Хонинговальный инструмент — Энциклопедия по машиностроению XXL
Инструмент. Хонинговальный инструмент состоит из рабочей (хонинговальной) головки, несущей абразивные бруски, и штанги, соединяющей хонинговальную головку со шпинделем станка. [c.645]Конструкцию хонинговального инструмента см. в литературе [9]. [c.645]
Марка хонинговального инструмента Ra, мкм Rz, мкм Sm, мкм Rp, мкм Лтах, мкм [c.189]
Конструкция хонинговального инструмента с шарнирным креплением приведена на фиг. 430. [c.484]
Инструмент — см. также по их названиям, например, Измерительный инструмент Металлорежущий инструмент Режущий инструмент Сборочный инструмент Стальной инструмент Твердосплавный инструмент Хонинговальный инструмент [c.863]
Хонинговальные станки — Типы 483 Хонинговальный инструмент 483 Хонингование 482 — Наладка — Примеры 485, 486 — Режимы 488 [c.

Конструкция хонинговального инструмента с шарнирным креплением показана на рис. 417, [c.498]
Окружная скорость хонинговального инструмента составляет [c.371]
Алмазный инструмент выпускается в форме шлифовальных и отрезных кругов, ручных и хонинговальных брусков, надфилей и паст. Шлифовальные круги в зависимости от назначения имеют различную форму (рис. 19). Шлифовальный круг конической формы ЧК является одним из самых распространенных. Он состоит из корпуса, (сталь СтЗ 20, 25 и 30 или алюминиевые сплавы АК6 и Д16) и рабочего алмазоносного слоя, толщина которого может быть равной 1,5 [c.61]
Форма отверстия выправляется более интенсивно, если при обработке конструкция инструмента обеспечивает постоянную подачу брусков за каждый двойной ход хонинговальной головки. Этим алмазное хонингование существенно отличается от обычного абразивного. Для последнего более характерен постоянный поджим брусков, фактическая подача при котором является неопределенной,
[c. 70]
70]
До сих пор нами рассматривалась электроалмазная обработка с использованием токопроводящего инструмента, выполненного на металлической связке. Но уже последний пример, когда ток подводился не через бруски, а через корпус хонинговальной головки, показывает, что в некоторых случаях возможно применение и токонепроводящих брусков или кругов. Работа такими кругами, как показывает опыт, может оказаться более эффективной, так как при использовании токопроводящего инструмента необходимо поддерживать устойчивый контакт между ними и деталью. Равномерный подвод электролита в зону обработки оказывается во многих случаях затрудненным, как и поддержание необходимой плотности тока. Трудности возрастают при увеличении площади контакта инструмента с деталью. При применении токонепроводящих кругов это ограничение отпадает, так как круг осуществляет только съем металла. Электрохимическое растворение обеспечивается за счет тока, протекающего между деталью и специальным катодом, который может быть соединен со шлифовальной бабкой и поэтому перемещается вместе с ней, охватывая деталь.
Некоторые затруднения в построении средств активного контроля размеров в процессе хонингования вызваны спецификой самого процесса обработки отверстий на хонинговальных станках. Инструмент— — хон —совершает сложное движение относительно обрабатываемой неподвижной поверхности, и положение корпуса хона относительно оси обрабатываемого отверстия не постоянно во времени. Это объясняется неравномерным износом абразивных брусков, величина смещения бывает весьма значительна. Поэтому измерительные устройства, которые встраиваются непосредственно в хонинговальную головку, должны иметь такую связь с корпусом хона, которая обеспечит самоустановку измерителя относительно обрабатываемой поверхности. [c.309]
В абразивной мастерской производится закрепление (заливка и балансировка) шлифовальных кругов, шлифовальных головок, наклейка хонинговальных брусков на металлические оправки, а также все работы по использованию изношенных абразивных инструментов.
 [c.147]
[c.147]Обработка тех же материалов, что для КЧ. Для шлифования, чистовой заточки режущего инструмента. Хонинговальные и суперфинишные бруски. К36, К37—для менее ответственных работ [c.587]
Металлорежущие станки, работающие с абразивным инструментом шлифовальные, хонинговальные, заточные, абразивно-отрезные. Деревообрабатывающее оборудование (кроме токарных станков). Молоты, ковочные машины, конвейеры, рольганги, пилы и ножницы для резки металлов, краны, работающие в литейных цехах, точные формовочные машины и машины для литья под давлением 380
Институт сверхтвердых материалов (Киев) выпустил проспект Инструмент абразивный, порошки и пасты из синтетических алмазов . В проспект включены шлифовальные и отрезные круги, хонинговальные бруски и надфили, головки цилиндрические алмазные, насты и порошки, а также указаны габаритные размеры и область применения инструментов из синтетических алмазов.
[c. 187]
187]
Бруски вращаются и одновременно перемешаются вдоль оси обрабатываемого цилиндра возвратно-поступательно. Соотношение скорости вращения и скорости поступательного движения составляет 1,5—10. Хонинговальные бруски изготавливают из электрокорунда, карбида кремния и алмаза на керамической и бакелитовой связке. Абразивный брусок в процессе обработки контактирует с обрабатываемой поверхностью, раздвигаясь в радиальных направлениях механическими, гидравлическими и пневматическими устройствами. Давление брусков на поверхность среза контролируется. Режущий инструмент хона в процессе обработки самоустанавливается по отверстию. Обрабатывают изделия с диаметром отверстий от 3 до 1000 мм и в несколько метров длиной. [c.591]
Механика процесса хонингования. Инструмент для хонингования состоит из корпуса, в котором закреплены абразивные бруски, прижимаемые пружинами к обрабатываемой поверхности. В процессе работы инструмент вращается вокруг своей оси и одновременно совершает возвратно-поступательное движение относительно неподвижной заготовки.
Хонингование (шлифование брусками) является основным видом отделочной обработки отверстий. Инструмент (рис. 159) —доводочная головка (хон) — представляет собой цилиндр 4, вдоль образующих которого расположено шесть абразивных брусков 3, укрепленных на соответствующих планках 5 и соединенных попарно с радиальными стержнями 6, которые входят в соответствующие пазы головки. Внутри головки смонтирован двусторонний конический регулируемый стержень 1, с помощью которого радиальные стержни вместе с абразивными брусками раздвигаются, регулируя диаметральный размер и компенсируя износ абразивных брусков. Абразивные бруски соединены между собой попарно пружинами 7. Доводочную головку соединяют со шпинделем хонинговального станка шарниром,
[c. 256]
256]
Хонингование (доводку) отверстий производят для получения точных размеров и придания поверхности шероховатости высокого класса. Этот процесс осуществляется за счет снятия с обрабатываемой поверхности мельчайшей стружки при помощи абразивного или алмазного инструмента (рис. .2.3). Главное движение — вращение хонинговальной головки, вспомогательное движение — возвратно-поступательное движение хонинговальной головки. [c.358]
Для обработки отверстий применяются разнообразные типы инструментов в зависимости от назначения различных деталей и факторов технологического процесса. Самыми распространенными инструментами для обработки отверстий являются сверла, расточные инструменты, зенкеры, развертки, протяжки для внутренней обработки, шлифовальные круги, алмазные резцы, хонинговальные головки. Эти инструменты рассматриваются в соответствующих разделах.
См.
 , кроме указанных, также следующие статьи Л. Г. Э р е н к р а н ц, Конструкции хонинговальных головок, Станки и инструмент № 8, 1948,
[c.496]
, кроме указанных, также следующие статьи Л. Г. Э р е н к р а н ц, Конструкции хонинговальных головок, Станки и инструмент № 8, 1948,
[c.496]Зависимость параметров шероховатости обработанной поверхности гильз из чугуна СЧ21 от марки хонинговального инструмента [c.189]
Сущность хонингования заключается в том, что процесс съема металла осуществляется хонинговальным инструментом (головкой), совершающей быстрое вращательное и более медленное возвратно-поступательное движение (обычное хонингование) (рис. 15). Применяется и вибрационное хонингование, при котором хонин-говальная головка имеет дополнительные колебания. [c.37]
Операция 25 выполняется на автоматической линии МЕ444Л1 на специальных двухшпиндельных верти-кально-хонинговальных автоматах СС-311А. Базирование и зажим гильз, инструмент и условия хонингования аналогичны операции 19. Окончательно хонингование осуществляется до достижения диаметра 92+» » мм на каждом шпинделе по командам автоматических приборов активного контроля. [c.113]
[c.113]
Обработка тех же материалов. Отделочное н профильное шлифование, резьбошли-фование. Шлифование и заточка сложного режущего инструмента. Обработка тонкостенных деталей, а также деталей, склонных к прнжогам н имеющих большую поверхность контакта с абразивным кругом. Хонинговальные и супер-финишные бруски. Э9—для наиболее ответственных работ с высокими требованиями к чистоте поверхности [c.587]
На рис. 285 показаны схемы крепления инструмента и детали. Первая схема предусматривает жесткое крепление хонинговальной головки и плавающее крепление детали в приспособлении (рис. 285, а). Этот способ хонингования значительно упрощает конструкцию головки и не требует точного центрирования обрабатываемой детали по оси шпинделя станка. Конструкция зажимного приспособления также значительно упрощаетея, так как деталь не зажимается, а лишь ограничивается от проворота, вызываемого крутящим моментом.
При обработке тяжелых корпусных деталей или деталей с отверстиями малого диаметра и большой глубины при I d = 2,5, а также на станках с малой жесткостью шпинделя применяется шарнирное крепление хонинговальной головки на шпинделе станка и жесткое крепление обрабатываемой детали. В тех случаях, когда наладкой обеспечивается точное центрирование детали при отклонении от соосности шпинделя станка и обрабатываемого отверстия, не превышающем 0,03 — 0,05 мм, применяется одношарнирное крепление хонинговальной головки (рис. 285,в) если отклонение от соосности шпинделя и отверстия детали превышает 0,05 мм, необходимо использовать двухшарнирное крепление головки и жесткое крепление детали (рис. 285, г). Шарнирное крепление хонинговальной головки не может исключить влияния отклонения от соосности инструмента и отверстия на геометрические параметры хонингуемого отверстия. Принудительный отвод от оси шпинделя приведет к увеличению радиального давления брусков на участках входа и выхода инструмента из отверстия и ухудшению геометрических параметров обрабатываемого отверстия. Поэтому при обработке длинных и точных отверстий (гильзы, цилиндры блоков и др.) в тех случаях, когда трудно обеспечить допуск соосности шпинделя и обрабатываемого отверстия, кроме двухшарнирного крепления хонинго-
[c.430]
Поэтому при обработке длинных и точных отверстий (гильзы, цилиндры блоков и др.) в тех случаях, когда трудно обеспечить допуск соосности шпинделя и обрабатываемого отверстия, кроме двухшарнирного крепления хонинго-
[c.430]
Параметры работоспособности абразивного инструмента обычно изменяются во времени. Восстановление заданной геометрической формы и режущей способности рабочей поверхности инструмента называют правкой. Необходимость в правке отпадает для тех инструментов, которые обладают самозатачиваемостью, т. е. свойством абразивного инструмента сохранять работоспособное состояние в течение всего периода эксплуатации. В режиме самозатачивания работают сегментные торцешлифовальные круги, хонинговальные и суперфинишные бруски, обдирочные круги, шлифовальные круги с определенными характеристиками и ряд других инструментов. Для большинства абразивных инструментов параметры работоспособности определяются состоянием рельефа рабочих поверхностей, отклонениями от геометрической формы и их взаимного расположения. [c.355]
[c.355]
Шарнирное крепление хонинговальной головки не может исключеть влияния отклонения от соосности инструмента и отверстия на геометрические параметры хонингуемого отверстия. Принудительный отвод от оси шпинделя приведет к увеличению радиального давления брусков на участках входа и выхода [c.632]
Станки, работающие абразивным инструментом, относятся к третьей группе по классификации ЭНИМСа (за исключением зубо- и резьбошлифовальиы.х станков, которые относятся к пятой группе) и включают в себя круглошлифовальные станки для наружного и внутреннего шлифования, бесцентрово-шлифовальные, нлоскошлнфовальные, специализированные шлифовальные станки, станки для заточки режущего инструмента, хонинговальные, суперфинишные, притирочные, полировальные и др. [c.363]
Универсальная широкодиапазонная хонинговальная головка — Оборудование компании «Механика»
Компания «Механика» производит универсальные широкодиапазонные хонинговальные головки. Инструмент позволяет обрабатывать отверстия диаметром от 74 до 125 мм.
