Компания Механика — Расточка блока цилиндров
Расточка блока цилиндров – операция перед хонингованием
(фото: расточка блока цилиндров)
Когда необходим капитальный ремонт двигателя
Итак, расточка блока цилиндров. Эта операция входит в технологическую цепочку капитального ремонта двигателя.
А когда он требуется – капитальный ремонт? О тревожных симптомах мы писали в статье «Хонингование – операция финишная и… самостоятельная». Но следуя логике изложения, напомним о них.
Итак, снижение мощности, падение компрессии, увеличение расхода масла, характерный запах и цвет отработавших газов – все это признаки износа цилиндропоршневой группы. И самое правильное для водителя – прервать эксплуатацию и обратиться к профессиональным ремонтникам, например, в фирму «Механика».
А дальше – квалифицированная диагностика состояния цилиндров, поскольку простая замена поршневых колец, которую предложат на многих сервисах, вряд ли поможет. Нет, нужны замеры, замеры и еще раз замеры!
Нет, нужны замеры, замеры и еще раз замеры!
Снять металл
В зависимости от их результата специалисты «Механики» предложат три варианта:
- только хонингование как основную и одновременно финишную операцию;
- расточка цилиндров в ремонтный размер с последующим финишным хонингованием;
- гильзовка с финишным хонингованием, если последний ремонтный размер уже выбран предыдущей расточкой.
Вариант №2, т.е. расточка в ремонтный размер с финишным хонингованием, является самым распространенным.
(фото: финишное хонингование)
Суть операции в следующем. Вертикальный шпиндель расточного станка с закрепленным резцом вращается и опускается вглубь цилиндра. Резец снимает лишний металл с зеркала, устраняет эллипсность, конусность и ступеньку выработки вблизи верхней мертвой точки поршня (ВМТ).
Важно, что резец, в отличие от хона, закреплен в шпинделе жестко. И если хон при обработке «плавает», волей-неволей повторяя конфигурацию внутренней поверхности цилиндра, то резец совершает рабочий ход строго по вертикали.
Именно этот фактор позволяет выставить инструмент таким образом, чтобы убрать эллипсность, а точнее, яйцеобразную форму изношенного цилиндра. И тем самым восстановить его геометрию – разумеется, уже в ремонтном размере. Кстати, одним только хоном убрать эллипс можно, а вот более причудливые бочкообразные износы – нет.
Казалось бы, операция расточки проста. На деле эта «простота» требует точного оборудования и высочайшей квалификации исполнителя. Об этом далее.
Расточка блока цилиндров в цифрах
Сколько металла снимается при расточке? Правильнее поставить вопрос так: сколько ремонтных размеров существует в современных моторах? Как правило, их два: 0,5 мм и 1 мм от номинала. Встречаются и исключения – 0,25 мм, например. Но это редко.
В компании «Механика» нам рассказали любопытные случаи. Не так давно были популярны пяти- и шестицилиндровые моторы Volvo. И производитель выпускал для них ремонтные поршни 0,2 и 0,4 мм.
Первый размер был никому не нужен – ну прямо как Неуловимый Джо. Почему? А потому что при износе 0,2 мм все продолжали благополучно ездить. А на размер 0,4 мм выходили редко, приезжая на ремонт, как правило, с износом более 0,5 мм. Но ремонтных поршней под этот износ у Volvo не было, поэтому двигатели приходилось гильзовать. Так что опыт у «Механики», прямо скажем, разнообразный.
Почему? А потому что при износе 0,2 мм все продолжали благополучно ездить. А на размер 0,4 мм выходили редко, приезжая на ремонт, как правило, с износом более 0,5 мм. Но ремонтных поршней под этот износ у Volvo не было, поэтому двигатели приходилось гильзовать. Так что опыт у «Механики», прямо скажем, разнообразный.
(фото: расточка цилиндров)
База под расточку: плоскость
В металлообработке едва ли не самое главное – базирование детали. Это важно и в токарном, и во фрезерном деле, и, конечно же, в специальных операциях по ремонту двигателя. Правильно выбранная база – это гарантия соосности, перпендикулярности и параллельности различных элементов детали при обработке. В нашем случае это обеспечение перпендикулярности осей цилиндров и коленчатого вала.
Рядные блоки, как правило, предварительно базируют по плоскости масляного поддона картера. Важно, чтобы эта поверхность была хорошо очищена, остатки прокладки здесь недопустимы.
После установки блока смотрят: а как расположена плоскость головки блока цилиндров (ГБЦ)? Дело в том, что она не всегда параллельна плоскости поддона картера. С помощью щупов и индикатора «выставляется горизонт» плоскости ГБЦ, то есть ее положение в продольном и поперечном направлениях.
С помощью щупов и индикатора «выставляется горизонт» плоскости ГБЦ, то есть ее положение в продольном и поперечном направлениях.
Далее блок фиксируется специальными зажимами, мастер с помощью центроискателя выставляет резец на необходимую величину съема и запускает станок.
Если производится ремонт 0,5 мм (от номинала или от первого ремонтного размера), то расточка проводится за один проход. Если по каким-то причинам выполняется ремонт «через размер», то делается два прохода инструмента.
Подача резца автоматическая, и на обработку четырех цилиндров уходит порядка часа.
База под расточку: скалка
Бывает, что привозят рядные блоки, которые уже однажды ремонтировали – когда-то, где-то, у кого-то. И базировали их просто по плоскости масляного поддона, не обеспечивая перпендикулярности осей цилиндров и коленчатого вала.
В этом случае для качественного ремонта требуется базировать блок по постелям коленчатого вала. Да клиент и сам часто просит: сделайте по постелям. Особенно если понимает суть вопроса, являясь, например, спортсменом-гонщиком.
Особенно если понимает суть вопроса, являясь, например, спортсменом-гонщиком.
В этом случае для базирования используется скалка – шлифованный металлический стержень, установленный на призмы.
Скалка имитирует коренные шейки коленчатого вала. Выставлять блок в продольном направлении не требуется – только в поперечном, что и делается с помощью индикатора. Далее проводится расточка, гарантирующая перпендикулярность осей цилиндров и «колена».
Но заметьте – до сих пор мы говорили о рядных моторах. А блоки V-образные? Сразу скажем, что их базируют только по постелям коленвала на скалке –иначе сделать это невозможно.
После расточки блока в той же базе (на скалке!) обрабатывают плоскости ГБЦ. Тем самым обеспечивают параллельность этих плоскостей оси коленчатого вала. Кстати, об этом рассказывает руководитель «Механики» Дмитрий Николаевич Даньшов в ролике https://www.youtube.com/watch?v=MJY1PgZfnBA Советуем посмотреть.
