Зачем нужно хонингование цилиндров двигателя
Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.
Содержание статьи:
- Основное назначение хонингования
- Требования к процессу и оборудованию
- Безгильзовые двигатели
- Гильзовые двигатели
- Видео о том, что такое хонингование
С течением времени двигатель внутреннего сгорания изнашивается и теряет свои эксплуатационные свойства. Ухудшаются динамические и мощностные характеристики, увеличивается расход топлива, снижается компрессия. И этого невозможно избежать.
Изношенный двигатель требует капитального ремонта, основной целью которого является возвращение первоначальных свойств силового агрегата. И в качестве финишной операции капремонта широко применяется процесс хонингования.
Основное назначение хонингования
Цилиндры изношенного силового агрегата теряют свою первоначальную цилиндрическую форму, что и отражается на работе мотора. На стенках цилиндров двигателя, требующего капитального ремонта, появляются шероховатости, царапины и задиры. Чтобы избавиться от этого, производится расточка цилиндров до первого ремонтного размера. Их диаметр несколько увеличивается, однако цилиндры снова получают заданную цилиндрическую форму, что в дальнейшем приводит к улучшению в работе силового агрегата.
Процесс хонингования проводится непосредственно после расточки цилиндров. И его основная задача – сохранить первоначальную форму, а также избавиться от бочкообразности или конусности, если таковые будут иметься после расточки.
Также обработка хоном обеспечивает снижение шероховатостей на стенках цилиндров и является наиболее точной и эффективной по сравнению с полировкой или, скажем, притиркой.
Поскольку процесс хонингования призван обеспечить максимальную точность размеров, работы в цилиндрах проводятся с соблюдением требуемых допусков на размеры и заданной производителем шероховатостью.
- компрессия цилиндров увеличивается, а количество газов с продуктами сгорания, которые прорываются в картер, существенно снижается;
- поршневые кольца подвержены наименьшему износу, что увеличивает их долговечность;
Финишная обработка хоном проводится в двух случаях:
- если установлен новый, перегильзованный блок цилиндров;
- если были проведены работы по расточке под ремонтные размеры.
Требования к процессу и оборудованию
Хонингование призвано получить требуемые цилиндрические размеры, обеспечив точность и минимальные отклонения между диаметрами в разных точках цилиндров мотора.
Возникающие отклонения в виде элипсности, конусности или бочкообразности неприемлемы — они могут свидетельствовать о том, что обработка хоном была выполнена некачественно и требуется снова.
Особое внимание уделяется параметру шероховатости. После хонингования на стенках цилиндров образуются незначительные засечки — от них не следует избавляться, поскольку эти насечки отлично задерживают моторное масло, что в дальнейшем влечет к улучшенной смазке элементов поршневой группы.
После хонингования на стенках цилиндров образуются незначительные засечки — от них не следует избавляться, поскольку эти насечки отлично задерживают моторное масло, что в дальнейшем влечет к улучшенной смазке элементов поршневой группы.
Во время процесса обкатки серные соединения, которые имеются в лубриканте, приведут к созданию сульфидной пленки на поверхности цилиндров, что в дальнейшем повлечет снижение износа элементов поршневой группы.
В качестве оборудования для финишной обработки используют хоны с изменяемыми диаметрами, предназначенные именно для обработки цилиндров ДВС. Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.
Выбор инструмента для хонингования зависит от диаметров обрабатываемых цилиндров, количества камней, а также зернистости и твердости материалов, из которых они изготовлены. Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью.
Обработка хонами требует обильного смазывания охлаждающими жидкостями. При обработке стальных или чугунных деталей применяют керосин, а если используется хон с алмазным напылением, то подойдет самая обыкновенная вода с добавлением синтетических присадок.
Безгильзовые двигатели
Обработка хоном отличается на гильзовых и безгильзовых двигателях. Если необходимо обработать безгильзовый блок цилиндров, особых сложностей возникнуть не должно.