Инструмент позволяет обрабатывать отверстия диаметром от 74 до 125 мм.
Применение универсальной хонинговальной головки существенно расширит возможности и повысит качество работы любого хонинговального станка или приспособления. Инструмент можно использовать на механических (3Г833), гидравлических (3К833), компактных (СС701), советских, российских, импортных, трофейных, репарационных и антикварных хонинговальных станках. И во всех случаях головка позволяет обеспечить точность и качество обработки.
Точность обработки и отклонения от геометрической формы обеспечиваются в пределах 0.01мм.
Головка позволяет использовать хонинговальные бруски всех основных производителей: SUNNEN, DELAPENA, RIGERS, GOODSON. Возможно использование отечественных алмазных хонинговальных брусков и специальных карцовочных щёток для платохонингования. Основные детали головки так же являются взаимозаменяемыми с инструментом указанных производителей.
Хонинговальная головка за счет особой геометрии и упругости опорных брусков автоматически исправляет эллипсность, восстанавливает геометрию отверстия и позволяет обрабатывать цилиндры сразу в ремонтный размер без предварительной расточки.
Допустимо использовать инструмент в «полевых условиях», с приводом от низкооборотной дрели или компактным приспособлением типа ГАРО (см картинку).
Дополнительно может комплектоваться штурвалом-адаптером. Штурвал-адаптер позволяет удобно и дозированно разжимать хонинговальные бруски головки независимо от основной системы разжима станка. Этим обеспечивается полная универсальность инструмента, возможность его легкого монтажа и удобного использования на станках любых типов.
Ознакомьтесь с техническими характеристиками устройства.Хонинговальный станок Механика СК-12
Станок предназначен для точной обработки отверстий, в том числе цилиндров двигателей внутреннего сгорания любой компоновки: рядных, оппозитных, W и V-образных.
Конструкция и оснащение станка позволяет обрабатывать цилиндры в ремонтный размер как после предварительной расточки, так и сразу, прямым хонингованием, минуя расточные операции.
Хонинговальные головки спроектированы по международным стандартам, допускающим использование хонинговальных брусков всех основных мировых производителей: SUNNEN, DELAPENA, RIGERS, GOODSON.
Такой инструмент обеспечивает формирование плосковершинного микропрофиля поверхности цилиндров, что улучшает условия смазки и существенно увеличивает ресурс цилиндропоршневой группы.
Рекомендуемые корундовые хонинговальные бруски и финишные карцовочные щетки исключают высокие контактные напряжения в зоне резания, обеспечивают максимальное раскрытие зерен графита, снимают микро заусенцы, исключают прижоги и шаржирование, обеспечивают формирование поверхности, оптимальной по своим антифрикционном и противоизносным свойствам. Применяемая технология гарантирует наилучшие условия трения, обеспечивая высокую надежность и максимальный ресурс поршневой группы и двигателя в целом.
Станок и оснастка позволяют выполнять дополнительную антифрикционную обработку цилиндров. Латунирование или нанесение медно-графитового покрытия актуально для цилиндров спортивных и высоконагруженных моторов.
Латунирование или нанесение медно-графитового покрытия актуально для цилиндров спортивных и высоконагруженных моторов.
В ряде случаев возможно использование алмазных хонинговальных брусков российского производства. При необходимости наши специалисты помогут подобрать хонинговальный инструмент и режимы обработки под конкретные условия заказчика, с учетом обрабатываемого материала, необходимой производительности и требований к чистоте, микропрофилю и шероховатости поверхности.
Оснастка станка позволяет работать с отверстиями диаметром от 30 мм до 150 мм и глубиной от 80 мм до 280 мм. Обеспечивается точность изделий 0.005 мм.
Удобное крепление блока, быстрота установки, возможность наклона, регулировки по высоте, автоматическая подача брусков делают работу на станке простой и производительной.
В Механике можно пройти предварительную стажировку, обучить специалистов работе на реально работающем оборудовании, выполнить пробные операции, для ознакомления с реальными возможностями станка, инструмента и оснастки.
Мы имеем многолетний опыт интенсивной промышленной эксплуатации собственного оборудования. Мы знаем, какими должны быть инструмент и технологии хонингования, чтобы работа была эффективной и производительной. Станки производятся в России, накопленные знания, бесперебойную поддержку и снабжение расходниками наши клиенты так же получают в России, без длительного ожидания и таможенных барьеров.
Ознакомьтесь в описании с конструкцией, комплектацией и перечнем дополнительного оборудования.
Менеджер компании готов ответить на вопросы.
«Механика» предлагает купить хонинговальный станок «СК-12».Kadia вертикальные хонинговальные станки, хонинговальное масло, хонинговальный инструмент
Jump to Navigation- Информация
- Производители
- Каталог
- Назад
- Насосное оборудование
- Насосы центробежные
- Apex Pumps
- Насосы винтовые
- Насосы высокого давления
- BFT
- GEA
- Погружные насосы
- Houttuin
- Горизонтальные насосы
- Apex Pumps
- Houttuin
- Inoxihp
- Moyno
- Vipom
- Насосы герметичные
- Hermetic Pumpen
- Zenith
- Насосное оборудование прочее
- AX System
- Sanco
- Servi Group
- Насосы центробежные
- Фильтровальное оборудование
- Воздушные фильтры
- AAF
- Jonell
- Масляные и гидравлические фильтры
- Parker Hannifin Corporation
- Servi Group
- Коалесцирующие фильтры
- ASCO Filtri
- Buhler Technologies
- EUROFILL
- Hydac
- Jonell
- Petrogas
- Scam Filltres
- Vokes Air
- Водоподготовка
- Grunbeck
- Фильтры КВОУ
- AAF
- Осушители
- Воздушные фильтры
- Компрессорное оборудование
- Поршневые компрессоры
- Винтовые компрессоры
- GEA
- Howden
- Stewart & Stevenson
- Центробежные компрессоры
- Baker Hughes
- Stewart & Stevenson
- Thermodyn
- Поршневые компрессоры
- Трубопроводная арматура
- Запорная, регулирующая, запорно-регулирующая арматура
- Предохранительная арматура
- Sapag Industrial valves
- Schroedahl
- Servi Group
- Приводы трубопроводной арматуры
- Biffi
- Keystone
- Запорная, регулирующая, запорно-регулирующая арматура
- Гидравлика
- Гидроцилиндры
- Servi Group
- Гидроклапаны
- Meggitt
- Servi Group
- Гидронасосы
- Riverhawk
- Servi Group
- Гидрораспределители
- Servi Group
- Пневмоцилиндры
- Artec
- Mec Fluid 2
- Гидроцилиндры
- Станочное оборудование
- Станки шлифовальные
- LOESER
- Хонинговальные станки
- CAR srl
- Станки зубо- и резьбо- обрабатывающие
- Nagel Maschinen
- Карусельные станки
- Star Micronics
- Шпиндели и фрезерные головки
- Cytec
- Станки шлифовальные
- Приводная техника
- Электрические приводы
- Servi Group
- Гидравлические приводы
- Biffi
- Пневматические приводы
- Keystone
- Вентиляторы
- Reitz
- Электромагнитные приводы
- Danfoss
- ECONTROL
- Редукторы
- Renk
- VAR-SPE
- Турборедукторы
- Flender-Graffenstaden
- Renk
- Электрические приводы
- КИП (измерительное оборудование)
- Анализаторы влажности
- Belimo
- Scantech
- Приборы измерения уровня
- Endress+Hauser
- Приборы контроля и регулирования технологических процессов
- Reuter-Stokes
- Приборы измерения уровня расхода (расходомеры)
- Belimo
- Itron
- Servi Group
- Системы измерения неразрушающего контроля
- HBM
- Kavlico
- Marposs
- Устройства измерения температуры
- Устройства измерения давления
- Autrol
- Servi Group
- Устройства измерения перемещения и положения
- Анализаторы влажности
- Лабораторное оборудование
- Микроскопия и спектроскопия
- Keyence
- Микроскопия и спектроскопия
- Электрооборудование
- Аккумуляторные батареи
- Hoppecke
- Противопожарное оборудование
- Reuter-Stokes
- Sanco
- Spectrex
- Выключатели
- Metrol
- Источники питания
- LAM Technologies
- Кабели и коннекторы
- Axon’ Cable
- HiRel Connectors
- Murrplastik
- Лазеры
- RIO
- Лампы
- Nic
- Parat
- Серийные преобразователи
- LAM Technologies
- Электродвигатели
- Gamak Motors
- LAM Technologies
- Электроника
- DUCATI Energia
- JOVYATLAS
- Luvata
- Murrplastik
- Аккумуляторные батареи
- Прочее оборудование
- Абразивные изделия
- Abrasivos Manhattan
- Atto Abrasives
- Буровое оборудование
- BVM Corporation
- Den-Con Tool
- MI Swaco
- Top-co
- WestCo
- Валы
- GKN
- Jaure
- Rotar
- Вибротехника
- JOST
- Газовые турбины
- Alba Power
- Baker Hughes
- Meggitt
- Score Energy
- Siemens energy
- Solar turbines
- Горелки
- Зажимные устройства
- Restech Norway
- SPIETH
- Защита от износа, налипания, коррозии
- Rema Tip Top
- Инструмент
- Deprag
- Knipex
- Клапаны
- Baker Hughes
- Mec Fluid 2
- Top-co
- Velan
- W.
 T.A.