Не оставим без внимания и оппозитные двигатели Subaru. Как растачивают их? А вот как: попарно. Сначала один полублок, потом другой.
Как растачивают их? А вот как: попарно. Сначала один полублок, потом другой.
И в заключение этого раздела подчеркнем особо: при расточке обязательно оставляется припуск на хонингование. Эта финишная операция выполняется всегда!
Преимущества «Механики»
Почему с ремонтом блока (и не только блока) стоит обращаться в компанию «Механика»? Основные аргументы приведены в уже упоминавшейся статье «Хонингование – операция финишная и… самостоятельная» – с ними легко ознакомиться. Мы же сделаем несколько добавлений.
Нельзя не упомянуть тщательность подготовки блока к ремонту. Его скрупулезно очищают и отмывают на специальном оборудовании под давлением. А после завершения операций удаляют технологическую грязь и прочищают масляные каналы – в том числе и ультразвуковым способом.
Станочный парк «Механики» разнообразен, здесь работают и станки советского производства, о чем руководство говорит с гордостью. Во-первых, поговорка «советское – значит отличное» родилась не на пустом месте. Во-вторых, фирма сама выпускает и модернизирует оборудование, отдельные его узлы и инструмент – здесь умеют и это. Поэтому станки живут долго и служат безотказно.
Во-вторых, фирма сама выпускает и модернизирует оборудование, отдельные его узлы и инструмент – здесь умеют и это. Поэтому станки живут долго и служат безотказно.
(фото: производственные цеха Механики)
И заканчивая этот рассказ, вернемся к базированию блока и скалкам. Кроме станков, компания «Механика» производит и специальные приспособления для работы с V-образными блоками. Оно обеспечивает точное базирование блоков на скалке и применяется при обработке плоскостей, гильзовке, расточке и хонинговании. Такую оснастку можно приобрести.
Производство оборудования – тоже аргумент в пользу фирмы, подчеркивающий уровень ее профессионализма.
Автор: Юрий Буцкий, к.т.н.
Как Расточить Блок Цилиндров Своими Руками
О самостоятельной расточке блока цилиндров задумываются экономичные автолюбители, либо те, кто привык все ремонтные манипуляции выполнять своими руками. По этому поводу у большинства водителей сразу возникает вопрос: насколько целесообразно проводить подобную процедуру, которую никак нельзя назвать легкой, в условиях гаражного бокса? Ведь выполнять шлифовку блока, не имея специального оборудования и определенных навыков довольно проблематично.
Заметим, что опытные мотористы не одобряют проведение подобной процедуры. Хотя она может быть использована как крайняя мера для восстановления работоспособности мотоциклетных либо мопедных двигателей. Расточить блок цилиндров автомобильного силового агрегата можно несколькими способами, каждый из которых требует определенных усилий и затрат. Все же лучше всего выполнить эту процедуру на специальном расточном станке, поскольку в этом случае риск повредить блок сведен к минимуму. На станке можно получить идеальную расточку цилиндра (в случае если она будет сделана профессионалом), а вот при ручном исполнении таких результатов вряд ли удастся достичь.
Для чего это нужно?
Само понятие «расточка блока» подразумевает процесс восстановления геометрии цилиндров силового агрегата при помощи специальных станков.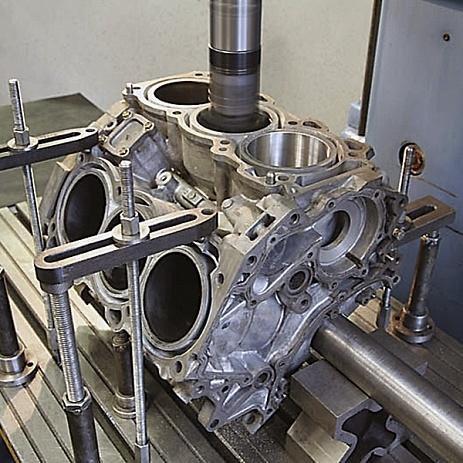
Растачивать цилиндры при капитальном ремонте необходимо по той причине, что находящиеся в них поршни под воздействием высокого температурного режима, давления и прочих постоянных нагрузок, являются причиной нарушения геометрической формы цилиндров. Говоря проще от постоянного трения и высоких нагрузок цилиндр вместо идеально круглой формы, приобретает форму эллипса. Из-за этого поршень уже не может полностью прилегать к его стенкам, в результате чего образовывается значительный зазор, через который отработанные газы либо топливо проникают в картер, а моторное масло – в камеру сгорания.
Естественно, из-за всего этого силовой агрегат значительно теряет свою мощность, увеличивается потребление топлива и масла. Одним из верных признаков, свидетельствующих о необходимости проведения расточки двигателя, является увеличенный расход моторного масла.
Помимо этого, следует обратить внимание на цвет отработанных газов. Если из выхлопной трубы начинает появляться сизовато-синий дым, не за горами капитальный ремонт силового агрегата.
 Помимо этого, следует обратить внимание на цвет отработанных газов. Если из выхлопной трубы начинает появляться сизовато-синий дым, не за горами капитальный ремонт силового агрегата.
Помимо этого, следует обратить внимание на цвет отработанных газов. Если из выхлопной трубы начинает появляться сизовато-синий дым, не за горами капитальный ремонт силового агрегата.Буквально несколько десятков лет назад невозможно было найти моторное масло либо охлаждающую жидкость хорошего качества, из-за этого возникали частые перегревы моторов. Доходило даже до того, что приходилось выполнять капремонт двигателя нового автомобиля спустя 30-50 тыс. км пробега. А агрегаты на грузовой и специальной технике приходилось восстанавливать намного чаще.
Сегодня ситуация изменилась кардинально. Современные смазывающие и охлаждающие жидкости позволяют значительно увеличить ресурс автомобильного двигателя. Сейчас средняя величина пробега до проведения капитального ремонта составляет примерно 200-250 тыс. км, причем, за год далеко не каждый автомобилист проезжает даже 12-15 тыс. км. Выходит, что этого ресурса силового агрегата должно хватить на более чем 15 лет эксплуатации. Далеко не каждое транспортное средство может выдержать столько.
Далеко не каждое транспортное средство может выдержать столько.
Расточка блока в последнее время крайне редко применяется в качестве необходимой ремонтной меры. В основном эта процедура используется при тюнинге для увеличения объема и мощности двигателя. Но, во втором случае расточка проводиться лишь тогда, когда состояние стенок цилиндров позволяет ее выполнить. В этом случае необходима установка поршней с большим диаметром. Также для обеспечения корректности работы силового агрегата потребуется большее количество топливной смеси, поскольку его объем увеличится, соответственно, возрастет мощность.
