа, вы должны выполнить сверление, сохраняя концентричность, чтобы они обрабатывались параллельно центральной линии кривошипа и на той же высоте деки.
Не забывайте всегда прорезать штриховку на стенке цилиндра, чтобы облегчить прилегание поршневых колец и поддержать хорошую степень сжатия.
Не пытайтесь выполнить расточку самостоятельно с помощью фрезы, так как вы не получите достаточно хорошей отделки — это создаст следы вибрации, в то время как правильный кондукторный сверлильный станок будет работать с точностью до одной тысячной, а затем закончить с точным хонингованием.
Блоки часто похожи. Двигатели 1600, 1800 и даже 2000 имеют одинаковый блок, но внутренний размер цилиндра отличается.
В случае этих двигателей расточка до большего размера и установка поршней от двигателя большего размера эффективно увеличит рабочий объем цилиндра двигателя.
В некоторых редких случаях единственная разница между двигателем большего размера — это форма, размер и профиль поршней.
После расточки цилиндра измерьте объем камеры и обработайте головки, чтобы сбалансировать их, а также удалите весь материал, необходимый для получения правильной степени сжатия.
Не удивляйтесь, если вам не удастся получить поршни, соответствующие выбранному вами размеру расточки, если вы не выполнили предварительное исследование.
В соответствующем механическом цехе вам подскажут, какие размеры цилиндра лучше всего подходят для какого поршня, и они также проведут стресс-тесты, чтобы определить максимальное количество или расточку, с которыми может справиться блок.
Другой способ увеличения объема двигателя — использование строкера. Кривошип в наборе хода позволяет увеличить ход двигателя, тем самым увеличивая объем цилиндра.
(Поршень с более низким сжатием также увеличивает камеру сгорания в ВМТ, но требует других изменений для увеличения мощности.) Обычные комплекты увеличивают объем двигателя Subaru 2.0 или Skyline до 2,5 литров.
Комбинация гребного комплекта с расточкой максимально увеличивает доступную мощность, если все сделано правильно.
FYI: cc’c двигателя регулируется диаметром цилиндра x ходом x количеством цилиндров
Если на вашем двигателе царапины в цилиндре и низкая компрессия, вы можете подумать о повторной расточке двигателя, и пока вы работаете с ним, вы можете расточить его до большей мощности и установить новые поршни, соответствующие большему отверстию.
При разборке двигателя всегда заменяйте болты головки цилиндров и болты штока. Болты крышки коренных подшипников на новые заменять не нужно. Также стоит заменить заглушки сердечника (которые выскакивают при замерзании двигателя).
Когда двигатель будет снят с автомобиля, воспользуйтесь возможностью и замените его новыми деталями. (Когда двигатели остаются без охлаждающей жидкости и моторного масла более чем на несколько дней, коррозия может стать реальной проблемой).
Даже при покупке двигателя на свалке или замене двигателя TorqueCars порекомендует сначала разобрать его, заменить изношенные детали и восстановить его, чтобы впоследствии избежать проблем.
Как минимум заменить пробки сердечника, прокладку головки блока цилиндров и болты головки блока цилиндров.
Пока они отключены, у вас есть возможность осмотреть двигатель на предмет повреждений и заранее решить, будет ли рентабельным переточка, переделка кривошипа и новые поршни.
За дополнительную плату вы сэкономите много хлопот позже, когда двигатель сломается.
С урезанным двигателем у вас есть фантастическая возможность для настройки и вы можете сэкономить небольшое состояние, если сделаете все модификации двигателя одновременно.
Итак, обратите внимание на балансировку двигателя, установку более крупных клапанов, обработанную газом головку, молния кривошипа и даже более легкий маховик и сцепление, поскольку большая часть этого потребует много человеко-часов на демонтаж и повторную перестройку двигателя.
Затем запустите двигатель на низких оборотах и при езде с высокими нагрузками, например, на холмах и ускорении, замените масло и фильтр через 200 миль, а затем через 500 миль и 3000 миль, чтобы избавиться от металлических фрагментов, которые будут собираться в масле и преждевременно. износить двигатель.