T.A. - Zimmermann & Jansen (Z&J)
- Крановое оборудование
- Facco
- Маркировочное оборудование
- Couth
- Espera
- Мельницы
- Eirich
- Металлообработка
- Agrati
- Муфты
- Coremo Ocmea
- Esco Couplings
- Jaure
- John Crane
- Kendrion Linnig
- Top-co
- ZERO-MAX
- Оси
- Jaure
- Подшипники
- John Crane
- NTN-SNR
- SPIETH
- Производственные линии
- Espera
- FIBRO
- Masa Henke
- Робототехника
- Motoman Robotics
- Системы обогрева
- Helios
- TYCO Thermal Controls
- Системы охлаждения
- Gohl
- Системы смазки
- Lincoln
- Строительные леса
- HAKI
- Сушильные печи
- Eirich
- Такелажное оборудование
- Casar
- Easy Mover
- Fetra
- Тормоза и сцепления
- Coremo Ocmea
- Упаковочное оборудование
- Espera
- Thimonnier
- Уплотнения
- Flexitallic
- John Crane
- Форсунки и эжекторы
- Exair
- Центраторы
- Top-co
- Электрографитовые щетки
- Morgan Advanced Materials
- Абразивные изделия
 T.A.
T.A.- AX System
- A. O. Smith – Century Electric
- A.S.T.
- AAF
- Abrasivos Manhattan
- Advanced Energy
- Agilent Technologies
- Agrati
- Alba Power
- Algi
- Allweiler
- Alphatron Marine
- Amot
- Anderson Greenwood
- Apex Pumps
- Apollo Valves
- Ariana Industrie
- Ariel
- Artec
- ASCO Filtri
- Ashcroft
- ATAS elektromotory
- Atos
- Atto Abrasives
- Autrol
- Autronica
- Axis
- Axon’ Cable
- Baker Hughes
- Baker Hughes
- Bando
- Baruffaldi
- BAUER Kompressoren
- Belimo
- Bently Nevada
- Berarma
- BFT
- BHDT
- Biffi
- Bifold Group
- Brinkmann pumps
- Buhler Technologies
- BVM Corporation
- Camfil FARR
- Campen Machinery
- CanaWest Technologies
- CAR srl
- Carif
- Casar
- CAT
- Celduc Relais
- Center Line
- Clif Mock
- Comagrav
- Compressor Controls Corporation
- CoorsTek
- Coral engineering
- Coremo Ocmea
- Couth
- CRANE
- Crosby
- Cytec
- Danaher Motion
- Danfoss
- Danobat Group
- David Brown Hydraulics
- Den-Con Tool
- DenimoTECH
- Deprag
- Destaco
- Dixon Valve
- Donaldson
- Donaldson осушители, адсорбенты
- DUCATI Energia
- Duplomatic
- Duplomatic Oleodinamica
- Dustcontrol
- Dynasonics
- E-tech Machinery
- Easy Mover
- Ebro Armaturen
- ECONTROL
- Eirich
- EMIT
- Endress+Hauser
- Esco Couplings
- Espera
- Estarta
- Euchner
- EUROFILL
- EuroSMC
- Exair
- Facco
- FANUC
- Farris
- Fema
- Ferjovi
- Fetra
- FIBRO
- Fisher
- Flender-Graffenstaden
- Flexitallic
- Flowserve
- Fluenta
- Flux
- FPZ
- Freudenberg
- Fritz STUDER
- Gali
- Gamak Motors
- GEA
- GEORGIN
- GKN
- Gohl
- Goulds Pumps
- GPM Titan International
- Graco
- Grunbeck
- Grundfos
- Gustav Gockel
- HAKI
- Harting technology
- HAWE Hydraulik SE
- HBM
- Heimbach
- Helios
- Hermetic Pumpen
- Herose
- HiRel Connectors
- Hohner
- Holland-Controls
- Honsberg Instruments
- Hoppecke
- Horton
- Houttuin
- Howden
- Howden CKD Compressors s. r.o.
- HTI-Gesab
- Hydac
- Hydrotechnik
- IMO
- Inoxihp
- iNPIPE Products
- ISOG
- Italmagneti
- Itron
- ITW Dynatec
- Jaure
- JDSU
- Jenoptik
- John Crane
- Jonell
- JOST
- JOVYATLAS
- K-TEK
- Kadia
- Kavlico
- Kellenberger
- Kendrion
- Kendrion Linnig
- Keyence
- Keystone
- Kitagawa
- Knipex
- Knoll
- Kordt
- Krombach Armaturen
- KSB
- Kumera
- Labor Security System
- LAM Technologies
- Lapmaster Wolters
- Lincoln
- LOESER
- Lufkin Industries
- Luvata
- Mahle
- Marposs
- Masa Henke
- Masoneilan
- Mec Fluid 2
- MEDIT Inc.
- Meggitt
- Mercotac
- Metrol
- MI Swaco
- Minco
- MMC International Corporation
- MOOG
- Moore Industries
- Morgan Advanced Materials
- Motoman Robotics
- Moyno
- Mud King
- MULTISERW-Morek
- Munters
- Murr elektronik
- Murrplastik
- Nagel Maschinen
- National Oilwell Varco
- Netzsch
- Nexoil srl
- Nic
- NOV Mono
- NTN-SNR
- Ntron
- Nuovo Pignone
- O’Drill/MCM
- Oerlikon
- Oilgear
- Omal Automation
- Omni Flow Computers
- OMT
- Opcon
- Orange Research
- Orwat filtertechnik
- OTECO
- Pacific valves
- Pageris AG
- Paktech
- PALL
- Panametrics
- Parat
- Parker Hannifin Corporation
- PENTAIR
- Peter Wolters
- Petrogas
- ProMinent
- Quick Soldering
- Reitz
- Rema Tip Top
- Renk
- Renold
- Repar2
- Resatron
- Resistoflex
- Restech Norway
- Reuter-Stokes
- Revo
- Rexnord
- Rheonik
- Rineer Hydraulics
- RIO
- Riverhawk
- RMG Honeywell
- Ro-Flo Compressors
- Robbi
- ROS
- Rota Engineering
- Rotar
- Rotoflow
- Rotork
- Ruhrpumpen
- S. Himmelstein
- Sanco
- Sapag Industrial valves
- Saunders
- Scam Filltres
- Scantech
- Schroedahl
- Score Energy
- Sermas Industrie
- Servi Group
- Settima
- Siekmann Econosto
- Siemens
- Siemens energy
- Simaco
- Solar turbines
- Solberg
- SOR
- Spectrex
- SPIETH
- SPX
- Stamford | AvK
- Star Micronics
- Stewart & Stevenson
- Stockham
- Sumitomo
- Supertec Machinery
- Tamagawa Seiki
- Tartarini
- TEAT
- TEKA
- Thermodyn
- Thimonnier
- Top-co
- Truflo
- Turbotecnica
- Tuthill
- TYCO Thermal Controls
- Vanessa
- VAR-SPE
- VDO
- Velan
- Versa
- Vibra Schultheis
- Vipom
- Vokes Air
- Voumard
- W. T.A.
- Warren
- Waukesha
- Weatherford
- Weiss GmbH
- Wenglor
- WestCo
- Woodward
- Xomox
- Yarway
- Zenith
- ZERO-MAX
- Zimmermann & Jansen (Z&J)
 O. Smith – Century Electric
O. Smith – Century Electric r.o.
r.o. Himmelstein
Himmelstein T.A.
T.A.Хонинговальная головка (инструмент для машин марки SUNNEN)
Хонинговальная головка (хон) с одним бруском предназначена для обработки внутренних отверстий и улучшения качества отделки поверхности их внутренних стенок. Мы разработали несколько моделей хонинговальных головок в зависимости от размеров отверстия. Каждая головка состоит из адаптера, оправки, клина, фиксатора бруска, центрующей втулки, втулки для правки брусков и хонинговального бруска. Все эти детали собраны с особой тщательностью и приводятся в действие станком. Взаимодействуя между собой, они обрабатывают отверстия с максимальной точностью.
Все эти детали собраны с особой тщательностью и приводятся в действие станком. Взаимодействуя между собой, они обрабатывают отверстия с максимальной точностью.
Все инструменты для хонингования могут использоваться в фирменных машинах SUNNEN и наших машинах
мы также поставляли OEM-сервис для некоторых брендов, если вам нужно, также свяжитесь с нами
Данная серия хонинговальных головок была разработана для хонингования отверстий с малым диаметром (минимальный диаметр: 2.54 мм). Опираясь на наш научно-исследовательский и производственный потенциал, мы можем предложить индивидуальное производство хонов в соответствии с ТЗ заданием заказчика. Для получения более подробной информации о данном продукте, пожалуйста, свяжитесь с нами.
Компоненты
| 1. Адаптер | 2. Оправка | 3. Хонинговальный брусок |
| 4. Центрующая втулка | 5. Втулка для правки брусков | 6. Клин Клин |
| 7. Центральный стержень | 8. Длина хвостовика | 9. Длина колодки |
Типы : Стандарт одиночный камень инструменты
Типичные слова: K,BL,JK,L
Стандартные оправки для открытых отверстий. Они предназначены для разных диаметров и длин.
Диапазон диаметров составляет 2.54-18.90 мм.
K: стандартная оправка
BL: камень длиннее K оправки
JK: длина стержня больше, чем у оправки
L: длина стержня больше, чем у оправки BL
ОБРАЗЕЦ: K3-100CH
Типичные слова: AK, JAK,BAL,AL,ATK,
Стандартные оправки для открытых отверстий. Они предназначены для разных диаметров и длин.
Диапазон диаметров 18,90-36 мм.
ОБРАЗЕЦ: AK20-744AH
ОБРАЗЕЦ: AK20-744UACH, у оправки есть гильдии.
Типичные слова: Y,AAY,
Стандартные оправки для открытых отверстий с ключевыми слотами. Они предназначены для разных диаметров и длин.
Диапазон диаметров составляет 6,22-34,93 мм.
ОБРАЗЕЦ: Y8-245BH
Типичное слово: M
Стандартные оправки для глухих отверстий. Они предназначены для разных диаметров и длин.
Диапазон диаметров составляет 4.7-18.90 мм.
ОБРАЗЕЦ: MK6-01AH
Оправки с алмазным покрытием
Предназначен для создания долговечного направляющего башмака для увеличения срока службы оправки в некоторых приложениях для хонингования. Другим преимуществом супер-оправок является более быстрое удаление материала в труднодоступных материалах (хром, карбид). С нанесенным алмазом с бриллиантом 220 выберите подходящую стальную оправу и добавьте DX, например: K3-100CS-DX. Обратитесь в службу поддержки клиентов по цене и доступности
Мы ежегодно поставляем стандартные инструменты. Если вы заинтересованы, пришлите нам, мы можем предоставить вам образец, чтобы проверить наше качество.