Цельная металлическая конструкция надежно закрепляется на рабочем столе станка непосредственно после процесса расточки. Следует удостовериться, что гильзы располагаются строго вертикально, и никаких смещений при возвратно-поступательном движении патрона не возникнет — в противном случае от обработки не будет никакого толка.
При обработке безгильзовых цилиндров потребуется всего несколько проходов станка. При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
Гильзовые двигатели
Силовые агрегаты со съемными гильзами обработать при помощи хона несколько сложнее, поскольку их проблематично вертикально закрепить на станке.
Поставщики готовых гильз уверяют, что их товар успешно прошел процесс хонингования и не требует никакой дополнительной обработке. Верить этому нежелательно, поскольку если окажется, что обработка не была проведена, силовой агрегат не сможет полноценно работать и быстро выйдет из строя. Чтобы этого избежать, рекомендуется хонинговать даже новые гильзы.
Чтобы равномерно прижать гильзы, обеспечив их строгое вертикальное положение, применятся толстая прокладка, которая по форме напоминает головку блока. В ней есть необходимые отверстия, поэтому использование прокладки нисколько не мешает хонингованию.
Пластина крепится к блоку после монтажа гильз и зажимается, как и полноправная головка блока цилиндров, в строгой последовательности и с соблюдением моментов затяжки. После чего проводится обработка хоном, как и в случае с безгильзовым блоком цилиндров.![]()
Применение имитирующей пластины позволяет минимизировать несоблюдение размеров. Хонингование в данном случае можно разделить на четыре этапа:
- Грубая обработка. Этот процесс предусматривает снятие большей части металла. Им можно заменить процесс расточки. Для его проведения потребуется много смазывающе-охлаждающей жидкости, а также алмазные хоны.
- Обработка хоном зернистостью 150.
- Обработка хоном зернистостью 300-500.
- Крацевание. Этот процесс не предусматривает снятие металла и изменение обрабатываемого диаметра, а используется лишь для очистки поверхности от абразивных остатков. В качестве инструмента крацевания применяют нейлоновые щетки с добавлением кремниевых кристаллов.
Некоторые автомобилисты уверены, что хонингование можно выполнить дома самостоятельно, используя лишь дрель или перфоратор. Это ошибочное заблуждение, поскольку обеспечить необходимую точность и шероховатость в домашних условиях вряд ли получится — обработанные таким способом цилиндры не смогут проработать долго, что приведет к быстрому выходу мотора из строя.
Процесс хонингования следует выполнять только на определенных станках специалистами, имеющими опыт и необходимое оборудование. Только тогда вы получите качественно обработанные цилиндры, которые смогут прослужить достаточный период времени.
Видео о том, что такое хонингование:
Расточка и хонингование цилиндров двигателя
Эффективную и безопасную работу двигателя обеспечивает безупречная работа цилиндров и поршней, а точнее, их правильное положение и кондиция (геометрия). Со временем геометрия поршней нарушается (причем изнашиваются они неравномерно и каждый по-разному), круглое сечение стремится стать овальным, на внутренней поверхности появляются дефекты, образуется ступенька на стенке цилиндра.
Цилиндры и поршни
Ремонт цилиндро-поршневой группы — дорогостоящее и долгоиграющее удовольствие. Замена поршней проблему не решает, нужно ремонтировать цилиндры. СТО предлагают два варианта: расточка + хонингование цилиндров (долго, дорого, обязательны “прямые” руки мастера) и прямое хонингование (дешевле и быстрее).
Замена поршней проблему не решает, нужно ремонтировать цилиндры. СТО предлагают два варианта: расточка + хонингование цилиндров (долго, дорого, обязательны “прямые” руки мастера) и прямое хонингование (дешевле и быстрее).
Давайте разбираться, так ли необходима расточка цилиндров или это СТО просто деньги зарабатывают на тревожных клиентах.
Как понять, что цилиндры изношены
Для начала неплохо быть уверенным на 100%, что геометрия цилиндров изменилась. Но даже заглянув в ГБЦ, вы ничего не увидите.