(Не используйте какие-либо присадки к маслу в этот период обкатки или в течение первых 9000 миль, так как они остановят процесс отложения.)
Почему бы не присоединиться к нам на форуме, чтобы обсудить все аспекты тюнинга автомобилей с нашими постоянными экспертами и энтузиастами?
ПОЖАЛУЙСТА ПОМОГИТЕ: МНЕ НУЖНЫ ВАШИ ПОЖЕРТВОВАНИЯ, ЧТОБЫ ПОКРЫТЬ РАСХОДЫ НА РАБОТУ ЭТОГО САЙТА И ПОДДЕРЖАНИЕ ЕГО РАБОТЫ. Я не взимаю с вас за доступ к этому веб-сайту, и это экономит большинство читателей TorqueCars долларов на 100 долларов в год — , но мы НЕ ПРИБЫЛЬНЫ и даже не покрываем наши расходы.Чтобы мы продолжали работать, ПОЖАЛУЙСТА, Пожертвуйте здесь
Эта статья написана мной, Уэйнном Смитом, основателем TorqueCars, и я ценю ваши отзывы и предложения. Эта запись была находится в разделе Модификации двигателя, Тюнинг. Вы можете оставить отзыв ниже или присоединиться к нашему форуму, чтобы подробно обсудить эту статью и модификацию автомобиля с нашими участниками.
Если вам понравилась эта страница , поделитесь ею с друзьями, напишите ссылку на своем любимом форуме или используйте параметры закладок, чтобы сохранить ее в своем профиле в социальной сети.
Обратная связь
Пожалуйста, используйте наш форум , если вы хотите задать вопрос по настройке , и обратите внимание, что мы не продаем запчасти или услуги, мы просто интернет-журнал.
Помогите нам улучшить, оставьте предложение или дайте чаевые
PowerSeal USA | Часто задаваемые вопросы
Как отправить баллон?
Распечатайте и полностью заполните Заказ на выполнение работ PowerSeal USA на этом веб-сайте. Упакуйте баллон в прочную коробку, используя качественный упаковочный материал.Мы предлагаем использовать пузырчатую пленку, полностью закрывая деталь и заполняя всю коробку, чтобы избежать толчков во время транспортировки. Поместите заполненный бланк наряда на работу в коробку с цилиндром и отправьте по адресу:
.Powerseal USA
337 Колдстрим Роуд
Phoenixville, PA 19460
Когда мне вернут баллон?
Срок выполнения зависит от нашей рабочей нагрузки. Мы очень заняты с января по май. Пожалуйста, посетите домашнюю страницу, чтобы узнать текущее время оборота.Ускоренное обслуживание доступно за дополнительную плату и сокращает рабочее время на 50%. Обратите внимание, что время доставки не включает время доставки до и от нашего местоположения
.Сколько это будет стоить?
Стоимость будет варьироваться в зависимости от требуемых работ. Самый дешевый ремонт — это гальваника и хонингование. Если основной металл цилиндра поврежден, нам может потребоваться ремонт сварки и механической обработки за дополнительную плату. Чтобы сэкономить деньги , пожалуйста, снимите все шпильки, гидрораспределители и фитинги с цилиндра перед его отправкой нам.Мы удалим эти части для вас, однако мы должны взимать плату за эти услуги. Пожалуйста, обратитесь к странице «Цены» для получения информации о стандартных тарифах на обслуживание.
Как узнать, нужна ли сварка баллону?
Если основной металл под существующей обшивкой или портами и перемычками заметно поврежден, цилиндр требует ремонта сваркой. Царапины в основном металле глубиной более 0,020 дюйма, вероятно, потребуют ремонта сварным швом. Треснувший выпускной порт или перемычка впускного отверстия также потребуют сварки. В некоторых случаях мы не можем определить степень повреждения или требуемые ремонтные работы до тех пор, пока не будет удалено старое покрытие.
Если мой цилиндр перенесен, повлияет ли ремонт на измененное портирование?