Хонинговальные инструменты (Honing tools )
Хонинговальные станки (Honing machines )
Хонинговальные станки с ЧПУ для обработки точных отверстий
В этой заметке вы найдете информацию об обработке точных отверстий на хонинговальных станках.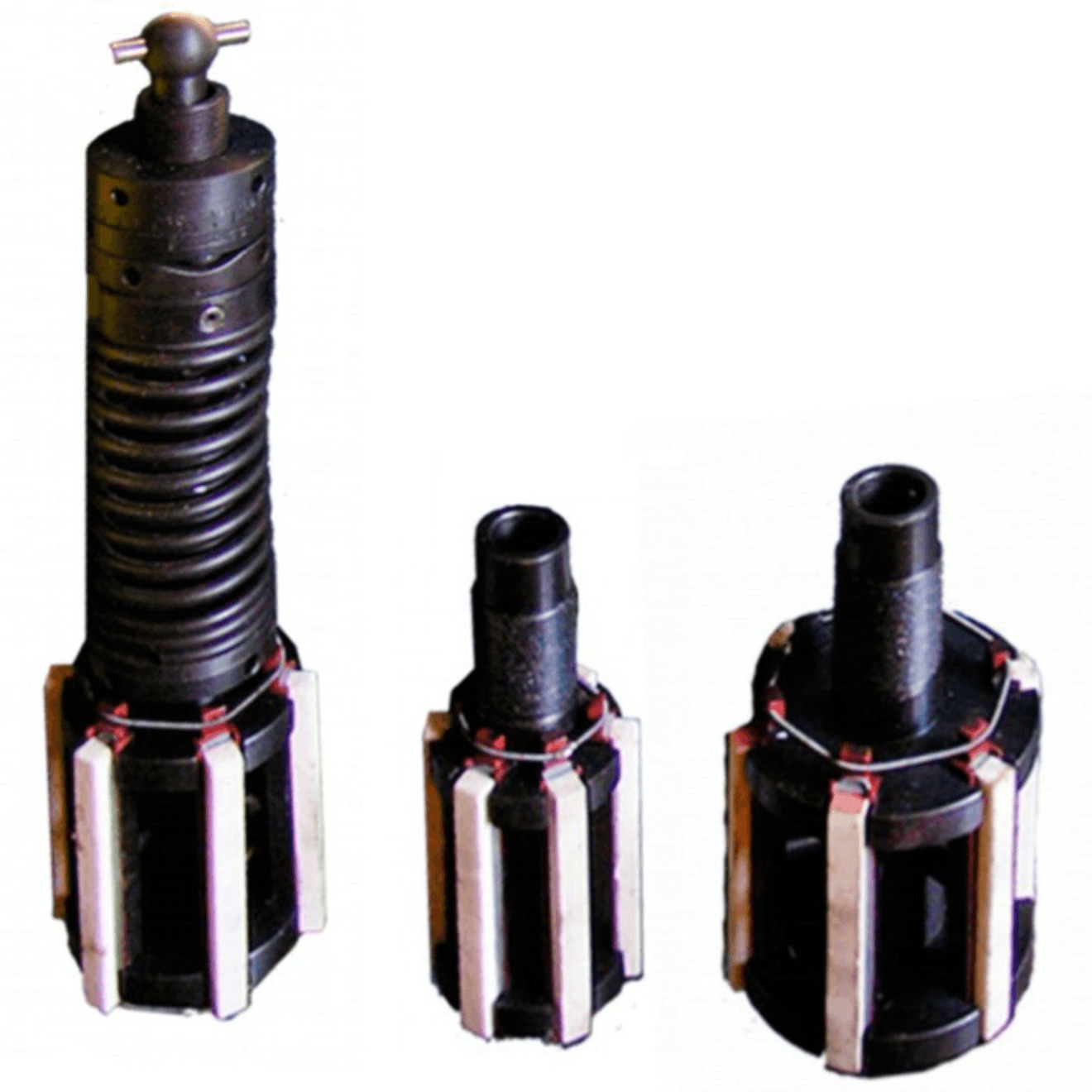 Также мы расскажем о видах хонинговальных станков, которые мы применяем в своих проектах. Наши партнеры по хонингованию – это «Sunnen» и «Khushbu»
Также мы расскажем о видах хонинговальных станков, которые мы применяем в своих проектах. Наши партнеры по хонингованию – это «Sunnen» и «Khushbu»
Основные положения хонингования
Процесс хонингования подробно описан на википедии и на металлвики, поэтому рассмотрим только практическую сторону вопроса хонингования и оборудование, применяемое при этом. Хонингование используется, когда вам нужно получить отверстие со сверхвысокими требованиями к округлости, шероховатости и параллельности. В нашей практике мы использовали оборудование «Sunnen» для получения шероховатости выше Ra0,04 мкм и допуска круглости менее 0,5 мкм, при этом предельные отклонения размера обработанного отверстия составили менее 2 мкм. Указанные параметры мы достигли на вертикально-хонинговальном станке Sunnen SV2010.
При хонинговании нельзя исправить ось отверстия, поэтому перед операцией хонингования обычно выполняется расточка. Исключением из этого правила могут стать задачи хонингования отверстий небольшой глубины, в таком случае для обработки можно использовать длинные хонинговальные бруски. Такие бруски при хонинговании перекрывают всю длину отверстия, при такой технологии ось отверстия может быть незначительно скорректирована.
Исключением из этого правила могут стать задачи хонингования отверстий небольшой глубины, в таком случае для обработки можно использовать длинные хонинговальные бруски. Такие бруски при хонинговании перекрывают всю длину отверстия, при такой технологии ось отверстия может быть незначительно скорректирована.
Стандартные припуски под хонингование обычно составляют менее 0,05 мм на сторону в зависимости от диаметра обрабатываемой детали.
Какие бывают типы хонинговальных станков?
- Вертикально-хонинговальные
- Горизонтально-хонинговальные
Ссылка на скачивание презентации Khushbu
Горизонтально-хонинговальные станки
Горизонтально-хонинговальные станки используются для хонингования длинных заготовок типа «труба». Длина обработки до 10 000 мм, наружный диаметр детали до 1000 мм. Как правило, эти детали представляют из себя тела вращения, при этом точная их обработка на обычных токарных станках затруднительна из-за высокого соотношения длины и диаметра.
Фотография станка по одному из реализованных проектов по обработки деталей длиной до 3 метров:
Типовое применение: изготовление хонингованных труб для гидроцилиндров и пневмоцилиндров.
Вертикально-хонинговальные станки
Вертикально-хонинговальные станки используются для обработки деталей с вертикальным расположением отверстий, а также для деталей с небольшой глубиной отверстия или небольшим диаметром, которые удобно расположить вертикально.
Такие станки хорошо подходят для крупносерийного и массового производства, потому что их легко встроить в автоматизированную линию.
Фотография одношпиндельного вертикально-хонинговального станка по проекту крупносерийного изготовления деталей:
Для массового изготовления деталей можно использовать однопроходное хонингование. При применении такой технологии станок оснащается несколькими шпинделями, их количество как правило составляет 4-6 шпинделей на станок. Компоновка станка: шпиндельный узел с несколькими инструментами и поворотный стол с зажимными приспособлениями на нем. При работе станка производится одновременная обработка всеми шпинделями. После завершения хонинговального прохода поворотный стол поворачивается, тем самым меняет позиции, и обработка продолжается. Например, если мы используем станок с 6 рабочими станциями, то каждая заготовка пройдет через 3 позиции.
Компоновка станка: шпиндельный узел с несколькими инструментами и поворотный стол с зажимными приспособлениями на нем. При работе станка производится одновременная обработка всеми шпинделями. После завершения хонинговального прохода поворотный стол поворачивается, тем самым меняет позиции, и обработка продолжается. Например, если мы используем станок с 6 рабочими станциями, то каждая заготовка пройдет через 3 позиции.
Технология обработки представлена на видео:
В отличие от стандартной технологии, при однопроходном хонинговании используется инструмент, который не регулируется в процессе обработки:
Применение таких станков ограничивается серийностью и номенклатурой обрабатываемых деталей: чем шире номенклатура и меньше серийность, тем менее оправдано применение таких станков. С другой стороны, при массовом производстве подобные станки показывают высокую эффективность.
С другой стороны, при массовом производстве подобные станки показывают высокую эффективность.
Типовые детали для применения однопроходных хонинговальных станков
Компоненты подшипников, корпуса насосов гидроусилителя, шестерни, гидравлические клапаны, автомобильные шатуны и многие другие.
Хонинговальные станки в работе на видео:
- Вертикально-хонинговальный станок Khushbu. Однопроходное хонингование и автоматизация.
- Вертикально-хонинговальный станок Sunnen.
Горизонтально хонинговальный станок Sunnen
Предоставленной информации оказалось недостаточно?
Просто позвоните нам или напишите в форме обратной связи на сайте.
Федоров Никита
Тел.: +7 (343) 289-90-20 (доб. 501)
Моб.: +7-961-763-30-04
E-mail: [email protected]
Диск хонинговальный Robert Sorby Pro Edge Honing Wheel М00011815
Диск хонинговальный Robert Sorby Pro Edge Honing Wheel
Применение:
-
для полировки инструментов
-
не требует каких-либо хонинговальных паст на станках
-
применяется на станках Robert Sorby Pro Edge
Описание:
-
Хонинговальный диск выполнен из резины соединенной с мягким абразивом.
-
Профиль диска может быть сформирован при помощи абразивного бруска.

Технические характеристики:
Диаметр диска 70мм.
Ширина диска 15 мм.
Посадочный диаметр 10 мм
Посмотреть заточной станок:
Robert Sorby Pro Edge Basic ,
Robert Sorby Pro Edge Deluxe
Производство — Robert Sorby (Шеффилд, Великобритания)
История марки Robert Sorby (Роберт Сорби) тесно переплетена с их родным городом Шеффилдом в Англии, начиная с 16 века. Компания всегда выпускала только высококачественную продукцию, создавая высокую репутацию по всему миру. Сегодня компания Robert Sorby представляет собой независимое производство с ручными операциями, доставшимися еще со времен ножевщиков, включая несколько старых Шеффилдовских марок. В ассортименте столярный инструмент: для токарного дела (различные токарные резцы, кронциркули, патроны), для резьбы по дереву, для изготовления мебели, стамески, долота для плотников и тд.
Рекомендация «Арсенал Мастера»:
Рекомендуем к покупке, Доставим в любой город России.
Посмотреть в каталоге Все инструменты и приспособления Robert Sorby
Посмотреть в каталоге Все резцы и стамески Robert Sorby
Отзывы о Диск хонинговальный Robert Sorby Pro Edge Honing Wheel М00011815
Инструмент Flex-Hone®
Инструмент Flex-Hone®
Инструмент Flex-Hone® — идеальное решение для многих ваших задач по финишной обработке, удалению заусенцев и гибке кромок. Доступные в различных размерах и типах абразивов, наши хонинговальные инструменты используют гибкий процесс хонингования, чтобы обеспечить превосходное качество поверхности на любом основном материале. Наши гибкие хонинговальные инструменты не похожи ни на один другой хонинговальный инструмент, поскольку они обеспечивают непревзойденное контролируемое состояние поверхности.