А вот если увидели сизый дым из выхлопной трубы, мотор стал шумным, стали чаще подливать масло, а мощность двигателя падает, стоит заехать к хорошему мотористу. Изменения в геометрии цилиндров измеряются десятыми и сотыми миллиметров, поэтому вы их и не увидите. А у мастера есть для этого специальное измерительное оборудование.
Что ремонтируют в цилиндрах
Естественно, между поршнем и стенками цилиндра есть зазор (иначе, как бы двигались поршни). Но этот зазор должен быть в пределах определенных величин.
Что измеряет мастер, когда оценивает степень износа цилиндра:
- зазор между на участке остановки верхнего поршневого кольца в верхней мертвой точке — не более 0,05 мм;
- зазор в точке контакта юбки поршня и стенок цилиндра — не более 0,03мм.
Верхняя мертвая точка
Казалось бы, такие незначительные отклонения, но как сильно они влияют на качество работы ДВС.
Однако восстановить геометрию цилиндров недостаточно. Важно также, чтобы все значимые поверхности располагались правильно относительно друг друга. Мастер обязательно должен определить базовую поверхность, относительно которой растачивается цилиндр. Это может быть верхняя или нижняя плоскость блока, постели подшипников коленвала и т.д. А мастера часто забывают об этом или просто не умеют выставлять эти параметры.
Если не восстановить соосность, цилиндры так и будут разбиваться во время работы двигателя, из-за постоянного трения изнашиваются и разрушаются связанные узлы поршневой группы.
Но и это еще не все.
Хонингованная поверхность
Отремонтированная поверхность должна соответствовать определенным, и весьма противоречивым, требованиям. Она должна быть одновременно гладкой, чтобы трение и износ деталей были минимальными, и шероховатой — чтобы удерживалось масло. Такую поверхность можно получить в результате хонингования, после которого стенки цилиндров покрыты микроскопическими рисками.
Итак, что должен сделать мастер, восстанавливая цилиндр:
- добиться правильной геометрии цилиндра, чтобы эллипсность и конусность не превышали 0,01мм;
- добиться правильной соосности всех значимых поверхностей;
- получить поверхность определенного качества.
Расточка цилиндра: как добиться правильной геометрии
Двигатель полностью разбирают и снимают блок цилиндров, который закрепляют на станке по относительно базовой поверхности. Затем мастер снимает несколько замеров с помощью микрометрического оборудования, чтобы понимать, сколько металла и в каком месте снимать, и растачивает цилиндр.
С технологической точки зрения, расточка цилиндра не слишком сложная операция: когда мастер протачивает цилиндр на вертикально-расточном станке, нужный зазор образуется сам по себе.
Расточка цилиндра на станке
Но, как говорится, есть нюансы — нужно убрать не только эллипс, но и конус. Т.е. восстановить форму цилиндра по длине. Это важно, т.к выработка в цилиндре может быть в любом месте.
Кстати! Далеко не все двигатели с солидным пробегом нужно растачивать. Поэтому, если мастер, не глядя на агрегат, выносит вердикт, поищите другого специалиста.
Хонингование цилиндров: универсальная услуга или финишная обработка?
Хонингование — это абразивная обработка резанием внутренних цилиндрических или конических поверхностей. Для хонингования используют специальные головки хоны, на которых закреплены подвижные абразивные бруски.
Хонинговальная головка
Хоны вращаются и одновременно двигаются поступательно, идеально обрабатывая поверхность.
Хонингование позволяет убрать задиры, царапины и другие дефекты поверхности цилиндра и сделать ее идеальной для работы цилиндро-поршневой пары.
Насчет хонингования есть два мнения: первое, что это финишная обработка, и второе — процедура 2 в 1, совмещающая расточку и финальную обработку. Для этого есть специальные современные станки, которые выдают цилиндр с эллипсностью и конусностью не более 0,01 мм и отличным микропрофилем поверхности всего за полчаса! Что еще нужно для счастья?