Нет. Наш процесс нанесения покрытия и ремонта NikaSeal гарантирует, что ваш цилиндр будет возвращен с портами в том состоянии, в котором они были получены. Если от нас требуется восстановить поврежденный порт, мы восстанавливаем его до предыдущего измененного состояния.
Можете ли вы расточить мой цилиндр на больший рабочий объем (большое отверстие) и закрепить его?
Да. Мы предоставляем услуги по растачиванию имеющихся поршней или в соответствии с вашей спецификацией.Мы просим вас либо поставить, либо купить у нас поршень для перфорации. Обратите внимание, что при перфорации цилиндра может потребоваться модификация гидрораспределителя (ов), головки или корпуса двигателя для установки поршня большего диаметра и обеспечения надлежащей работы. Пожалуйста, позвоните по нашему бесплатному номеру для получения подробной информации.
Будет ли PowerSeal USA вносить изменения в портирование?
№ PowerSeal USA специализируется только на ремонте цилиндров и нанесении покрытий. Пожалуйста, свяжитесь с квалифицированным специалистом по настройке двигателя для внесения изменений.
Нужен ли мне поршень?
Нет. Если поршень поставляется или покупается у нас, мы подгоним диаметр отверстия и зазор поршня. Если поршень не поставляется, мы восстанавливаем цилиндр до размера отверстия OEM. Если вы хотите приобрести поршень (Wiseco, Vertex, JE, Pro-X, SPI, Wossner и другие крупные бренды доступны по конкурентоспособной цене), мы настраиваем диаметр отверстия и зазор поршня.
Почему я должен покрывать цилиндр, а не покупать новый?
Три причины: качество, стоимость и время.Подгонка и отделка цилиндров PowerSeal USA превосходят OEM. Покрытие намного дешевле, чем покупка нового цилиндра. Кроме того, если ваш цилиндр был изменен, вам придется снова заплатить за модификацию на новом цилиндре. В большинстве случаев мы можем отремонтировать ваш цилиндр и доставить вам в руки быстрее, чем вы получите новый.
Почему мой баллон должен быть покрыт гальваническим покрытием, а не с гильзой?
Установка втулки на цилиндр с ранее нанесенным покрытием — большая ошибка. Покрытие из карбида кремния и никеля обеспечивает превосходную смазку, лучшую теплопередачу и большую износостойкость, чем втулка.Правильно обслуживаемый цилиндр с гальваническим покрытием будет работать лучше и длиннее, чем цилиндр с гильзой. Кроме того, покрытие не повреждает ваши порты, что устраняет любые вопросы, касающиеся согласования портов или выравнивания гильзы.
Нужно ли мне делать что-то особенное, когда я получаю баллон и устанавливаю его?
Тщательно очистите цилиндр перед его установкой. Установите цилиндр в соответствии с рекомендациями производителя. Выполните обкатку в соответствии с инструкциями производителя. Если вы не уверены в правильности установки и процедур, обратитесь в PowerSeal USA или к вашему дилеру.Наслаждайтесь своим новым цилиндром.
Что делать, если у меня проблема с цилиндром?
В PowerSeal USA мы поддерживаем нашу работу. Мы гордимся своей программой качества и мастерством. Если вы не удовлетворены нашим продуктом, позвоните нам по бесплатному номеру телефона, чтобы мы могли решить проблему.
Расточка цилиндров — Никасил | Page 2
Это долгая история. В последнее время мотоцикл дымится и сжигает масло, поэтому я пытался найти поршневые кольца на месте или доставить их из-за границы.Я снял свой карбюратор неделю назад, так как мне нужно было заменить топливный фильтр, и я не мог добраться до него, не сняв бак и карбюратор. Как только карбюратор снова включился, мотоцикл начал шипеть и отключаться вскоре после запуска, поэтому я предположил, что у меня там какой-то мусор или утечка воздуха. Примерно через день он вообще не запускался. Он начинался, а затем отключался, как только я открывал дроссельную заслонку, мне также требовалась новая катушка в генераторе переменного тока.Я отправил его ближайшему механику, чтобы он установил магнето и проверил карбюратор (и, возможно, клапаны).Была согласована необходимая работа, а также цена за запчасть и рабочую силу. Когда я вернулся, чтобы забрать велосипед, он полностью разобрал его в поисках другой незапрошенной работы, которую он мог сказать мне, что нужно сделать, и взимал с меня плату. У него был длинный список работ, которые, по его словам, мне необходимо было выполнить (по завышенным ценам), и, поскольку байк развалился, и я не могу взять его в другое место, он в значительной степени держит его в качестве выкупа. Либо я плачу за кучу дополнительной работы, в которой нет необходимости, либо я должен платить ему за работу, которая не требовалась для разборки и повторной сборки велосипеда и замены различных прокладок.