Доступные в различных размерах и типах абразивов, наши хонинговальные инструменты используют гибкий процесс хонингования, чтобы обеспечить превосходное качество поверхности на любом основном материале. Наши гибкие хонинговальные инструменты не похожи ни на один другой хонинговальный инструмент, поскольку они обеспечивают непревзойденное контролируемое состояние поверхности. Зачем использовать Flex-Hone?
ОТДЕЛКА ПОВЕРХНОСТИ
Инструмент Flex-Hone® доступен с различными типами абразивных материалов и зернистостью, чтобы обеспечить оптимальную чистоту поверхности на любом основном материале.Flex-Hone®, также известный как шаровой наконечник цилиндра, обычно используется для уменьшения значений Ra, Rk и Rpk при сохранении объема Rvk и Vo для удержания масла. Использование инструмента FlexHone® для чистовой обработки поверхности позволяет калибровочным инструментам выполнять свою работу быстро и точно, не ухудшая качества поверхности. Flex-Hone® также используется для склеивания, когда требуется более шероховатая поверхность для целостности склеивания.
ОБРАБОТКА ЗАРЯДА
Удаление заусенцев с поперечно просверленных отверстий — дорогостоящая и трудоемкая операция.Инструмент Flex-Hone® можно использовать для удаления заусенцев из просверленных отверстий, оставляя чистое скругленное пересечение. Благодаря своей уникальной конструкции Flex-Hone® может использоваться в режиме онлайн в станках или в автономном режиме в качестве вспомогательной операции. Хонинговальный инструмент для цилиндров является самоцентрирующимся и самоустанавливающимся по отверстию, поэтому сложные жесткие настройки не требуются. Рекомендуется использовать инструмент в основном отверстии, в которое входят поперечные отверстия. Наилучшие результаты достигаются при вращении и перемещении гибкого хонинговального приспособления на несколько движений по часовой стрелке, снятии инструмента с детали, реверсировании шпинделя, а затем вращении и перемещении инструмента против часовой стрелки еще на несколько движений.Это прямое и обратное вращение создает более симметричный рисунок удаления заусенцев.
ОТДЕЛКА ПЛАТО
Brush Research впервые разработала концепцию плато-отделки и является решительным сторонником преимуществ поперечной штриховки, плато-отделки. Эта концепция включает использование гибких шлифовальных кругов для удаления выступов, образовавшихся в результате предшествующих операций механической обработки, для создания практически плоской поверхности или плоской поверхности. Плато, созданное за счет устранения выступов, позволяет кольцам и уплотнениям присаживаться, не повреждая их края.Рисунок с перекрестной штриховкой поможет контролировать и удерживать смазку, уменьшит просачивание в гидравлических и пневматических системах и продлит срок службы уплотнения.Что такое хонинговальный инструмент и однопроходный хонинговальный инструмент?
Назначение хонинговального инструмента — передавать мощность, генерируемую станком, на обрабатываемую деталь. Хонингование исправляет конусность отверстия, размер, качество обработки и прямолинейность, но обычно не может исправить осевое совмещение или расположение.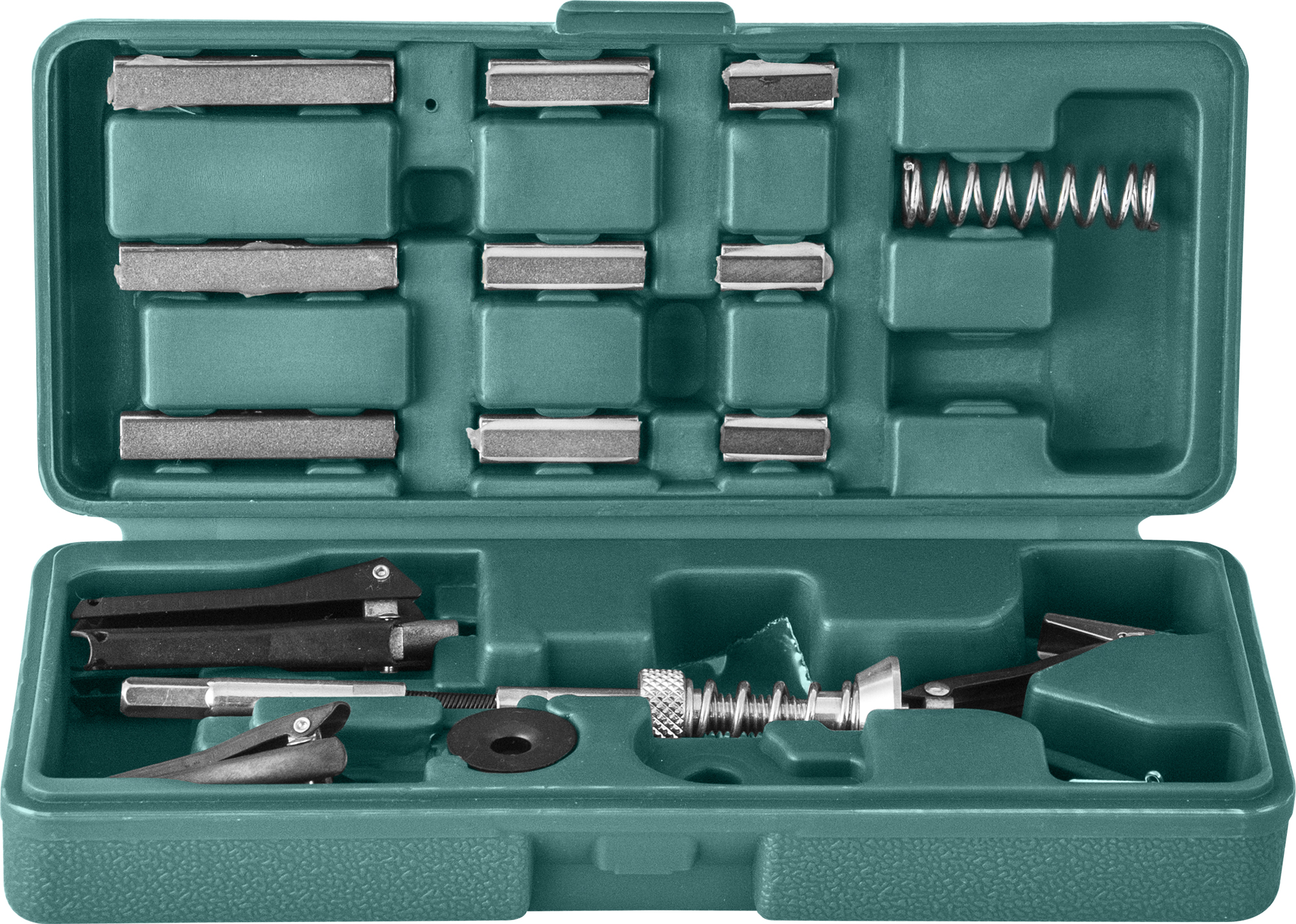
Инструмент состоит из переходника головки шпинделя, приводного вала и хонинговального корпуса.Хонингованный корпус содержит конус, прикрепленный к толкателю. См. Рисунок типичного хонинговального инструмента на следующей странице
Толкатель внутри приводного вала перемещается вверх или вниз в хонинговальном корпусе с помощью двигателя или гидравлического цилиндра. Привод расположен в головке. Когда конус движется вниз, он выталкивает расширительные пластины наружу, расширяя камни. Абразивные камни используются для удаления исходного материала с обрабатываемой детали. Пружины подвязки используются, чтобы удерживать камни в инструменте и разрушать камни, когда инструмент вынимается из отверстия.
В хонинговальных инструментах можно использовать суперабразивы или керамические камни для чернового хонингования, получистовой обработки и окончательного хонингования. Пиковое хонингование обычно требует только черновой обработки. Хонингование плато (создание «плато» сверху) требует мелких камней для удаления вершин. Некоторые инструменты для хонингования имеют в одном инструменте и фрезы, и финишеры.
Некоторые инструменты для хонингования имеют в одном инструменте и фрезы, и финишеры.
Направляющие
Направляющие для хонингования являются частью хонинговального инструмента. Они используются для защиты хонинговальных камней при входе в отверстие или выходе из него, а также для предотвращения контакта металла хонинговального инструмента с поверхностью отверстия.Направляющие необходимо часто проверять на предмет износа или попадания посторонних предметов. При извлечении хонинговальные камни обычно сжимаются ниже размера направляющих, чтобы защитить камни и направляющую втулку.
Хонинговальная втулка
Направляющая втулка для хонинга крепится к фиксированному кронштейну на передней части колонны. Функция хонинговальной направляющей втулки. заключается в том, чтобы направить хонинговальный инструмент в центр отверстия. Втулка обычно изготавливается из закаленной стали или карбида. Карбид используется, когда хонинговальная направляющая втулка также является «разборной втулкой». Они используются для принуждения камней к корпусу инструмента, когда инструмент слишком мал, чтобы иметь подвязочные пружины.
Они используются для принуждения камней к корпусу инструмента, когда инструмент слишком мал, чтобы иметь подвязочные пружины.
Регулируемый конус
При хонинговании глухих отверстий можно использовать регулируемый конус для расширения нижней части камней, чтобы учесть износ и сохранить размер нижней части. Глухая расточка над ходом, показанная выше. Обратите внимание, что камни не могут проходить мимо дна, как в сквозных отверстиях. Это приведет к неравномерному износу камня и сужению нижней части детали. Проблему можно решить, если использовать регулируемый конус и использовать задержку внизу.
Хонинговальные инструменты за один проход
Хонинговальный инструмент может состоять из алмазной абразивной расточной оправки, которая состоит из расширяемой втулки из мягкого чугуна, постоянно покрытой абразивным материалом из природного алмаза с зернистостью 100/120, или это может быть спеченная втулка, в которую встроен абразив. Инструмент расширяется для компенсации износа алмазной втулки. В оправке имеются каналы для прохождения охлаждающей жидкости к канавкам втулки. Хонинговальный инструмент один раз проходит через отверстие и вынимается.
В оправке имеются каналы для прохождения охлаждающей жидкости к канавкам втулки. Хонинговальный инструмент один раз проходит через отверстие и вынимается.
В этом станке используется хонинговальный инструмент плавающего типа, который автоматически выравнивается по имеющемуся отверстию. Инструмент предназначен для хонингования открытых отверстий, образовавшихся в результате предыдущей обработки. операция. Инструмент может исправлять биение, конусность и некруглость отверстия. Инструмент производит прямые, круглые отверстия без конуса за один ход вниз.
Хонинговальный направляющий кронштейн и втулки крепятся к фиксированному кронштейну, установленному на передней части колонны. Функция хонинговального направляющего кронштейна заключается в том, чтобы направлять хонинговальный инструмент в отверстие.Втулка обработана так, чтобы охлаждающая жидкость могла поступать к однопроходному хонинговальному инструменту.