Но давайте разбираться.
При хонинговании абразивные бруски выравнивают поверхность, опираясь на самые не изношенные части цилиндра. Постепенно хон убирает все дефекты и приводит цилиндр в необходимый размер. Тут все прекрасно.
Выработка в цилиндрах
Но мы помним, что должна быть базовая поверхность (нижняя или верхняя плоскость блока, постели подшипников коленвала), относительно которой ремонтируется цилиндр. При прямой хонинговке (без предварительной расточки) базовой поверхностью выступает сама поверхность цилиндра — изношенная! Соответственно, чем неравномернее износ, тем сильнее “уедет” ось цилиндра. Чем это чревато, вы знаете.
Чем это чревато, вы знаете.
Поэтому хонингование — это все-таки финишная обработка внутренней поверхности предварительно расточенного цилиндра.
Да, растачивать и затем хонинговать цилиндры — долго, дорого и сложно найти хорошего мастера. Но только соблюдая технологию, можно гарантировать качество ремонта.
Диагностика и ремонт двигателей
Записаться на СТО
Взятие шарикового хонинговального инструмента и проверка результатов
Долгое время люди высмеивали товары для хонингования, сделанные своими руками. Некоторые люди клянутся ими, чтобы получить желаемый угол поперечной штриховки при перестройке дома, а другие прямо осуждают их за то, что они не дают никакого реального эффекта. В конце концов, здесь, в EngineLabs, все дело в данных. Поскольку мы близки к Total Seal и знаем, что у них есть множество профилометров, мы решили испытать старый точильный шарик.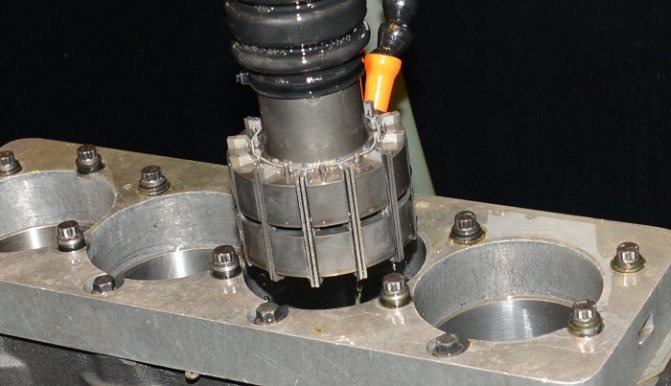
«Идея плоского хонингования заключается в том, что вы проходите через грубый абразив и «выкапываете долину», прежде чем использовать мелкую зернистость для выравнивания пиков», — объясняет Кит Джонс, директор Total Seal. Технические продажи. Как мы уже говорили в прошлом, наука о заточке значительно продвинулась за последние десятилетия. Но один из ключевых выводов заключается в том, что, несмотря на достижения, это не делает старые методы недействительными.
«Шариковые хоны не могут реально изменить геометрию отверстия, потому что они не оказывают достаточного или нужного давления на стенку цилиндра», — говорит Джонс. «Что они могут сделать, так это восстановить отделку поверхности цилиндра. Вы можете сидеть с этим [точилом с зернистостью 320] в цилиндре в течение двух дней и не удалить даже двухтысячных дюйма материала».
Это наш совершенно новый точильный станок с шариками из карбида кремния зернистостью 320. Конструкция хона размером 4,125 дюйма такова, что он создаст желаемую чистоту поверхности, не беспокоясь о чрезмерном удалении материала.
Для этого теста мы решили использовать один из профилометров Mitutoyo SJ-210, которые продает Total Seal, которые они специально настроили для проверки чистоты поверхности цилиндра двигателя. В качестве подопытного кролика для проекта мы бросили голый блок Project Retro 5.0 на подставку и в кузов грузовика и направились к Total Seal. Блок был точно в том же состоянии, в котором мы его получили — якобы деталь с меньшим пробегом и совершенно нетронутая с момента первоначального разбора.