Единственная настоящая работа в его списке — поршень / цилиндр, поэтому, пока мотоцикл в разобранном состоянии, я хочу выполнить эту работу. Желательно не им, так как я не хочу, чтобы он извлек выгоду из его недобросовестных действий.
Он утверждает, что причина, по которой он выключается, как только я его зажигаю, заключается в том, что поршневые кольца / поршень / цилиндр изношены. Мне кажется очень странным, что вместо того, чтобы постепенно изнашиваться и ухудшаться, проблема с поршнем внезапно в одночасье превратилась из велосипеда, немного подгоревшего в масло, в отсутствие бега.Тем более, что все шло нормально (с небольшим количеством дыма) вплоть до того момента, пока я не испортил карбюратор. Я чувствую запах крысы и не доверяю механику.
Теперь цилиндр отсутствует, кажется, что поршень немного болтается в цилиндре, поэтому в дополнение к замене колец похоже, что действительно может потребоваться новый поршень и / или втулка.
К сожалению, у меня нет микрометров и штангенциркулей, необходимых для измерения, и доставка некоторых из-за границы может занять недели, поэтому мне приходится полагаться на советы местных механиков, чьим советам я не доверяю, потому что они либо ковбои. или просто действительно некомпетентны (или и то, и другое).Учитывая, что я знаю, что многие хотят меня обмануть, я полон решимости делать домашнее задание и, по возможности, не поддаваться на то, чтобы делать ненужную работу или не выполнять работу, которая на самом деле необходима.
Мы очень ценим все ваши беспристрастные советы и знания.
Сможет ли двигатель обанкротиться: сколько стоит восстановить двигатель | Путеводители по покупкам
Замена двигателя — один из самых дорогих ремонтов в автомобиле, даже если вы собираете его самостоятельно.Многие люди предпочли бы продать свою машину на запчасти и купить новую или, возможно, подарить ее в качестве списания налогов. Восстановление двигателя может потребовать больших усилий и больших денег. Для некоторых избавиться от машины — не вариант. В этом случае вам нужно знать несколько важных вещей о замене двигателя.
Зачем ремонтировать двигатель?Это может быть автомобиль ограниченного выпуска или классический коллекционный автомобиль. Для тех, кто обожает старинные автомобили, замена двигателя иногда является частью хобби, и вы не можете просто пойти в дилерский центр, чтобы поменять Saleen Mustang 1984 года.Новый BMW — это фантастика, но для некоторых это совсем не то же самое, что BMW 3.0CSL 1972 года.
Цены на новые автомобили продолжают расти, поэтому, если у вас есть относительно новый автомобиль и вы хотите получить обновленные функции, но не можете позволить себе новый автомобиль, потратить несколько тысяч долларов на замену двигателя может оказаться более экономичным. Если вы собираетесь перестроить свой двигатель, вам нужно будет провести много исследований, выяснить, что пошло не так, а что нужно заменить.
Как узнать, что ваш двигатель неисправенСуществует несколько различных причин, по которым двигатель может нуждаться в ремонте.Симптомы запуска двигателя могут варьироваться от чего угодно, включая горящее масло, значительную утечку масла, постоянные пропуски зажигания в двигателе, облака синего дыма из выхлопной трубы или даже лязг, возникающий непосредственно перед тем, как ваш двигатель остановится и полностью прекратит работу.