Инструменты для шлифования цилиндров | Summit Racing
Независимо от того, чистите ли вы только что обработанный блок или очищаете цилиндры старого блока от глазури, чтобы дать ему новую жизнь, только инструмент для хонингования цилиндров может обеспечить ровную обработанную поверхность, которую вы ищете. Summit Racing Equipment предлагает большой выбор инструментов в виде камня и кисти, которые идеально подходят как для проектов двигателей выходного дня, так и для профессиональных строителей!
Summit Racing Equipment предлагает большой выбор инструментов в виде камня и кисти, которые идеально подходят как для проектов двигателей выходного дня, так и для профессиональных строителей!Цилиндр Hone Styles
Существует два основных типа хонинговальных инструментов для цилиндров.В инструментах каменного типа используются полоски мелкозернистых полировальных камней, прикрепленные к подпружиненным рычагам. Щеточные шлифовальные станки, иногда называемые шариковыми, содержат десятки абразивных материалов … …ПодробнееВыполняете ли вы чистовую обработку только что обработанного блока или очищаете цилиндры старого блока от глазури, чтобы дать ему новую жизнь, только инструмент для шлифования цилиндров может обеспечить ровную обработанную поверхность, которую вы ищете. Summit Racing Equipment предлагает большой выбор инструментов в виде камня и кисти, которые идеально подходят как для проектов двигателей выходного дня, так и для профессиональных строителей!
Цилиндр Hone Styles
Существует два основных типа хонинговальных инструментов для цилиндров. В инструментах каменного типа используются полоски мелкозернистых полировальных камней, прикрепленные к подпружиненным рычагам. Щеточные шлифовальные круги, иногда называемые шариковыми, имеют десятки абразивных шариков, прикрепленных к жесткой металлической щетине.Использование шлифовального станка для цилиндра
Какой бы стиль вы ни выбрали, работа будет очень похожей. Ось хона вставляется в патрон электродрели, а инструмент и цилиндр смазываются маслом. Затем хонок вставляется в цилиндр и вращается сверлом. Заточку обрабатывают несколько раз вверх и вниз, а затем процесс можно повторить с более мелким зерном.В дополнение к устранению заусенцев и дефектов, оставшихся от процесса обработки, конечной целью процесса хонингования является создание мелкой штриховки на стенке цилиндра, которая поможет удерживать масло.
Инструменты для хонингования цилиндров можно использовать для чистовой обработки цилиндров двигателя, главных цилиндров сцепления, тормозов и т. Д. Summit предлагает широкий выбор, и вы можете делать покупки по размеру цилиндра ниже.
Ведущие бренды
Добиться отличных результатов проще, если у вас под рукой есть высококачественные инструменты! Summit сотрудничает только с проверенными производителями, поэтому вы можете уверенно делать покупки от таких брендов, как Brush Research, Performance Tool, Lisle, OEMTools и других.Показывай меньшеХонингование дает преимущества для всех типов инструментов.
Хонингование кромки режущего инструмента имеет преимущества, включая повышение стойкости инструмента, улучшенную чистоту поверхности заготовки, снижение нагрузки на шпиндель и снижение общих производственных затрат.
Mutschler Edge Technologies LLC, производящая станки для обработки кромок, определяет хонингование как создание контролируемого радиуса и улучшения качества поверхности на пересечении двух поверхностей, образующих режущую кромку.Заточенные края могут быть полными радиусами, водопадом или обратным водопадом.
Станок подготавливает режущие кромки твердосплавных пластин. Изображение предоставлено Mutschler Edge Technologies
Изображение предоставлено Mutschler Edge Technologies
Хонингование дает преимущества для всех типов инструментов, включая HSS и твердосплавные. Основные преимущества проявляются в твердосплавном инструменте перед нанесением на него покрытия. Закругленная кромка позволяет покрытию лучше прилегать к поверхности инструмента, поскольку отсутствуют острые углы или заусенцы. Покрытие снижает трение, увеличивает площадь контакта режущей кромки с заготовкой и укрепляет инструмент.Если не отшлифовать перед нанесением покрытия, кромка может сломаться и обнажить основу, сократив срок службы и эффективность покрытия и инструмента. Поверхность кромки также улучшается, снижается трение и улучшается отвод стружки.
Для инструментов без покрытия также можно использовать контролируемый радиус режущей кромки.
Хонингование — это сухой процесс, который достигается нанесением кисти с нейлоновой абразивной нитью на края режущего инструмента. Волокна щетки изготовлены из нейлоновой основы, которая подвергается совместной экструзии с абразивным зерном. Это означает, что по мере износа щетки на заготовку постоянно попадают новые абразивные зерна. Эти гибкие волокна кисти действуют как «гибкие файлы», равномерно оборачивая и протирая все края.
Это означает, что по мере износа щетки на заготовку постоянно попадают новые абразивные зерна. Эти гибкие волокна кисти действуют как «гибкие файлы», равномерно оборачивая и протирая все края.
Использование этих щеток связано с двумя отдельными динамиками: рез, который создает абразив, и сила волокон, когда они контактируют с поверхностью. Результат определяется многими факторами, такими как скорость, направление, время цикла, глубина зацепления и размещение осевой линии.
500-кратное увеличение подготовки кромки на режущем инструменте.Изображение предоставлено Mutschler Edge Technologies
Нейлоновые абразивные щетки могут быть изготовлены во многих конфигурациях. Нити могут быть круглыми или прямоугольными, прямыми или гофрированными и доступны во многих различных диаметрах, в зависимости от области применения. Абразивы, используемые в щетке, также могут сильно различаться в зависимости от области применения. Они включают карбид кремния, оксид алюминия, керамику и алмаз.
При заточке кромки отшлифованный материал образует неровную кромку, когда шлифовальный круг выходит из режущей кромки.Это происходит потому, что на кромку не действует сила, способная сдвинуть заусенец. Если эту кромку не обработать, инструмент будет иметь очень острую режущую кромку, которая будет быстро изнашиваться и ломаться.
Как только процесс определен, им можно управлять с точностью до 0,0001 дюйма от детали к детали.
Кромку можно измерить несколькими способами. Общие методы включают визуальные измерения под микроскопом и отслеживание контуров. Кроме того, для проверки доступно программное обеспечение для анализа изображений, позволяющее пользователю выполнять измерения в 2D и 3D.
Ассортимент доступных хонинговальных инструментов так же широк, как и ассортимент режущих инструментов. Как правило, чем тверже материал заготовки, тем больше требуется хонингование. Лучший способ улучшить заточенную кромку инструмента — это проверить результаты и внести соответствующие коррективы, поскольку каждое применение индивидуально.
— Mutschler Edge Technologies LLC, Кливленд, www.mutschleredgetech.com
Что такое процесс хонингования и что определяет каждая операция и преформы станка?
Хонинговальные станки — это инструменты для шлифования металла и обработки с использованием твердого инструмента и скоропортящихся абразивных камней для исправления
- Диаметр
- Форма
- Поверхность
- Позиционные допуски отверстий
Процесс хонингования был разработан для обеспечения идеальной геометрии отверстия, контроля размера, окончательной обработки поверхности и структурирования поверхности.Процесс хонингования обеспечивает окончательную калибровку и создает желаемый рисунок отделки на внутренней части трубок или отверстий цилиндров. Окончательная обработка выполняется путем насыпания абразивных камней подходящей зернистости и качества на рабочую поверхность. Камни вращаются и совершают возвратно-поступательное движение в детали с хонинговальным абразивом под контролируемым давлением. Комбинация вращения и возвратно-поступательного движения создает узор перекрестной штриховки на поверхности хонингованной детали.
Почему именно хонингование?
Экономичный метод обработки для:
- Снятие приклада
- Генерация требовательна
- Допуски отверстий
- Полировка отверстий
- Обработка отверстий практически из любого материала, такого как: напыление, CGI, керамика и т. Д.
Определить хонингование (процесс):
Процесс хонингования обеспечивает окончательную калибровку и создает желаемый рисунок отделки на внутренней части трубок или отверстий цилиндров. Окончательная обработка выполняется путем насыпания абразивных камней подходящей зернистости и качества на рабочую поверхность. Камни вращаются и совершают возвратно-поступательное движение в детали с хонинговальным абразивом под контролируемым давлением. Комбинация вращения и возвратно-поступательного движения создает узор перекрестной штриховки на поверхности хонингованной детали.
Хонинговальные станки выполняют три операции
Во-первых, это процесс снятия припуска, при котором разрушенный металл удаляется до основного металла.
Во-вторых, создается рисунок отделки, чтобы обеспечить наилучшую поверхность для обеспечения оптимальных условий смазки.
В-третьих, хонингование обеспечивает чрезвычайно точную прямолинейность, округлость и размер цилиндрической поверхности.
Что такое однопроходный хонинговальный станок?
Хонингование за один проход выполняется с помощью алмазного абразивного хонинговального инструмента с расточной оправкой.Этот тип хонинговального инструмента создает прямое, круглое и неконусное отверстие за один проход инструмента через деталь. Однопроходное хонингование идеально подходит для хонингования коленвала двигателя и отверстий кулачка. Поскольку размер достигается за один проход, на готовой детали нет перекрестной штриховки. Регулируемый однопроходный инструмент расширяет точильные камни конусом, аналогичным стандартным инструментам. Однако камни не расширяются и не втягиваются, как при обычном хонинговании. Камни увеличиваются только до размера.Другое отличие состоит в том, что хонинговальный инструмент длиннее, чем стандартный инструмент, а суперабразивное покрытие равно длине инструмента. Однопроходный хон сужается примерно на семь дюймов и имеет окончательное сечение 2,5 дюйма. Смотрите фотографию на следующей странице. У однопроходного инструмента нет расширения хона в процессе, станок необходимо остановить, чтобы отрегулировать инструмент.
Однако камни не расширяются и не втягиваются, как при обычном хонинговании. Камни увеличиваются только до размера.Другое отличие состоит в том, что хонинговальный инструмент длиннее, чем стандартный инструмент, а суперабразивное покрытие равно длине инструмента. Однопроходный хон сужается примерно на семь дюймов и имеет окончательное сечение 2,5 дюйма. Смотрите фотографию на следующей странице. У однопроходного инструмента нет расширения хона в процессе, станок необходимо остановить, чтобы отрегулировать инструмент.
Когда выбирать инструмент за один проход?
Однопроходные хонинговальные станки, также называемые финишной обработкой отверстий, выбираются для множества применений, в которых есть особые потребности, связанные с хонингованием полостей:
- Хонинговальный станок малого диаметра (обычно в пределах 2 дюймов)
- Производство в больших количествах
- Сниженная стоимость детали
- Сокращение времени простоя при смене инструмента
- Повторяемая точность для допусков размеров, таких как размер отверстия, округлость, качество поверхности
- Для однопроходной обработки используются только суперабразивные материалы (алмаз и CBN)
- Для постоянного удаления стружки из зоны хонингования требуется высокий расход / объем СОЖ
- Для однопроходного хонингования можно использовать СОЖ на масляной или водной основе, хотя масло является наиболее распространенным.