Какие моторы можно точить, а какие нельзя?
Как известно, блок цилиндров может быть изготовлен из чугуна либо алюминия. Первый вариант, несмотря на некоторые минусы, к которым относятся высокая масса и низкий теплоотвод, обладает хорошей прочностью и идеально поддается проточке. Алюминиевый блок, наоборот, намного легче и эффективнее отводит тепло.
Однако стенки его цилиндров покрывают специальным износостойким составом, из-за чего протачивать их не рекомендуется. Эта процедура попросту удалит покрытие со стенок, в результате чего цилиндры потеряют свою прочность и прослужат недолго.
Плюсы и минусы расточки
Среди плюсов можно выделить следующее:
- Прибавка мощности
- Увеличение эксплуатационного ресурса
- Снижение потребления масла
- Увеличение компрессии
- Улучшение динамики работы агрегата
К минусам можно отнести:
- Снижение КПД двигателя
- Уменьшение размера стенок цилиндра, из-за чего мотор быстрее нагревается
- Нарушение заводских характеристик силового агрегата, которое может негативно отразится на прохождении ТО
Способы самостоятельной расточки блока
Выполнить эту процедуру в домашних условиях можно двумя способами, которые практически ничем не отличаются друг от друга. Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.
Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.
Для выполнения первого способа расточки потребуется высокооборотистая электродрель, старый поршень и набор наждачной бумаги различной зернистости на влагостойкой, тканевой основе. Сам процесс можно описать так:
- в верхней центральной части поршня необходимо высверлить отверстие под шпильку, далее вставить и крепко затянуть ее;
- ножовкой по металлу необходимо сделать пропил в боковой части поршня, вставить в него край крупнозернистой наждачной бумаги, обернуть ей поршень и зафиксировать в том же пропиле;
- расточку следует начинать на минимальных оборотах, постепенно добавляя их. Во время расточки дрель нужно перемещать вверх и вниз плавными движениями;
- когда поршень, которым выполняется расточка, будет свободно проникать в цилиндр на 2/3, меняем наждачную бумагу на более мелкую и дотачиваем уже ей;
- после всех манипуляций следует «нулевкой» выполнить окончательную шлифовку;
Еще один способ при помощи деревянной заготовки, которая будет имитировать поршень.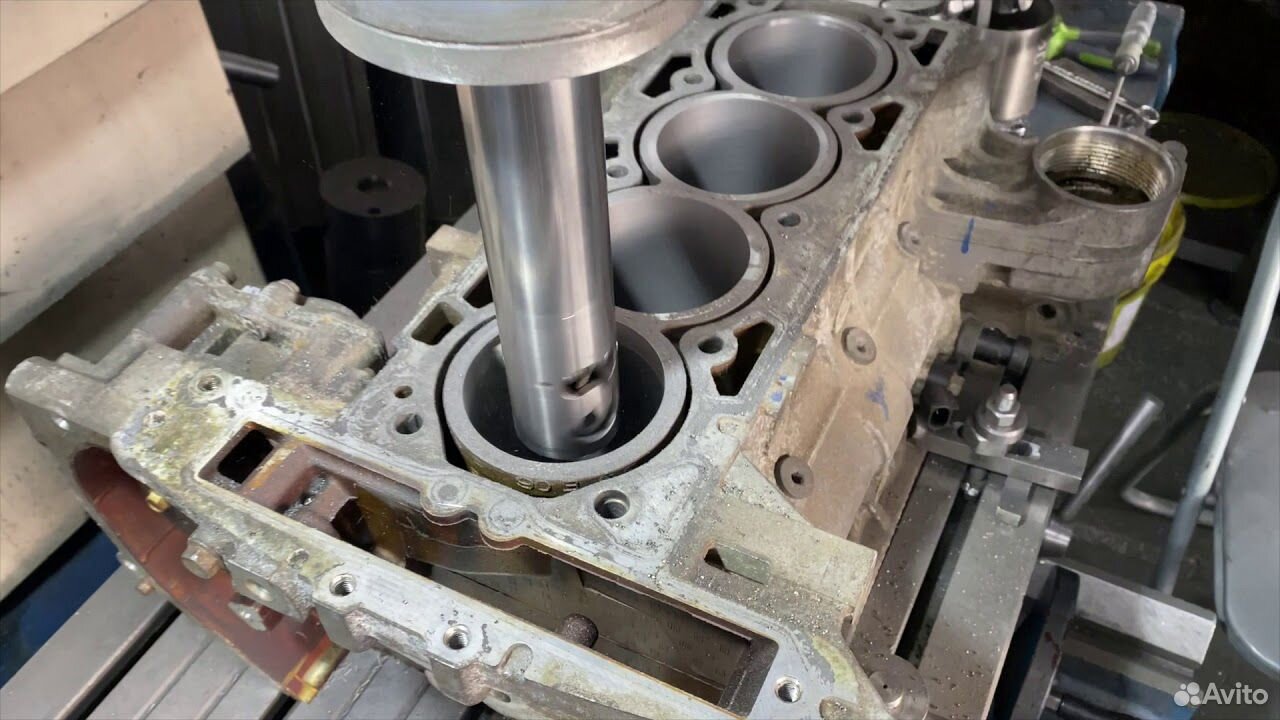 Для этого необходимо изготовить соответствующую оправку. Причем в диаметре она должна быть на 2-3 мм меньше поршня, и на 100-200 мм длиннее гильзы цилиндра. В заготовке также необходимо сделать боковой пропил для фиксации наждачной бумаги, а в верхней части по центру высверлить отверстие для воротка. Процесс выполняется по аналогии с первым способом. Единственное, что он более трудоемкий, поскольку выполняется вручную. В процессе проточки нужно периодически смазывать обрабатываемую поверхность цилиндра.
Для этого необходимо изготовить соответствующую оправку. Причем в диаметре она должна быть на 2-3 мм меньше поршня, и на 100-200 мм длиннее гильзы цилиндра. В заготовке также необходимо сделать боковой пропил для фиксации наждачной бумаги, а в верхней части по центру высверлить отверстие для воротка. Процесс выполняется по аналогии с первым способом. Единственное, что он более трудоемкий, поскольку выполняется вручную. В процессе проточки нужно периодически смазывать обрабатываемую поверхность цилиндра.
Равномерность расточки контролируется визуально, либо по заранее изготовленному шаблону, например, из того же дерева.