Почему двигатели выходят из строяСамая распространенная причина, по которой двигатель автомобиля чувствует себя, — это неправильная смазка. Это означает, что либо недостаточно масла, либо переизбыток масляного шлама, либо перегрев, который также связан с системой смазки, поскольку он необходим для охлаждения деталей двигателя, таких как поршень и стенка цилиндра.
Отказ системы охлаждения — еще одна причина перегрева двигателя. Низкий уровень или полная утечка охлаждающей жидкости может привести к отказу двигателя. Утечка через прокладки головки блока цилиндров может быть одной из причин низкого уровня охлаждающей жидкости. Пренебрежение проверкой уровня масла или заменой масла в случае утечки также может привести к смерти двигателя.
СимптомыНаиболее частыми признаками, указывающими на необходимость ремонта двигателя, являются потеря компрессии, чрезмерное задымление, быстрое сгорание масла, детонация двигателя, резкое падение расхода топлива и образование отложений при замене масла.
Из-за потери сжатия ваш автомобиль будет часто давать пропуски зажигания. Чрезмерный дым из выхлопной трубы может указывать на серьезную проблему с вашей выхлопной системой. Если ваш автомобиль расходует одну кварту масла на каждую тысячу миль или около того, что вы едете, это признак того, что масло быстро сгорает. Когда дело доходит до нефтешламов, это признак того, что масло или охлаждающая жидкость расходуются впустую. Чрезмерные удары двигателя также могут означать износ подшипников.
Стоимость восстановления или замены двигателяКак и почти все в мире автомобилей, не существует единой точной стоимости, когда речь идет о деталях или общей стоимости восстановления двигателя.Сумма денег, которая потребуется на реконструкцию вашего двигателя, будет зависеть от того, какие детали вам понадобятся, от типа вашего автомобиля и от того, насколько тщательным должен быть ремонт. Например, просто замените систему охлаждения или восстановите радиатор, трансмиссию, подшипники — практически все.
В самом общем смысле вы можете ожидать, что стоимость восстановления вашего двигателя обойдется вам в диапазоне от 2500 до 4500 долларов в зависимости от деталей, а также от рабочей силы. Если вы способны и удобны, восстановление вашего собственного двигателя, очевидно, будет работать на более низком уровне.Есть несколько мест, где можно купить отремонтированные автомобильные запчасти по отличным ценам или даже сломанные автомобили по дешевке. Ваше собственное драгоценное время будет еще одним фактором в том, сколько вам это будет стоить.
Что подразумевает ремонт двигателя?Ремонт двигателя может занять целую книгу. Кроме того, с вашим автомобилем могут быть другие проблемы, такие как плохая проводка зажигания или неисправный датчик O2, которые могут вызвать проблемы, выходящие за рамки вашего двигателя.
Как правило, самый дешевый ремонт двигателя — это ремонт колец и клапанов. Когда вы теряете компрессию в одном или нескольких цилиндрах или сжигаете масло, замену колец и клапанов иногда можно выполнить без замены всех других деталей.
Если вы заметили заметный износ стенок цилиндра, возможно, вам придется заменить все кольца и клапаны, а также растачивать стенки цилиндра. Это потребует восстановления головки двигателя, расточки цилиндров, новых поршней, замены штока, получения новых компонентов привода ГРМ, замены коренных подшипников и других мелочей, таких как замена стопорных пробок.
Полная перестройка двигателя, очевидно, потребует больших знаний и труда, а также денег на приобретение нескольких различных типов деталей.
Комплекты деталей и исследованиеЕсли вы не хотите покупать детали по отдельности, вы можете искать комплекты двигателей, такие как комплекты для восстановления двигателя GMC или комплекты двигателей Chevrolet. Прежде чем разбирать машину, просто исследуйте ее. Для вашей безопасности, даже если ваш автомобиль полностью застрахован, не ждите, пока двигатель полностью откажется, чтобы его проверить или отремонтировать.Никто не хочет, чтобы их машина задымилась и остановилась посреди часа пик на автостраде.