В блоке было четыре измерения, которые нас интересовали. Первой была нижняя часть цилиндра, которая была обработана на заводе, но на ней никогда не было износа поршневых колец. Вторым был осмотр области изношенного цилиндра, чтобы оценить состояние каналов цилиндров, когда они сидели. Третье измерение будет после того, как мы запустим шаровой хонингователь в цилиндрах, а последнее измерение будет после того, как блок будет должным образом отточен.
После быстрой протирки цилиндра щуп был помещен на «неработающую» часть обработанного цилиндра, чтобы увидеть, какие исходные числа были, когда двигатель покидал сборочную линию. SurfTest показал среднюю шероховатость (Ra) 24,50 микродюймов (мкдюйм), шероховатость сердцевины (Rk) 77,23 мкдюйм, уменьшенную высоту пика (Rpk) 15,68 мкдюйм и уменьшенную глубину впадины (Rvk) 49,00 мкдюйм. «Учитывая, что это было 30 лет назад, это довольно приличные цифры с завода», — говорит Джонс.
Заводские номера отделки цилиндров — это хорошая точка данных, но реальные цифры, которые нам нужны, — это то, что в настоящее время имеет отделка цилиндров в области охвата. После двух следов, чтобы убедиться, что числа верны, лицо Джонса рассказало историю еще до того, как мы увидели числа. «Этот цилиндр стерт», — говорит Джонс. Цифры совпали, показав Ra всего 5,47 мкдюйм, Rk 9,60 мкдюйм, Rpk всего 1,93 мкдюйм и Rvk 31,70 мкдюйм.
Слева показаны заводские показания, непроходной участок цилиндра (ниже хода поршневых колец). Справа видны номера изношенного участка стенки цилиндра.
Справа видны номера изношенного участка стенки цилиндра.
«Я не думаю, что точилка с шариком поможет, к сожалению. Эти виды хонингования, особенно шаровые, предназначены не для того, чтобы добавить глубины стенкам цилиндра, а для того, чтобы сгладить пики», — говорит Джонс. Тем не менее, во имя науки, мы решили хотя бы попробовать, прежде чем отправиться в механический цех, чтобы сдать блок.
Для теста ваш автор приобрел совершенно новый Brush Research Mfg. Flex-Hone (P/N: GB41832) у Summit Racing, к большому удовольствию Джонса, сказав: новенький точильный камень!» По рекомендации UEM мы выбрали версию из карбида кремния с зернистостью 320 и диаметром 4,125 дюйма для диаметра цилиндра двигателя 4,00 дюйма.
Согласно инструкции BRM, рекомендуемый диапазон оборотов щетки составляет 350–600 об/мин с допустимой частотой хода 100–250 дюймов в минуту. Тем не менее, эти цифры являются всего лишь рекомендациями, и вместо того, чтобы измерять точные обороты и частоту хода, мы просто стремились создать твердый угол штриховки в 45 градусов (измеренный на 22,5 градусах на карточке для определения угла Total Seal).
Имея это в виду, ваш автор бросил заточку в беспроводную дрель и передал ее Джонсу для выполнения грязной работы, которой он любезно обязан. Поскольку цель этого теста состояла в том, чтобы воспроизвести то, что средний энтузиаст будет делать в своем гараже, мы использовали старый добрый WD-40 для смазки заточки и стенок цилиндра, и Джонс справился с этим.
После дюжины ходов мы вытащили хонинговальную головку из канала ствола, очистили цилиндры и снова применили иглу профилометра, и пусть она делает свое дело. Странный взгляд Джонса показал, что он не видит того, что ожидал, и повторил тест. После «Хммм…» последовала повторная смазка и повторная установка хона еще на 10 или около того ударов.
Brush Research дает рекомендации по частоте вращения хонингования и скорости вертикального перемещения в зависимости от размера отверстия. Так как двигатель, который мы использовали, был примерно посередине между этими двумя, мы отрегулировали скорость наших ударов, чтобы получить желаемый угол поперечной штриховки 45 градусов.