В качестве вывода стоит сказать, что это в принципе неплохой способ повышения мощности двигателя, пользоваться им или нет исключительно ваш выбор. Желательно для проведения данной процедуры обратиться к профессионалам, что все было значительно качественнее.
Расточка блока цилиндров двигателя | Тюнинг ателье VC-TUNING
Расточка блока цилиндров двигателяДанная процедура заказывается в VC-tuning, только под определенные тюнинг проекты.
Информационная статья в разделе TT.
Для увеличения технических показателей двигателя (в данном случае это мощность) возможна расточка блока цилиндров.
Стенки цилиндров поршневой системы двигателя автомобиля имеют достаточный запас толщины. Если немного уменьшить это значение, то можно значительно увеличить объём внутреннего пространства цилиндров. Такие манипуляции позволят сжигать большее количество горючего за тоже время, что и до расточки, и, следовательно, мощность двигателя достаточно хорошо возрастает.
Расточка головки блока цилиндров является сложным технологическим процессом, который требует достаточно много профессиональных навыков и наличия специального оборудования. Провести такую доработку двигателя в личном гараже не получится, придётся отправить весь механизм поршневой системы в специально оборудованную автомастерскую.
Для того чтобы увеличение объёма цилиндров прошло гладко, необходимо сообщить мастеру, производящему ремонт вашего автомобиля, размер гильз.![]() Расточенные гнезда под гильзы должны соответствовать своим размерам, иначе поршни будут работать неправильно и это повлечет за собой сбой всей системы. Перечислим основные требования, которые должны знать не только работники ремонтных автомастерских, предъявляемые к ремонтным гильзам блока цилиндров, это:
Расточенные гнезда под гильзы должны соответствовать своим размерам, иначе поршни будут работать неправильно и это повлечет за собой сбой всей системы. Перечислим основные требования, которые должны знать не только работники ремонтных автомастерских, предъявляемые к ремонтным гильзам блока цилиндров, это:
- Эллипс и форма гильзы должны быть не больше значения в 0,02мм, величина ширины стенки – 0,01мм.
- Обработка поверхности гильзы должна производиться по классу точности – не ниже 8.
- При обработке гильзы нужно учитывать припуск на расточку, который выбирают из каталога для ремонтных гильз.
 Измерение глубины гнезда выполняют нутромером. Если полученный зазор меньше значения в 0,15 – все в порядке и поршневая система будет работать без посторонних стуков.
Измерение глубины гнезда выполняют нутромером. Если полученный зазор меньше значения в 0,15 – все в порядке и поршневая система будет работать без посторонних стуков. Поделывая расточку блока цилиндров на токарном станке, автомеханик должен выдерживать соосность цилиндров относительно базовой стороны. Параллельность деталей поршневой системы согласуют с соответствующими частями распределительного вала. При проведении расточки блока цилиндров оставляют припуск в 0,1 – 0,15мм. Это расстояние обеспечит избежание перекоса при хонинговании головки блока.
Процесс хонингования – обязательная операция при улучшении показателей мощности двигателя автомобиля. С наружной поверхности цилиндра и внутренней части гнезда под головку блока цилиндров хонингованием снимают слой материала, оставленного на припуск. Технологический процесс хонингования выполняется по определенной схеме.
расточка блока цилиндров
Расточка блока цилиндров двигателя является ремонтной операцией по восстановлению правильной геометрии изношенных цилиндров и нужного рабочего зазора между поршнями и стенками цилиндров (или гильз цилиндров). И вроде бы это не такая уж и сложная операция, при наличии некоторых знаний и нужного расточного оборудования, однако имеется ряд важных нюансов, о которых не знают, или просто не учитывают некоторые ремонтники и все эти нюансы и тонкости я постараюсь описать в этой статье.
И вроде бы это не такая уж и сложная операция, при наличии некоторых знаний и нужного расточного оборудования, однако имеется ряд важных нюансов, о которых не знают, или просто не учитывают некоторые ремонтники и все эти нюансы и тонкости я постараюсь описать в этой статье.
Перед тем как начать писать эту статью и всё, что связано с расточкой блока цилиндров я замечу, что эта статья будет полезна не только автомобилистам, но и конечно же владельцам мотоциклов — ведь цилиндры и ремонтные операции по их восстановлению у автомобилей и мотоциклов практически одинаковы.
После определённого пробега двигателя, каким бы качественным не было бы моторное масло и материал стенок блока цилиндров, они постепенно изнашиваются, их правильная геометрия теряется, зазоры между поршнями и стенками цилиндров увеличиваются и в итоге двигатель теряет былую компрессию и соответственно резвость (мощность ).
Кстати замер компрессии и выявление её низкого значения и является главным критерием того, что мотор пора разбирать а блок растачивать, если конечно с клапанным механизмом всё в порядке (как узнать от чего плохая компрессия я уже писал, например в статье про компрессию — ссылка чуть выше).
К тому же, кроме потери мощности, мотор уже хуже заводится и возрастает расход моторного масла и после каждой поездки приходится восстанавливать его уровень, что добавляет некоторые неудобства водителю и он начинает задумываться о ремонте. А вот как произвести такой ремонт правильно и будет описано в этой статье.
И если даже кто-то и не будет делать его самостоятельно (ведь не у каждого в гараже стоит расточной станок), зато после прочтения этой статьи у автовладельцев уже появится возможность грамотно проконтролировать работников автосервиса, которые выполняли расточку цилиндров и в любой момент водитель сможет произвести соответствующие проверочные замеры и оценить качество работы, а это важно знать, перед тем как начинать сборку двигателя.
К тому же ещё перед тем, как блок цилиндров начали растачивать, водитель по подготовительным действиям работников автосервиса (какие они должны быть я опишу ниже) сможет понять, доверять им расточку, или может быть лучше сменить мастерскую пока не поздно. Ведь не секрет, что после расточки цилиндров в некоторых мастерских, многие двигатели уже не проходят тот же ресурс, какой был у нового мотора.
Ведь не секрет, что после расточки цилиндров в некоторых мастерских, многие двигатели уже не проходят тот же ресурс, какой был у нового мотора.
А всё дело в правильных подготовительных операциях перед расточкой блока, так как правильная подготовка блока и оборудования очень важна (не менее чем сама расточка) и напрямую влияет на дальнейший ресурс отремонтированного двигателя. Все эти нюансы я опишу чуть ниже и надеюсь они помогут правильно выбрать ремонтную мастерскую и конечно же помогут существенно увеличить ресурс вашего мотора после его ремонта.
Расточка блока цилиндров — Важное — подготовка к работе и нужные приспособления.
И так, перед расточкой блока цилиндров очень важно сделать то, чем многие ремонтники пренебрегают, или просто не знают.