Самостоятельное сверление пистолетом | Гидравлика и пневматика
Машины, которые обрабатывают и упаковывают продукты питания и напитки (F&B), постоянно модернизируются и совершенствуются, чтобы удовлетворить потребности пищевых компаний в повышенной автоматизации, сокращении производственных отходов, большей эффективности и снижении затрат. В дополнение к этим критериям, оборудование для пищевой промышленности должно соответствовать строгим требованиям по поддержанию чистоты пищевых продуктов во время производства и обеспечению их безопасной доставки потребителям.Такие стандарты, как European Hygienic Engineering & Design Group (EHEDG), 3A, USDA и другие, определяют принципы гигиенического проектирования этих машин и компонентов для предотвращения бактериального загрязнения.
(l-r) 3A, Департамент сельского хозяйства США, European Hygienic Engineering & Design Group
Приводы имеют решающее значение для предприятий пищевой промышленности, поскольку они являются одним из наиболее распространенных способов эффективного перемещения продуктов. В частности, электрические приводы являются предпочтительной технологией для все большего числа применений F&B из-за присущей им чистоты.
Гигиенические электрические приводы в этой разливочной машине помогают обеспечить точность дозирования продукта и простоту регулировки в случае смены продукта.
Разработчики машин могут оправдать ожидания производителей и соблюдать стандарты безопасности пищевых продуктов, применяя следующие три передовых метода определения электрических приводов для технологического оборудования F&B. Эти принципы позволяют создавать открытые конструкции с возможностью очистки на месте, которые снижают риск бактериального заражения и улучшают общую чистоту машины.Помимо следования этим передовым методам, всегда полезно проконсультироваться с EHEDG, USDA или соответствующими регулирующими органами, чтобы убедиться, что конструкция соответствует действующим нормам.
1. Выбирайте приводы, разработанные в гигиеническом исполнении.
Есть несколько критериев, по которым дизайн считается гигиеничным.
Правильные материалы. Приводы, изготовленные из материалов, не соответствующих требованиям, могут вызывать коррозию и выделять частицы в окружающую среду. Нержавеющая сталь является хорошим выбором для этих компонентов, поскольку она устойчива к коррозии, выдерживает тяжелые условия обработки и соответствует отраслевым стандартам.
Некоторые сплавы нержавеющей стали хорошо подходят для пищевой промышленности. Например, передовая практика гигиенического проектирования корпусов линейных приводов требует для корпусов двигателей и крепежных деталей использовать тип 316 / 316L из-за его высокого уровня коррозионной стойкости. В некоторых случаях также используется нержавеющая сталь марки 304 / 304L.
- В соответствии с EHEDG ( Hygienic Equipment Design Criteria Doc 8 , April 2004): для хорошей устойчивости к общей атмосферной коррозии компонентов, которые будут использоваться только с растворами с pH от 6.5 и 8, низкие уровни хлоридов (
- Если уровни хлоридов и температура превышают эти значения примерно вдвое (100 мг / л и 50 ° C), материалу потребуется более высокая устойчивость к щелевой и точечной коррозии, которая может возникнуть в результате местных концентраций хлоридов. .Добавление молибдена в AISI-304, чтобы сделать AISI-316 улучшить его коррозионную стойкость. Сталь
- 316 может выдерживать температуры до 150 ° C.
Стальные компоненты привода должны иметь шлифовку номер 4 или лучше и быть свободными. ямок, трещин, складок и других дефектов.Это делает детали пригодными для мытья посуды. Однако сварные соединения должны быть электрополированы, обработаны стеклом или дробеструйной обработкой до шлифовки под номером 4.
Металлические сплавы, отличные от нержавеющей стали (например, алюминий), могут быть подходящими при определенных условиях. Следует избегать сплавов, содержащих свинец, вымываемую медь или другие токсичные металлы.
Надлежащие уплотнения. Уплотнения штока электропривода должны быть изготовлены из прочного материала, выдерживающего условия эксплуатации.Такие уплотнения часто изготавливаются из витона или полиэтилена сверхвысокой молекулярной массы (UHMW), чтобы не допустить попадания загрязняющих веществ и воды во время промывок и противостоять коррозии.