Повторив процесс очистки и отбора проб, Джонс заявил, что поход в мастерскую может и не понадобиться. «Конечно, я не ожидал, что цилиндр вернется в таком виде. У нас довольно солидные цифры, включая добавление некоторого Rvk, чего я совсем не ожидал», — говорит Джонс о новых цифрах.
Показания профилометра Mitutoyo показали новые измерения цилиндра: Ra 15,91 мкдюйм, Rk 42,68 мкдюйм, Rpk 13,47 мкдюйм и Rvk 49,26 мкдюйм. «Это не идеальные числа, но вам около 9 лет.0 процентов пути», — говорит Джонс. «Для того, что вы делаете с этим проектом, типа колец, которые вы используете, и угла, который вы берете, это вполне приемлемые цифры. Я искренне удивлен работой точилки здесь, и нечасто удивляюсь».
Здесь вы можете увидеть отшлифованный цилиндр по сравнению с застекленным цилиндром. Отточенный цилиндр гораздо менее отражающий и имеет новую штриховку. Шаровой хонингователь также убрал масляные пятна и легкую ржавчину, которая начала образовываться в отверстии пары цилиндров.
Что такое деглазирование?
В ходе этого теста термин «деглазирование» всплывал несколько раз. Brush Research определяет остекление как сглаживание или полировку стенки цилиндра с течением времени из-за трения поршневых колец. Эта полировка не позволяет маслу прилипать к стенке цилиндра. Это не только увеличивает трение, но и может помешать правильной посадке новых поршневых колец в цилиндре. Запустив хонингователь в цилиндр, супергладкая поверхность становится «шероховатой», как при подготовке поверхности к покраске. Тем не менее, деглазирование обычно не добавляет глубины впадины для удержания масла, поэтому, если цилиндр слишком изношен, одно только деглазирование не обеспечит надлежащей обработки поверхности новых колец.
А вот окончательные цифры чистоты поверхности после того, как шаровой хонинговальный станок прошел приблизительно 22 прохода. Если вы сравните их с заводскими измерениями, числа пика и впадины чертовски близки друг к другу. Это одна из тех ситуаций, когда достаточно хорошо может быть достаточно хорошо.
То, что начиналось почти как шутка, в итоге привело к серьезным данным. Хотя идея использования точильного шлифовального круга — и при этом только одного зернистого шлифовального круга — некоторым может показаться смехотворной, нельзя отрицать данные, полученные в результате теста. Если бы это был высокопроизводительный двигатель с максимальным усилием, мы бы непременно отправились в механический цех и попросили бы их отшлифовать его алмазными и эльборовыми хонинговщиками, и беспокоились бы о том, чтобы каждая отдельная характеристика была доведена до оптимального диапазона.
Однако это сборка для «среднего энтузиаста», и это один из немногих случаев, когда «достаточно хорошо» на самом деле является для нас «достаточно хорошим». Если шаровая заточка поможет нам пройти 90% пути только за счет стоимости заточки, это кажется разумным планом действий. Поскольку мы сможем измерить прорыв газов на динамометрическом стенде, мы сможем окончательно сказать, был ли это правильный курс действий. А пока следите за обновлениями контента Retro 5.0, созданного во имя науки.
А пока следите за обновлениями контента Retro 5.0, созданного во имя науки.
Идеальная отделка: поршневые кольца с высокими эксплуатационными характеристиками требуют надежного хонингования цилиндров хонингование отверстий цилиндров с помощью BRM Flex-Hone с точностью до нескольких микрон.
«Несмотря на то, что поршневое кольцо, безусловно, важно для производительности, оно является своего рода пасынком высокопроизводительного двигателя», — говорит Кит Джонс, технический эксперт компании Total Seal в Фениксе. «Их обвиняют практически во всем. Если есть проблема с компрессией, то это поршневые кольца. Если есть расход масла, то это кольца. Я не удивлюсь, если кольца обвинят в спущенной шине по дороге на гоночную трассу».