ПЕРВЫЙ ВАЖНЫЙ НЮАНС.
Как правило многие ремонтные мастерские, которые занимаются расточкой и хонинговкой блоков, при расточке цилиндров, главной-базовой плоскостью считают нижнюю плоскость блока мотора, к которой крепится поддон для масла. Говоря проще, станочники перед расточкой берут и ставят блок цилиндров двигателя на крепёжный стол своего станка, затем выверяют и совмещают ось расточной головки с осью растачиваемого цилиндра, далее зажимают блок цилиндров и начинают расточные операции.
Говоря проще, станочники перед расточкой берут и ставят блок цилиндров двигателя на крепёжный стол своего станка, затем выверяют и совмещают ось расточной головки с осью растачиваемого цилиндра, далее зажимают блок цилиндров и начинают расточные операции.
Но ведь никто из большинства ремонтников-расточников никогда и не задумывается (ну может быть только когда растачивал блок своего двигателя), а точно ли параллельна нижняя плоскость блока цилиндров мотора оси распределительного и коленчатого вала ??? А точно ли перпендикулярна нижняя плоскость растачиваемого блока осям всех цилиндров этого блока ???
И если даже при серийном производстве на наших автозаводах и выполнили это важное условие (что мне с трудом верится), то от каждодневных нагрузок от перевыполнения плана, постоянной нехватки времени и в процессе интенсивной эксплуатации оборудования, это условие со временем нарушилось. И может быть даже всего на чуть чуть — примерно на доли градуса, а может и больше, а кто это знает и кто вообще это проверяет, особенно сейчас ? Да всего лишь какие то единицы действительно грамотных мотористов, которых ещё нужно постараться найти.
К тому же на многих автозаводах (особенно отечественных) не учитывается процесс изменения формы блока, через некоторое время, в процессе старения блока цилиндров и их сразу же растачивают и отправляют на конвейр для сборки мотора (о процессе старения я ещё напишу ниже).
Не перпендикулярность оси цилиндра и оси коленчатого вала приведёт к быстрому износу деталей двигателя.
И конечно же в итоге, оси коленчатого вала (да и распределительного тоже) оказываются не строго перпендикулярны стенкам цилиндра (осям гильз цилиндров). Чудес не бывает и значит получается, что на шатуны и вкладыши двигателя постоянно будет давить пусть небольшая, но всё таки изгибающая сила.
А значит от этого кольца, поршни, да и стенки гильз цилиндров будут в процессе работы двигателя изнашиваться неравномерно (с одной стороны больше, с другой меньше). Добавим к этому ещё и то, что же между поршнями и стенками цилиндров, будет образовываться не правильная (неравномерная) плёнка моторного масла, то есть менее устойчивая клинообразная плёнка масла, которая будет постоянно выдавливаться из под клина трущейся пары (поршень-цилиндр).
Следует отметить, что неравномерный слой моторного масла в виде клина, будет образовываться и между шейками и вкладышами коленчатого вала (см. рисунок 3). В результате всего этого при эксплуатации двигателя будет происходить ускоренный износ деталей и разумеется ресурс такого двигателя будет совсем небольшим.
Прочитав то, что написано выше, не сложно сделать естественный вывод, что прежде чем расточнику начинать расточку цилиндров блока двигателя, следует обязательно проверить постели коренных вкладышей коленчатого вала (да и распредвала тоже и вообще любых постелей) на их точную соосность и цилиндричность.
А главное следует обязательно проверить точную перпендикулярность отверстий (осей) постелей относительно осям всех цилиндров двигателя. И уже исходя от этого, правильно закреплять блок в станке и обрабатывать поверхность цилиндров. Проверку можно произвести например с помощью специально сделанных приспособлений, на основе индикатора часового типа, да и вообще любой расточник, ну или фрезеровщик, знает как и с помощью чего произвести такую проверку, но самое печальное, что делают её лишь единицы.
И ещё один нюанс — если нижняя плоскость блока двигателя (которую считают базовой) не перпендикулярна осям всех цилиндров мотора, то лучше не подкладывать под нижнюю плоскость блока металлические пластинки, которые немного приподнимут блок с нужной стороны и компенсируют не перпендикулярность, а следует шлифануть нижнюю плоскость блока на шлифовальном станке (ну или хотя бы на фрезерном), чтобы исправить дефект несоответствия.
И только после этого можно буде уже спокойно ложить блок мотора на стол расточного станка, закреплять его и растачивать, ну и затем хонинговать цилиндры (опять же правильным — безабразивным хоном, которые не будет шаржировать поверхности стенок цилиндров). И именно так делают настоящие грамотные и профессиональные мотористы расточники (к сожалению их больше за рубежом).
И если даже многие авто или мото-владельцы не смогут самостоятельно произвести грамотную подготовку к расточке и саму расточку (ведь не у каждого есть дорогой расточной станок в гаражной мастерской), но зато Вы, уважаемые читатели моего сайта, прочитав эту статью, надеюсь уже сможете адекватно контролировать расточников в каком то автосервисе, которым вы доверите ремонт своего двигателя, а не тупо кивать с открытым ртом на всё, что они Вам говорят и просто безразлично смотреть на их действия, мол якобы они профессионалы и сами всё знают.
ВТОРОЙ ВАЖНЫЙ НЮАНС.
И ещё один очень важный момент, касающийся подготовке к расточке блока цилиндров или их хонинговке. Многие водители и даже ремонтники-расточники не ведают, что при сборке мотора и установки головки цилиндров на блок двигателя и затяжки всех крепёжных болтов головки, геометрическая форма цилиндров немного меняется, так как металл есть металл (любой сплав имеет некоторую пластичность и упругость).
И в реальности получается, что после обжатия всех крепёжных болтов головки динамометрическим ключом, с положенным моментом, сам цилиндр (или цилиндры) уже перестают быть строго цилиндрическим (после обжатия цилиндры принимают вид той же бочки), даже если их изготовили очень точно и до обжатия они были строго цилиндрическим.
Правильная хонинговка цилиндра. 1 — блок цилиндров, 2 — алюминиевая плита с отверстиями, вместо головки, 3 — хон с безабразивными брусочками.
Из выше описанного следует сделать вполне обоснованный и правильный вывод, что и растачивать любой цилиндр, следует обязательно ОБЖАТЫМ с таким же моментом, с каким он будет обжат вместе с головкой после сборки мотора. А для этого следует изготовить из толстой плиты (можно даже из старой головки) плиту, показанную на рисунке 2 слева.
А для этого следует изготовить из толстой плиты (можно даже из старой головки) плиту, показанную на рисунке 2 слева.