Процесс хонингования за один проход ограничен типами и объемами удаляемого материала.В частности, размер и объем удаляемой стружки не должны превышать зазор между суперабразивными зернами на гильзе инструмента. Таким образом, однопроходный процесс хонингования лучше всего подходит для операций хонингования, при которых образуется относительно небольшое количество стружки, например, прерывистых отверстий или отверстий небольшой длины. Он наиболее успешен (но не ограничивается только этим) при хонинговании чугуна и порошковых металлов.
Применения, в которых требуется хонингование большой длины материала, небольшие количества и / или требующие удаления большого количества материала, не являются лучшими деталями для однопроходного хонингования.Скорее всего, для них лучше всего использовать обычное хонингование. Во многих случаях обычное хонингование также может обеспечить отличную размерную геометрию для таких применений.
Почему Хонинговальные станки / системы?
Barnes Stroke Honing Machines & Finishing Systems предлагает полную линейку продуктов для всех требований хонингования. Мы можем предложить полностью интегрированные системы и машины для крупносерийного производства и оборудование для небольших производственных цехов.Мы также предлагаем услуги по восстановлению и модернизации существующих машин. Мы предоставляем нашим клиентам полностью спроектированные комплексные индивидуальные решения и предлагаем полную линейку аксессуаров и расходных материалов в дополнение к комплексным услугам по обучению и ремонту.
Мы можем предложить полностью интегрированные системы и машины для крупносерийного производства и оборудование для небольших производственных цехов.Мы также предлагаем услуги по восстановлению и модернизации существующих машин. Мы предоставляем нашим клиентам полностью спроектированные комплексные индивидуальные решения и предлагаем полную линейку аксессуаров и расходных материалов в дополнение к комплексным услугам по обучению и ремонту.
Наша обширная линейка хонинговальных станков / систем позволяет затачивать отверстия станков диаметром от 0,25 до 30 дюймов и длиной до 75 футов. Мы предлагаем системы как для среднего и крупного серийного производства, так и для мелкосерийного производства; эти системы могут быть выполнены с ручным управлением или полностью автоматизированы.Основными целями компании Barnes Stroke Honing & Finishing Systems являются инновации и обслуживание клиентов. Компания постоянно исследует и разрабатывает новые технологии и оборудование. Постоянно следя за последними разработками на рынке, мы гарантируем, что нашим клиентам предоставляется самое современное производство и контроль.
Почему однопроходные хонинговальные станки / системы?
Линия однопроходного хонинговального / чистового станкаBarnes подходит для различных операций однопроходного хонингования.Гибкая конструкция станка может быть сконфигурирована с одним шпинделем для удовлетворения требований производства меньших объемов для самых маленьких механических цехов. Он также может быть оснащен несколькими шпинделями, чтобы удовлетворить потребности самых требовательных компаний в большом объеме производства. Наши однопроходные хонинговальные станки спроектированы и изготовлены с учетом минимальных требований к техническому обслуживанию, а их доступная конфигурация также сокращает время настройки и переналадки от детали к детали.
10 прецизионных хонинговальных направляющих | Мастер по дереву
Автор: Винс Анкона
Направляющая для хонингования делает заточку легкой и точной.Но прежде чем выбрать один, стоит сравнить характеристики среди них.

Заточка — один из самых фундаментальных навыков деревообработки. К сожалению, он, кажется, доставляет много хлопот плотникам. Что, вероятно, объясняет популярность направляющих для заточки. Вы вряд ли сможете открыть каталог по деревообработке, не найдя нового устройства, которое обещает сделать заточку ваших ручных инструментов надежной.
Конечно, можно научиться точной заточке без использования направляющей для хонингования.Но при хонинге от руки наблюдается тенденция к небольшому смещению угла инструмента в начале или в конце каждого хода. Это может привести к получению закругленной фаски, которая не будет обрезана так эффективно (как показано на чертежах).
Многим плотникам (в том числе и мне) легче добиться стабильных результатов с меньшими хлопотами, используя какое-то руководство. Поскольку хонинговальная направляющая удерживает инструмент под фиксированным углом к точильному камню, гораздо проще получить ровную и стабильную фаску. Большинство хонинговальных направляющих также регулируются, что упрощает набор точного угла скоса.
Недавно я взглянул на десять различных руководств по хонингованию и сравнил характеристики каждого из них. Они варьируются от простых примеров без излишеств до примеров, полных наворотов. Как и следовало ожидать, они также варьируются в цене от менее 20 долларов до более 100 долларов в верхней части шкалы (источники см. На стр. 51).
Общий Первое руководство по хонингованию, которое я попробовал, было [Общий] (https://www.amazon.com/gp/product/B00004T7PB/ref=as_li_tl?ie=UTF8&tag=activeinterest-woodsmith-20&camp=1789&creative=9325&linkCode=as2&creativeASIN=B00004T7Pc3eb&b2402d3d3d3d1d3d3d1d2d1d2d1d2d1d3d3d1d1d1d2d1d1d2d1d) Эта направляющая состоит из двух половин, которые шарнирно соединены для регулировки угла скоса. Зажим на одном конце удерживает инструмент, а ролик на другом конце позволяет направляющей перемещаться вперед и назад.
В отличие от большинства других хонинговальных направляющих, ролик Общий гид не ездит по точильному камню. Вместо этого он движется по поверхности вашего рабочего места. Это создает проблему, если грани вашего точильного камня не параллельны. Кроме того, вам придется переустанавливать направляющую всякий раз, когда вы переключаетесь на точильный камень другой толщины.Я считаю это серьезным недостатком.
При цене около 20 долларов Общий направляющая для хонингования — одна из самых дешевых моделей на рынке. Но я думаю, что есть варианты получше.
Стэнли Кажется вполне естественным, что компания, известная своими ручными рубанками и долотами, также создала инструмент для их заточки. В Стэнли Руководство по хонингованию существует довольно давно и практически не изменилось.Он доступен в виде [набора, который включает 8-дюймовый масличный камень и смазочное масло] (https://www. amazon.com/gp/product/B000KFTDSK/ref=as_li_qf_asin_il_tl?ie=UTF8&tag=activeinterest-woodsmith-20&creative=9325&linkCode=as2&creative=9325&linkCode=as2& = B000KFTDSK & linkId = 30440acaee1363db43261aadff7b5902).
amazon.com/gp/product/B000KFTDSK/ref=as_li_qf_asin_il_tl?ie=UTF8&tag=activeinterest-woodsmith-20&creative=9325&linkCode=as2&creative=9325&linkCode=as2& = B000KFTDSK & linkId = 30440acaee1363db43261aadff7b5902).
Одно усовершенствование, которое было добавлено к этому руководству по хонингованию на протяжении многих лет, — это пластиковый откидной калибр (см. Фото ниже), который помогает вам позиционировать край вашего инструмента для одного из трех обычно используемых углов скоса.
При использовании я обнаружил, что зажать инструмент в направляющей немного сложно. Вам нужно затянуть два винта с накатанной головкой, чтобы удерживать инструмент на месте, и их неудобно брать в руки и к ним трудно получить доступ. Как только вы все настроите, приспособление работает нормально.
Eclipse-Style Оригинал Затмение Руководство для хонингования на протяжении многих лет производилось компанией в Англии и было любимым для многих мастеров по дереву. Хотя подлинный Затмение руководство больше не выпускается, есть несколько [подделок] несколько более низкого качества (https://www.amazon.com/gp/product/B000CFNCKS/ref=as_li_qf_asin_il_tl?ie=UTF8&tag=activeinterest-woodsmith-20&creative= 9325 & linkCode = as2 & creativeASIN = B000CFNCKS & linkId = 9e0d16f913472f0aaeced1e634640876), которые продаются от 10 до 15 долларов.
В Затмение Направляющая для хонингования удерживает затачиваемый инструмент между парой крепких губок.В верхнее отверстие помещаются рубанки, а в нижнее — стамески. Конструкция автоматически выравнивает инструмент в направляющей, что значительно сокращает время настройки.
Моя единственная реальная жалоба на Затмение -стилевое руководство — ролик. Поскольку он такой узкий, нужно быть осторожным, чтобы не опрокинуть зажимное приспособление, особенно с более узкими лезвиями. Но если вы ищете простое и серьезное руководство по оттачиванию, то это трудно превзойти.
В Келл Руководство по хонингованию — это простой и элегантный дизайн.Сделанный в Англии мастером Ричардом Келлом, он прекрасно обработан и шелковисто-гладкий в работе. Вместо того, чтобы располагать ролик сзади, в этой направляющей используется пара роликов по бокам приспособления.
В Келл руководство проста в использовании и хорошо работает. Самый большой недостаток в том, что он работает только с лезвиями шириной до 1 1 ⁄ 4 дюйма, что делает его полезным только для долот. Келл делает более широкую версию направляющей, которая вмещает лезвия шириной до 2 5 ⁄ 8 дюйма.Но широкую версию неудобно использовать с узкими инструментами, поэтому вам действительно нужны обе модели. Приблизительно по 70 долларов за штуку это становится очень дорогим предложением.
Точильные сани Алисам Словно Келл руководство, Точильные сани Alisam также имеет боковые ролики. Но Алисам сани садятся на камень, а не едут на нем. Эта широкая стойка облегчает управление.
Но Алисам сани садятся на камень, а не едут на нем. Эта широкая стойка облегчает управление.
В Алисам Предлагаются три высоты салазок для различных поверхностей заточки, от тонких пластин до водяных камней толщиной 2 дюйма. Боковые стороны отсоединяются от корпуса снегохода, поэтому вы можете изменить высоту, просто поменяв одну пару сторон на другую. пары сторон продаются отдельно.)
Из всех гайдов, которые я пробовал, это было наиболее удобным в использовании. Большие ручки по бокам снегохода облегчают захват.
Словно Общий , то Алисам sled требует, чтобы у вашего точильного камня были идеально параллельные стороны. Но для заточки поверхности пластиной наждачной бумагой, где это не проблема, это руководство — хороший выбор.
Veritas Mk. II Трудно не любить Veritas Mk. II [руководство по оттачиванию] (https://www.woodcraft.com/products/veritas-mk-ii-honing-guide). Зажимная планка надежно удерживает инструмент.Широкий валик работает плавно и имеет встроенную функцию для добавления микрокоса к краю инструмента. Контурный корпус позволяет удобно держать и использовать.
Зажимная планка надежно удерживает инструмент.Широкий валик работает плавно и имеет встроенную функцию для добавления микрокоса к краю инструмента. Контурный корпус позволяет удобно держать и использовать.
В Mk. II поставляется с установочным калибром, который выравнивает инструмент в зажимном приспособлении и упрощает точное позиционирование кромки для любого угла скоса, который вы можете себе представить. Его даже можно использовать для хонингования обратной фаски на плоских станках.
Трудно придраться к этому руководству, но если бы пришлось, я бы сказал, что он немного большой и тяжелый по сравнению с некоторыми другими руководствами.Это может затруднить управление при заточке узких долот. Тем не менее, он остается моим фаворитом в среднем ценовом диапазоне.