Джонс много знает о поршневых кольцах и гонках. С 1967 года его компания производит комплекты поршневых колец с высокими эксплуатационными характеристиками, устанавливаемые на гоночные двигатели, используемые в соревнованиях IRL (Indy), NASCAR, спринтерских автомобилях World of Outlaw и других гоночных классах.
За исключением стандартной автомобильной линейки, бесчисленное множество различных комплектов колец, предлагаемых Total Seal, предназначены для специализированных двигателей, каждый из которых имеет множество индивидуальных требований, включая материалы блока цилиндров и конструкцию поршневых колец. Из них особенно важно, чтобы поршневые кольца точно сохраняли 100-процентный контакт со стенками отверстий цилиндров блока. В противном случае проблемы с производительностью, такие как прорыв газов при сжатии и утечка масла, могут вызвать серьезные, если не катастрофические проблемы.
Обеспечение необходимого постоянного контакта между поршневыми кольцами и отверстием цилиндра почти всегда требует восстановления поверхности отверстий в гоночных автомобилях, либо потому, что отверстия не идеально круглые, либо они были повреждены в результате предыдущего отказа кольца или поршня, либо из-за других факторов износа. В любом из таких случаев восстановление поверхности отверстий может быть проблемой.
В любом из таких случаев восстановление поверхности отверстий может быть проблемой.
«Высокопроизводительные блоки двигателей сильно изменились за последние пару десятилетий, — говорит Джонс. «Одним из наиболее примечательных изменений является твердость металла блока, которая может быть в несколько раз тверже, чем раньше. Это резко повлияло на требования к установке колец цилиндра, поскольку теперь для клиента крайне важно обеспечить правильную посадку кольца внутри отверстия цилиндра во время установки».
Джонс объясняет, что в прежние времена, когда блоки цилиндров изготавливались из относительно мягких металлов (например, твердость 150 по Бринеллю), установщики обычно могли полагаться на поршневые кольца, чтобы приспособиться к отверстиям цилиндров путем притирки поверхностей отверстий после установки. Однако такой подход уже нереалистичен, потому что сегодня блоки двигателей намного тверже (например, 330 Бринелля), а высокопроизводительные кольца значительно мягче с меньшим натяжением.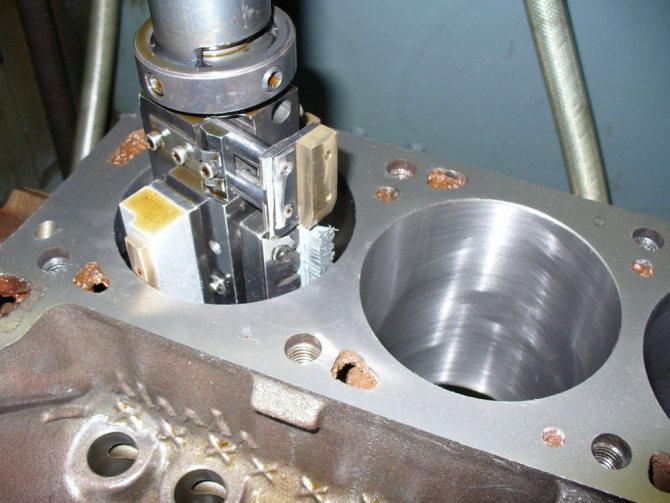 Комбинация просто не допускает такой техники «взлома».
Комбинация просто не допускает такой техники «взлома».
Для облегчения надлежащей подготовки поверхности цилиндра и подгонки поршневого кольца к отверстию компания Jones и другие производители и дистрибьюторы высококачественных колец рекомендуют хонингование отверстия цилиндра с жесткими допусками (в пределах нескольких микрон). Эта процедура позволяет с самого начала избежать чрезмерного прорыва газов при сжатии и неадекватной задержки масла в канале цилиндра.