Плита изготавливается с отверстиями под расточной резец или хон (отверстия чуть больше диаметра цилиндров) и с отверстиями под крепёжные болты, с помощью которых плита прижмётся к цилиндрам так же как и головка на двигателе (с таким же положенным моментом).
И только после такой подготовительной операции можно смело начинать расточку блока цилиндров.
После расточки всех цилиндров и откручивания крепёжных болтов (ну и снятия плиты с блока цилиндров), геометрическая форма расточенных и отхонингованных цилиндров, тут же немного нарушится (форма станет примерно такой, как у песочных часов, в середине уже, а сверху и снизу шире).
Но нам теперь остаётся только установить на отремонтированный таким способом блок штатную головку двигателя и затем обжать весь бутерброд динамометрическим ключом с положенным моментом (с таким же как была обжата плита перед расточкой цилиндров), и геометрия расточенных цилиндров Вашего двигателя станет идеальной ! И конечно же цилиндры отремонтированного таким способом Вашего двигателя, станут лучше новых заводских!
Ведь при заводском серийном производстве большинства двигателей на заводах (по крайней мере отечественных), вышеописанную правильную технологию расточки и хонинговки вряд ли применяют (а если и применяют, то только на зарубежных автозаводах выпускающих престижные автомобили).
Ну и конечно же в большинстве ремонтных расточных мастерских, так грамотно и правильно двигатели тоже не обрабатывают и не ремонтируют, а если кто то из некоторых редких ремонтников и делает это, то только для своего двигателя и таких знающих мотористов ещё придётся поискать, чего я Вам очень советую, если конечно же вы желаете долго и без проблем и ремонта ездить на своём автомобиле (или мотоцикле) и не хотите в ближайшее время избавиться от своего любимого коня.
И ещё — учитывать и проверять первый из двух важных нюансов, которые я выделил выше оранжевым цветом, особенно очень важно перед расточкой блоков наших отечественных двигателей, которые собирают на заводе не выдерживая блоки некоторое время на полке, пока происходит процесс старения блока, при котором он меняет форму и происходит потеря геометрической формы всех ранее расточенных отверстий (отверстий цилиндров, постелей валов и т.п.).
И в итоге отечественные блоки со временем как бы «разъезжаются» то есть у них постепенно перекашиваются отверстия всех четырёх цилиндров , относительно постелей подшипников скольжения коленчатого вала и распредвала.
А всё, что необходимо сделать перед расточкой блока цилиндров — это:
- проверить и выполнить два основных нюанса, которые я выделил оранжевым цветом и подробно описал выше.
- доработать блок, если оси постелей коленвала и распредвала не перпендикулярны осям цилиндров.
- доработать блок (шлифануть плоскость) если нижняя плоскость блока не перпендикулярна осям цилиндров.
- затем установить и закрепить блок в поперечной плоскости станка правильно, согласно оси расточной головки.
- перепроверить и откорректировать положение блока цилиндров (с помощью индикатора часового типа) относительно оси расточной головки.
- затем следует обкатать поверхность стенок цилиндров носиком индикатора-нутромера, чтобы найти центра цилиндров (у фирменных расточных станков индикатор вмонтирован в станке — это видно на видео ниже и входит в комплектацию станка).
- ну и остаётся установить расточную головку под нужный диаметр расточки, с припуском на хонингование, которые я опишу ниже.
- произвести расточку блока цилиндров.

Ну а теперь переходим к цифрам, так сказать какие должны быть зазоры, замеры и прочие нюансы, которые будут полезны новичкам и не только.
Цилиндр двигателя — его износ, замеры и правильная геометрия нового цилиндра, или после расточки цилиндров.
Для начала рассмотрим немного, какой получается форма цилиндров после большого пробега двигателя и какой должна быть правильная геометрия нового цилиндра (цилиндров) двигателя, или после расточки, так как эти знания помогут произвести нужные замеры и вообще контролировать геометрию расточенных цилиндров.
Естественно любому понятно, что форма цилиндров двигателя должна быть по форме идеально ровного цилиндра, который имеет абсолютно одинаковые диаметры в любом месте по высоте, а так же при замерах в диаметрально противоположных направлениях (крест-накрест).
Но многие водители, да и практически все ремонтники знают, что изнашивается поршневая группа (цилиндр (гильза) и поршни) неравномерно, так как поршень испытывает наибольшее трение о цилиндр в его середине, и меньшее трение в низу и в верху. От этого форма выработки стенок цилиндров блока образуется в виде бочки (в середине износ больше, а сверху и снизу цилиндра меньше).
От этого форма выработки стенок цилиндров блока образуется в виде бочки (в середине износ больше, а сверху и снизу цилиндра меньше).
индикаторный нутромер
Так же следует учесть, что трение поршня о цилиндр больше спереди и сзади цилиндра, а с боков трение меньше. Это происходит от того, что шатун ходит и создаёт давление взад и вперёд, а не вправо-влево. И разумеется от этого и выработка получается неравномерной, то есть спереди и сзади она больше, а с боков меньше и в итоге цилиндр постепенно превращается в овал.
Такая же неравномерная выработка происходит конечно же и на поршне (поршнях), но поршень нам не важен, так как после расточки при сборке мотора будет заменяться новым, а вот знать как и где вырабатывается цилиндр (гильза) новичкам будет очень полезно.
Замер цилиндра мотоцикла индикаторным нутромером.
И из этих знаний и исходит то, как правильно замерять цилиндр, чтобы увидеть его износ и на сколько придётся растачивать. И значит замерять цилиндр с помощью нутромера следует в нескольких местах. Как пользоваться нутромером в интернете информации море, да и я уже об этом написал вот тут и мне нет смысла повторяться.
Как пользоваться нутромером в интернете информации море, да и я уже об этом написал вот тут и мне нет смысла повторяться.
Места замера цилиндра нутромером.
Кто не знает как пользоваться индикаторным нутромером и кому нужно узнать, то могут кликнуть на ссылку чуть выше и почитать статью в отдельной вкладке. А вот в каких местах производить замеры изношенного цилиндра смотрим на рисунке слева.
Там видно, что точный диаметр цилиндра (как изношенного, так и расточенного для проверки качества) измеряется нутромером в четырёх поясах, но замеры этих поясов производим как в продольном, так и в поперечном направлении (крест-накрест), чтобы узнать не только износ в виде бочки, но и в виде овала.