[Руководство Veritas Honing] (https://www.amazon.com/gp/product/B005IP09EO/ref=as_li_tl?ie=UTF8&tag=activeinterest-woodsmith-20&camp=1789&creative=9325&linkCode=as2&creativeASIN=Ba8325&linkCode=as2&creativeASIN=Ba8325b09b09d05d06d08d06d08b8d09db08d09db08db09d06 Оригинал Veritas руководство по оттачиванию является предшественником Mk. II версия указана выше. По какой-то причине Veritas продолжает делать эту более раннюю модель, хотя она вроде как IBM изготовление пишущих машинок после появления персональных компьютеров.
II версия указана выше. По какой-то причине Veritas продолжает делать эту более раннюю модель, хотя она вроде как IBM изготовление пишущих машинок после появления персональных компьютеров.
В сочетании с угловым зажимом Veritas довольно легко настроить. Четверть или половина оборота ручки на боковой стороне ролика позволяет быстро добавить микрокос на любой инструмент.
Основная претензия к Veritas это зажим.Инструменты (особенно узкие долота) легко скользят и поворачиваются под одноточечным зажимом. При цене 45 долларов за направляющую и приспособление для измерения угла, я бы сказал, что вам лучше потратить немного больше на Mk. II .
Pinnacle В Pinnacle Руководство по хонингованию получает награду Руба Голдберга за самый сложный дизайн. В отличие от всех других направляющих, в этой не используются ролики. Вместо этого инструмент находится в салазках, которые едут по паре рельсов.
Гладкие пластиковые полосы износа позволяют салазкам скользить вперед и назад по точильному камню или металлической хонинговальной пластине, которую можно использовать с наждачной бумагой или абразивной хонинговальной пленкой.
Направляющая имеет ряд регулировок, которые позволяют затачивать первичный скос с шагом 5 °, а затем позиционировать направляющую для вторичного (микро) скоса 2 °.
Хотя Pinnacle руководство дает хорошие результаты, время настройки и количество требуемых регулировок являются основными недостатками.Это, в сочетании со стоимостью около 100 долларов, делает его трудным для продажи.
Острые коньки 2В Острые коньки 2 уникальна тем, что в отличие от всех других направляющих для хонингования, она предназначена для заточки из стороны в сторону, а не вперед и назад. Внизу направляющей есть ряд крошечных роликов, как у роликовых коньков.
Направляющая хорошо обработана и поставляется с приспособлением ( Угловая док-станция ) для настройки угла скоса. Один пункт продажи Острый конек в том, что он может обрабатывать японские стамески с коротким лезвием и косые долота.
Один пункт продажи Острый конек в том, что он может обрабатывать японские стамески с коротким лезвием и косые долота.
Изобретатель Острый конек утверждает, что с поперечной заточкой легче справиться. Хотя поначалу это казалось немного неестественным, я думаю, что смогу к этому привыкнуть. Но, к сожалению, учитывая цену в 170 долларов, я сомневаюсь, что у меня будет возможность узнать это в ближайшее время.
Стоит взглянуть: Руководство по хонингованию веслаВсе показанные выше хонинговальные направляющие предназначены для работы с инструментами с прямыми кромками, такими как долота и рубанки.Но Весло Направляющая для хонингования (показанная справа) разработана специально для выемок. Изогнутая конструкция направляющей позволяет «раскачивать» инструмент взад и вперед по камню, следуя за изогнутым краем (см. Фотографии ниже).
В Весло направляющая полезна для определения начального угла скоса. Но на настройку уходит много времени. Так что я думаю, вам лучше научиться выполнять любое последующее оттачивание от руки.
Но на настройку уходит много времени. Так что я думаю, вам лучше научиться выполнять любое последующее оттачивание от руки.
Опубликовано: 13 июня 2019 г.
Рекомендации по продукции
Вот некоторые расходные материалы и инструменты, которые нам необходимы в повседневной работе в магазине.Мы можем получать комиссию с продаж по нашим ссылкам; однако мы Мы тщательно отобрали эти продукты на предмет их полезности и качества.
Простой инструмент для хонингования своими руками · Моя занятая пенсионная жизнь
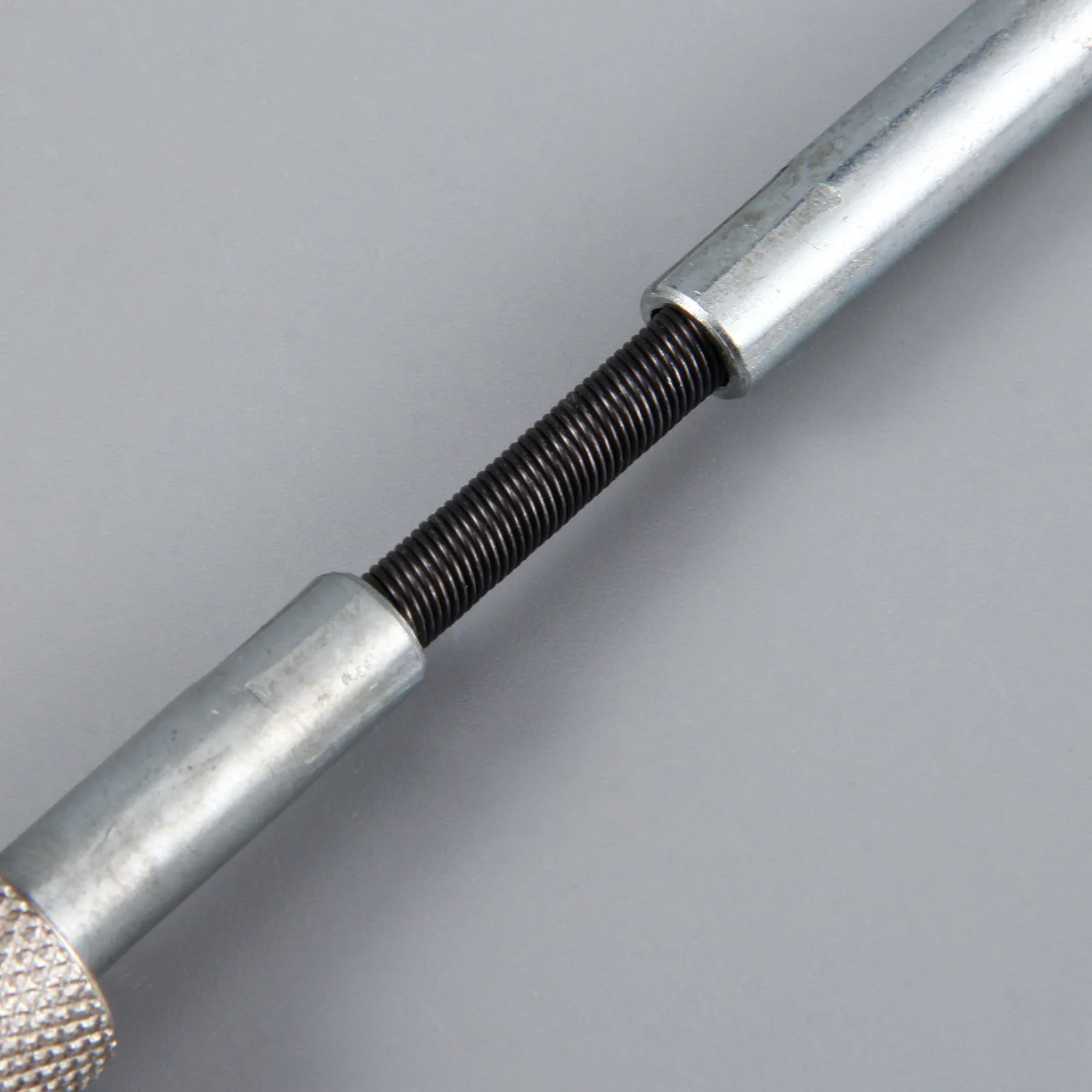
Время чтения: 2 минуты. Простой хонинговальный инструмент своими руками — это то, что вам может понадобиться время от времени. В моем случае на этот раз мне нужно было увеличить заменяющую деталь для пожирателя сорняков. Эта статья покажет вам, как сделать этот простой инструмент из материалов, которые у вас, возможно, уже есть под рукой.
Простой инструмент для хонингования своими руками
Что он будет делать Хонингование обычно выполняется на металлических цилиндрах. Но при необходимости его можно использовать и для других материалов. В процессе хонингования вращающийся инструмент использует абразивные материалы для удаления материала с внутренней поверхности отверстия или цилиндра. Инструмент для хонингования предназначен для удаления / сглаживания мелких царапин. Он не предназначен для удаления большого количества материала.
Как сделать хонинговалку очень просто.Вам понадобятся три детали, чтобы сделать простой инструмент для хонингования своими руками.
- Клейкая лента (можно заменить малярную ленту, но предпочтительно клейкую ленту)
- Сверло размером с отверстие, с которым вы работаете (маленькое отверстие, очень маленькое сверло / большее отверстие, большее сверло)
- Наждачная бумага или наждачная бумага (предпочтительна влажная / сухая). Размер зерна зависит от того, насколько быстро вы хотите удалить материал. Но для начинающих пользователей используйте более мелкую зернистость, чтобы лучше контролировать процесс.
Отрежьте короткий кусок клейкой ленты, достаточный, чтобы обернуть сверло, и оставьте небольшой кусок ленты с обеих сторон наждачной бумаги / наждачной бумаги. Отрежьте полоску наждачной бумаги / наждачной бумаги так, чтобы ее ширина выходила от конца сверла и покрывала большую часть сверла.
Соберите простой хонинговальный инструмент DIY- Объедините клейкую ленту и наждачную бумагу / наждачную бумагу так, чтобы половина ленты находилась на стороне абразива.
- Зернистой стороной вниз и липкой стороной вверх с левой стороны поместите сверло на клейкую ленту (см. Фото ниже) .
- Оберните скотчем сверло и прижмите его к обратной стороне наждачной бумаги.
- Оберните наждачную бумагу / наждачную бумагу против часовой стрелки по сверлу так, чтобы сверло было покрыто несколькими слоями наждачной бумаги.
- Проверьте, подходит ли сверло в обертке к цилиндру / отверстию, которое требуется хонинговать.
- Если он не подходит из-за большого количества намоток наждачной бумаги. Удалите обертку наждачной бумагой / наждачной бумагой и проверьте еще раз. Повторяйте процедуру до тех пор, пока он не войдет в цилиндр / отверстие.
- Когда оно подходит, прикрепите сверло к сверлу.
Надежно удерживайте деталь, которая требует хонингования, и начинайте сверление с хонингованием в цилиндре / отверстии. Всегда поддерживайте движение хона внутри цилиндра. Перемещайте хонор вверх и вниз и перемещайте его так, чтобы он касался стороны отверстия как можно параллельнее во время вращения. Переместите биту так, чтобы она касалась всей окружности отверстия.Проверьте отверстие на предмет посадки и, если необходимо, удалите последние 1/4 дюйма наждачной бумаги / наждачной бумаги, поскольку она изнашивается или забивается, чтобы придать хонку новую абразивную поверхность.