При выборе электрического привода компании должны убедиться, что поставщик учитывает натяг уплотнения и трение для предлагаемого профиля движения и желаемого срока службы. Трение между уплотнением штока и штоком может повредить уплотнения. Инженеры-конструкторы также должны исследовать материальный состав всех полимеров, предлагаемых для конструкции, чтобы гарантировать использование уплотнительных материалов, одобренных FDA.
Степень защиты IP69K является наилучшей для приводов, которые будут эксплуатироваться в условиях F&B. Наиболее сложной областью IP69K дизайна является печать на нажимной стержень. Уплотнения стареют и изнашиваются во время работы, и требуется правильно спроектированное уплотнение, чтобы соответствовать и поддерживать рейтинг IP69K. Уплотнения с жесткими допусками размеров гарантировать правильную посадку на упорном стержне и прочность, чтобы выдерживать много расширяющих / отвод циклов.
Технические специалисты должны позаботиться о правильной установке и последующей замене уплотнений.
В конечном итоге потребуется замена уплотнений. Производители уплотнений обычно предоставляют рекомендации по частоте замены, но то, насколько быстро уплотнение действительно изнашивается, зависит от многих факторов, включая частоту перемещений, выравнивание, частоту очистки и совместимость с дезинфицирующими средствами.
Сделано для легкой очистки. Приводы с куполообразным или закругленным корпусом, закругленными краями и гладкой поверхностью предотвращают скопление влаги, частиц пищи и микроорганизмов.Частицы и чистящие жидкости легко стекают, улучшая процесс промывки и сводя к минимуму вероятность попадания загрязнений на привод после чистки.
Ровные кожухи двигателя должны быть закруглены, чтобы способствовать стеканию. Правильно спроектированный электрогигиенический привод не имеет острых краев или углов (≤ 90 градусов) и плоских поверхностей (даже переходные элементы должны иметь радиус ≤ 6 мм), которые могут образовывать края или карманы, в которых пища может застревать и мешать уборке. процесс.
Этот цилиндр привода IMAS имеет округлый корпус, гладкую поверхность и уплотнения для пищевых продуктов, что делает его хорошо подходящим для мытья посуды.
Рабочие температуры. Температура окружающей среды во время обработки пищевых продуктов может варьироваться от более теплых до холодных или даже морозных. Ежедневно может происходить несколько температурных циклов холод-тепло-холод, в зависимости от температуры окружающей среды, оборудования и воды (до 80 ° C / 176 ° F), используемой для очистки. Эти изменения могут вызвать конденсацию и создать вакуум в герметичном оборудовании из-за колебаний давления. В этих условиях сочетание класса IP69K и порта сапуна / продувки становится важным для предотвращения попадания влаги в привод.
Добавление порта сапуна. Порт сапуна обычно размещается в задней части привода рядом с кабелем (-ами). При правильном использовании он предотвращает попадание влаги в привод за счет выравнивания давления внутри и снаружи во время работы и изменений температуры. Для этого требуется торцевое уплотнение со степенью защиты IP69k. Воздух, подаваемый или обмениваемый, должен быть сухим и чистым, а воздуховод периодически проверять на влажность и при необходимости очищать.
Эта крышка привода имеет крышку сапуна для предотвращения избыточного давления внутри цилиндра и предотвращения попадания загрязнений.
2. Разработайте привод в виде системы с открытой архитектурой.
Приводы из нержавеющей стали позволяют всей машине использовать архитектуру с открытой рамой. Это исключает или сводит к минимуму большие стальные кожухи, улучшает очистку и гарантирует, что регулирующие органы, скорее всего, одобрит проект.
Соответствие центровки и монтажа. Правильное выравнивание привода по отношению к приложенной нагрузке и оси движения сводит к минимуму боковую нагрузку. Но даже при умеренной боковой нагрузке удлиненный шток и его уплотнения подвергаются износу и повреждению.Это означает, что шток привода должен направляться или поддерживаться, чтобы минимизировать боковые нагрузки. Нагрузки должны быть выровнены параллельно линии движения тяги.