Упрощенное решение для хонингования
Поскольку отверстия сильно различаются в зависимости от твердости блоков, конструкции и условий износа двигателя, правильное хонингование поверхностей отверстий может стать сложной задачей. Тем не менее, Джонс считает, что вместо довольно сложного и громоздкого подхода к заточке с помощью обычных камней он рекомендует Flex-Hone® производства Brush Research Manufacturing в Лос-Анджелесе.
Flex-Hone представляет собой инструмент в виде шарика, характеризующийся стержнем с небольшими абразивными шариками, постоянно прикрепленными к гибким нитям. Инструмент доступен во многих размерах с широким выбором зернистости. Он хорошо работает, когда его держат в руке, потому что конструкция автоматически самоцентрируется.
Инструмент доступен во многих размерах с широким выбором зернистости. Он хорошо работает, когда его держат в руке, потому что конструкция автоматически самоцентрируется.
Способность инструмента делать перекрестную штриховку является неотъемлемой частью требований к обработке поверхности цилиндров большинства двигателей внутреннего сгорания, обеспечивая постоянное надлежащее удержание масла в стенках цилиндров.
С помощью инструмента такие детали, как твердосплавные втулки, расточенные втулки, гидравлические и пневматические цилиндры и другие цилиндрические полости, могут быть обработаны на производственной линии или обработаны в полевых условиях с помощью относительно недорогого инструмента, который требует небольшой настройки -время работы.
«Мы рекомендуем этот тип хона, потому что он работает очень хорошо, его легко использовать с ручной дрелью и он действительно надежен для среднего потребителя, не являющегося опытным механиком», — объясняет Джонс. «Очень легко ошибиться со средним жестким точилом, но очень сложно испортить Flex-Hone».
«Очень легко ошибиться со средним жестким точилом, но очень сложно испортить Flex-Hone».
Flex-Hone доступен с 11 типами абразива и восемью зернами. В случае с большинством автомобильных цилиндров внутреннего сгорания зернистость 120 подходит для старых наборов литых колец или для цилиндров, которые были повторно расточены и немного шероховатые. Хонинговки с зернистостью от 180 до 240 являются хорошим выбором для общего удаления глазури, когда цилиндр не нужно растачивать или хонинговать. Зернистость 320, а иногда и зернистость 400, часто используются в высокопроизводительных приложениях с высокопроизводительными наборами колец.
Экспертная поддержка
Поскольку Flex-Hone доступен в различных размерах, а также с абразивами и текстурами, Джонс часто направляет клиентов в Brush Research за дополнительными техническими советами или рекомендациями по конкретным продуктам и процессам.
«Мы постоянно оказываем такую поддержку, — говорит Миллер. «Total Seal’s рекомендует использовать наш абразив LEVIGATED ALUMINA (сверхтонкий) в одном приложении, которое немного отличается от других запросов, которые мы получаем. Компания Total Seal сделала свою домашнюю работу и нашла комбинацию, которая лучше всего подходит для их колец из более твердых блочных материалов. Нас просят изготовить множество различных топологий поверхности, что не является проблемой для Flex-Hone».
«Total Seal’s рекомендует использовать наш абразив LEVIGATED ALUMINA (сверхтонкий) в одном приложении, которое немного отличается от других запросов, которые мы получаем. Компания Total Seal сделала свою домашнюю работу и нашла комбинацию, которая лучше всего подходит для их колец из более твердых блочных материалов. Нас просят изготовить множество различных топологий поверхности, что не является проблемой для Flex-Hone».
«Например, у нас есть клиент, который производит двигатели для высокопроизводительной морской промышленности, и ему требуется отделка поверхности, которая сильно отличается от автомобильной. Итак, мы спрашиваем их, каких Ra, Rk и других характеристик поверхности они хотят достичь, а затем определяем и отправляем им инструмент, который будет соответствовать этим спецификациям».
Помимо специальных, индивидуальных применений, этот гибкий хонинговальный станок также используется в производственных условиях, в том числе с оборудованием с ЧПУ.