А вообще проверка цилиндров на износ (и вообще пора ли их растачивать или они ещё поработают) заключается в том, не превышает ли их износ максимально допустимый — 0,15 мм (это для четырёхцилиндровых моторов с объёмом 1,5 — 2.0 литра, а для большекубатурных моторов зазоры могут быть чуть больше, а для малокубатурных зазоры могут быть чуть меньше и максимально допустимые значения можно узнать в мануале конкретного двигателя).
Перед замерами сначала следует настроить индикаторный нутромер на ноль и для настройки нутромера в раскрученных мастерских используется специальный калибр (кольцо из набора), но он не у всех есть, особенно у гаражных мастеров. Но не беда, ведь индикаторный нутромер вполне возможно выставить по диаметру цилиндра в той части, где он не изнашивается ( ведь в самом верху цилиндра любого мотора образуется ступенька, куда поршень не доходит при работе мотора).
Поэтому, по разнице замеров ( размеров) в не изношенном в самом верху месте и в остальных поясах можно судить о степени износа цилиндров.
Также, нутромер можно настроить и по микрометру, а размер на микрометре выставляется по мануалу вашего автомобиля, в котором указывается диаметр нового цилиндра, или по номеру очередного ремонта). Замерив цилиндр в четырёх поясах и в диаметрально противоположных направлениях записываем показания.
И если максимальная степень износа в середине цилиндра (в районе выработанных в середине стенок в виде бочки) превышает 0,15 мм. , то это значит, что необходимо произвести расточку блока цилиндров до ближайшего ремонтного размера, оставив припуск в 0,03 мм., под дальнейшее хонингование с помощью хона, который подробно описан вот тут (припуск может быть и около 0,1-0,15 мм на диаметр, у двигателей с бóльшими рабочими объёмами, или с хонинговкой с абразивными брусками).
, то это значит, что необходимо произвести расточку блока цилиндров до ближайшего ремонтного размера, оставив припуск в 0,03 мм., под дальнейшее хонингование с помощью хона, который подробно описан вот тут (припуск может быть и около 0,1-0,15 мм на диаметр, у двигателей с бóльшими рабочими объёмами, или с хонинговкой с абразивными брусками).
После расточки хонингуем цилиндры блока только с помощью безобразивных брусков, и только они позволят не шаржироваться стенкам цилиндров вашего двигателя абразивной пылью и таким образом ваши кольца и поршни проработают положенный им ресурс — это важно и подробно я об этом уже писал в отдельной очень полезной статье о правильном капитальном ремонте вот здесь.
Там же описаны и правильные подготовительные операции перед расточкой блока цилиндров, которые так же позволят сделать ресурс отремонтированного мотора не хуже и даже лучше, чем у нового. Но о правильных подготовительных операциях я написал и здесь, чуть выше, в отдельном разделе — подготовка к расточке.
При хонинговке следует выдержать такой диаметр цилиндра (цилиндров), чтобы при установке выбранного ремонтного поршня зазор между ним и цилиндром был в пределах 0,025 — 0,045 мм. Как правило, по наружному диаметру новые поршни разбиты на пять классов А, В, С, D. E, через каждые 0,01 мм. Также следует напомнить, что наружная поверхность качественного поршня от любой авторитетной фирмы имеет сложную форму.
То есть по высоте форма поршня немного коническая (это можно проверить с помощью микрометра), а в поперечном сечении овальная, поэтому измерять диаметр нового поршня необходимо в плоскости, перпендикулярной поршневому пальцу и в районе пояса поршневого пальца.
Так же поршни по диаметру отверстия под поршневой палец делятся как правило на три класса 1 , 2, и 3 через каждые 0,004 мм., но у разных производителей могут быть и другие классы и размеры. Классы диаметров поршня и отверстия под поршневой палец обычно выбиваются на днище поршня.
Ещё следует учесть, что поршни делятся ещё на три группы по весу (массе) и разумеется на двигателе все поршни должны быть одинаковой группы по массе. А вообще я советую всегда и поршни, и шатуны (особенно от неизвестных производителей) взвешивать перед установкой на цифровых весах, и если есть даже небольшая разница в весе, то следует сточить в не ответственном месте лишний материал.
А вообще я советую всегда и поршни, и шатуны (особенно от неизвестных производителей) взвешивать перед установкой на цифровых весах, и если есть даже небольшая разница в весе, то следует сточить в не ответственном месте лишний материал.
Ну и поршни ремонтных размеров для отечественных и некоторых импортных автомобилей и мотоциклов обычно изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром (может быть и больше). Стрелка на поршне показывает, что при установке в цилиндр она должна быть направленна в сторону распредвала.
Выше было описано то, что нужно знать новичкам, ну а что касаемо самого процесса расточки блока цилиндров, то описывать его нет смысла, лучше посмотреть видеоролики на эту тему, которые я опубликовал ниже. Но следует всё же написать основное, говоря простым языком, а именно:
Расточка блока цилиндров необходима для восстановления правильной геометрии изношенных цилиндров (то есть чтобы удалить бочку и овал), а также чтобы восстановить требуемый зазор между цилиндром и поршнем. Восстановить требуемый зазор между родными изношенными поршнями и расточенными цилиндрами конечно же не получится, ведь диаметр расточенных цилиндров станет немного больше.
Восстановить требуемый зазор между родными изношенными поршнями и расточенными цилиндрами конечно же не получится, ведь диаметр расточенных цилиндров станет немного больше.
И разумеется зазор восстанавливают между новым ремонтным поршнем, который чуть больше по диаметру, и цилиндром. Для этого следует увеличить диаметр цилиндра с помощью расточки и хонинговки, в соответствии с наружным диаметром нового ремонтного поршня, плюс рабочий зазор. Ну и конечно же расточка уберёт и «бочку» и «овал» и как было сказано выше, восстановит правильную геометрию идеально ровного цилиндра.
Как было описано мной выше, среднее значение необходимого рабочего зазора у большинства серийных двигателей в пределах 0,04-0,05 мм. То есть говоря проще для новичков — это та величина рабочего зазора, на которую диаметр цилиндра должен быть больше наибольшего диаметра ремонтного поршня (как я уже говорил, измеряем наибольший диаметр на юбке поршня в месте перпендикулярном оси отверстия поршневого пальца), и рабочий зазор необходим чтобы поршень не заклинило в цилиндре от теплового расширения.
Зазор может быть и другим (например на большекубатурных моторах), в зависимости от диаметра цилиндров и поршней, а так же тепловой зазор зависит от материала поршня и разумеется, чем больше тепловое расширение материала поршня, тем больше должен быть рабочий зазор между поршнем и цилиндром двигателя. Раньше, когда поршни делали из такого же материала как и гильзы цилиндров, то есть из чугуна, рабочий зазор был очень мал, ведь тепловое расширение у гильзы и у поршня было практически одинаковым.