Несоосность привода и оси нагрузки или силы создает боковую нагрузку со смещением от центра. Это может привести к чрезмерному износу уплотнений, утечке воды через уплотнение и попаданию внутрь, что приведет к преждевременному выходу из строя привода.
Приводы должны быть ориентированы так, чтобы шток выступал вверх или горизонтально, а не вниз. Это снижает риск попадания загрязняющих веществ в привод.
Также важно добавить некоторый уровень соответствия по крайней мере к одной из двух точек крепления привода. Несмотря на все усилия по установке, компоненты, скорее всего, будут отличаться. Таким образом, если дать приводу возможность двигаться (податливость), это поможет избежать заедания или боковой нагрузки. Использование вилки, сферической проушины для стержня или цапф для установки может повысить податливость.
С точки зрения защиты от загрязнений, наилучшая ориентация тяги привода — это вниз, хотя горизонтальное также хорошо.Но никогда не устанавливайте привод с упорным стержнем вверх.
Комбинирование серводвигателей с исполнительными механизмами. Серводвигатели, используемые в гигиенических применениях, делятся на два класса:
- Те, которые имеют степень защиты IP67 и окрашены белой эпоксидной смолой. Они подходят для сухих, бесконтактных участков, которые редко подвергаются смывке. Их экологическая изоляция, эпоксидная краска и никелированные разъемы не выдерживают воздействия обычных чистящих средств, применяемых с помощью распылителей высокого давления. Эпоксидная краска может отслаиваться, чистящие жидкости могут проникать через уплотнения вала и никелированные соединители, обесцвечиваясь из-за окисления.
- Имеют степень защиты IP69K и изготовлены из нержавеющей стали. Двигатели со степенью защиты IP69K идеальны там, где важны гигиена и чистота, поскольку они доказали свою долговечность и устойчивость к воде, химическим веществам, высокому давлению и высоким температурам, связанным с требовательной очисткой и мерами безопасности.
Фланцы, доступные на гигиенических двигателях, включают фланец XXX C-типа (показан Rockwell VPH), который легче герметизировать и чистить, уменьшает площади для укрытия и должен включать уплотнительное кольцо, соответствующее требованиям FDA.Перед выбором двигателя с фланцем C-типа убедитесь, что поставщик двигателя предоставляет уплотнительное кольцо (некоторые поставщики двигателей вынуждают пользователя приобретать уплотнительное кольцо отдельно).
Фланец XXX C-типа (Rockwell VPH).
Другой вариант — фланец XXX D-типа (показан Elwood W-Series), который трудно герметизировать и чистить. Он часто не предоставляет уплотнительных колец или прокладок, а просто предлагает использовать RTV для герметизации интерфейса двигатель-привод.
Фланец XXX D-типа (серия Elwood W).
Кабельный органайзер. Со временем на кабелях и кабельных вводах могут накапливаться жидкие загрязнения, такие как масло и чистящие растворы. Чтобы свести к минимуму попадание загрязняющих веществ в сальники, рекомендуется устанавливать привод с кабельным сальником вниз. Для монтажа сальника сбоку требуется изгиб или петля. Приводы не следует монтировать так, чтобы кабельный ввод был направлен вверх. Если монтаж привода с кабельным вводом вверх неизбежен, кабель следует проложить с петлей для отвода жидкости до входа в кабельный ввод.Блоки, установленные с кабельными сальниками на нижней поверхности привода, не требуют петли.
Рекомендуемая ориентация кабельного сальника ниже привода и не требует петель или изгибов: 1. Кабельные сальники сбоку; 2. Требуются изгибы или петли в кабеле, если кабельные вводы должны находиться в верхней части привода; 3. Должна быть добавлена петля в кабеле; 4. Не рекомендуется использовать кабельные вводы сверху без петли.
3. Сравните приводы.
Инженеры-конструкторы также должны выбирать между интегрированной конструкцией двигателя / привода и более традиционной конструкцией с двигателем, отдельным от привода и прикрепленным перед установкой на конечную машину.