Кстати и сейчас, у самых современных двигателей, у которых блок цилиндров изготовлен из лёгкого сплава и имеет почти такое же тепловое расширение как и поршни, то есть блок цилиндров не имеет гильз, а имеет никасилевое покрытие, или ещё более современное покрытие керонайтом, рабочие зазоры соответственно меньше, чем у более старых чугунных блоков, или алюминиевых блоков с чугунными гильзами.
Конечно же любой грамотный расточник знает (или уточняет перед расточкой), какие должны быть рабочие зазоры между поршнем и цилиндром, в зависимости от материала цилиндров и их теплового расширения.
Но получить после расточки требуемый рабочий зазор между новым ремонтным поршнем и стенками цилиндров — это ещё не всё. Также обязательно следует добиться того, чтобы конусность и элипсность каждого цилиндра в блоке не превышали допустимые 0,01 мм.
Иначе в цилиндрах вашего двигателя не получится нужного рабочего зазора по всей поверхности стенок цилиндров и конечно же нормального прилегания поршневых колец к стенкам цилиндров по всей их поверхности. Ну и конечно же следует добиться того, чтобы все цилиндры были абсолютно параллельны относительно друг друга ( в пределах точности до 0,01 мм., по всей длине цилиндров). Иначе шатуны и поршни (а значит и вкладыши) будут работать с некоторым перекосом и будут изнашиваться неравномерно.
И ещё следует напомнить, что сама по себе качественная расточка цилиндров блока далеко не быстрая операция, ведь кроме учёта всех выше описанных мной важных нюансов и выверки положения блока цилиндров, относительно оси расточной головки станка, следует производить процесс растачивания стенок цилиндров с малой подачей, которая позволяет добиться нормального качества поверхности стенок цилиндров, а работа с малыми подачами требует определённого времени.
Но только учитывая все вышеописанные нюансы, можно гарантировать высокое качество расточки блока и всего ремонта вашего двигателя.
Совместить ось растачиваемого цилиндра с осью расточной головки совсем несложно с помощью подходящего по диаметру конуса, закрепляемого в шпинделе станка и опускаемого в цилиндр, и затем перепроверить соосность с помощью индикатора часового типа, так же закреплённого на шпинделе станка. И только после этого стоит закреплять блок к поверхности стола станка для дальнейшей расточки. Это показано в видеоролике чуть ниже. А вот другие проверочные операции (например добиться чтобы конусность и элипсность каждого цилиндра не превышали 0,01 мм.) сделать несколько сложнее.
Оборудование для расточки блока цилиндров.
Ну и напоследок следует написать несколько слов о том, с помощью чего производят сам процесс расточки цилиндров двигателей.
Как известно многим, расточные станки (особенно от авторитетных фирм), которые используют для расточки и хонинговки блоков цилиндров, имеют не малую цену и недоступны большинству гаражных мастерских и даже многим СТО широкого профиля.
И такое оборудование могут позволить себе лишь раскрученные специализированные СТО и технические центры. А чтобы окупить дорогой станок достаточно быстро, потребуется постоянная загрузка станка. И выдержать напряжённый режим работы разумеется сможет только качественное оборудование от авторитетных фирм.
К тому же качественное современное оборудование позволяет ускорить операции по настройке, расточке и хонинговке блоков в несколько раз, по сравнению с древним отечественным оборудованием. Чтобы понять на сколько быстрее, то следует отметить, что многие станки от европейских или американских производителей позволяют расточить четырёхцилиндровый блок цилиндров в течение 20-30 минут, при съеме слоя металла со стенок цилиндров до 0,5 мм (на диаметр).
До сих пор самым распространённым и надёжным были и остаются станки фирмы «Sunnen» американских производителей (например станок CV616). Их станки имеют целый ряд преимуществ перед отечественным оборудованием — высокая надёжность и производительность, описанная чуть выше, ну и разумеется достаточно высокая точность и простота настроек управления, а на современных станках наличие автоматики позволяет почти полностью автоматизировать процесс (например с помощью автоматической подачи хона на разжим брусков) при наличии заказов с одинаковыми параметрами.
К тому же некоторые станки, (например тот же CV616) позволяют без предварительной расточки сразу хонинговать стенки цилиндров под нужный окончательный диаметр цилиндров. Это существенно экономит время на обработку и электроэнергию.
Единственная задержка, и то в конце работы, нужна для быстрой смены брусков с более мелким зерном для финишного прохода (точнее для смены на специальные безабразивные щётки, которые не позволяют шаржироваться поверхности стенок цилиндров, как это происходит с обычными абразивными брусками, и в итоге поршневые кольца и сами поршни прослужат существенно дольше) .
Ну и естественно точность станков этой фирмы достаточно высока и позволяет добиться не только поверхности нужного класса шероховатости, но и конусности, а так же элипности цилиндров блока в пределах современных допусков, то есть не более 0,01 мм.
Ну и напоследок хочется отметить, что как правило вместе с расточкой блока в капремонт изрядно пробежавшего двигателя входит и шлифовка коленчатого вала с заменой вкладышей и подробно об этой операции желающие могут почитать вот здесь. Если же ваш двигатель имеет значительный пробег, то также не помешает произвести и ремонт постелей распределительного вала о котором я подробно описал в этой статье.
Вот вроде бы и всё, надеюсь эта статья о расточке блока цилиндров будет полезна, особенно новичкам, успехов всем.
Расточка блока цилиндров. Двигатель расточка на современном оборудовании с хонинговкой. Расточить блок за 1 -2 дня
Разобранный блок цилиндров помещают в специальный станок. Механик замеряет размер цилиндров, после чего определяет глубину задиров. Точность обработки поверхностей составляет примерно 0,001 мм. Механик выставляет станок под нужный размер.
Точность обработки поверхностей составляет примерно 0,001 мм. Механик выставляет станок под нужный размер.
Звоните: +7-499-686-12-80
1. Что такое расточка блока цилиндров, и какие причины приводят к ее необходимости.
Двигатель – важнейший агрегат автомобиля. В результате значительных нагрузок во время рабочего цикла, мотор автомобиля со временем начинает изнашиваться. Возникает нужда в капитальном ремонте ДВС автомобиля. Одним из признаков приближающегося капитального ремонта является падение компрессии в цилиндрах двигателя. Автовладелец начинает чувствовать, что машина плохо «тянет», медленно набирает скорость – другими словами.
Дело в том, что независимо от того, является ли двигатель дизельным или бензиновым, горючая смесь сжимается во время рабочего цикла.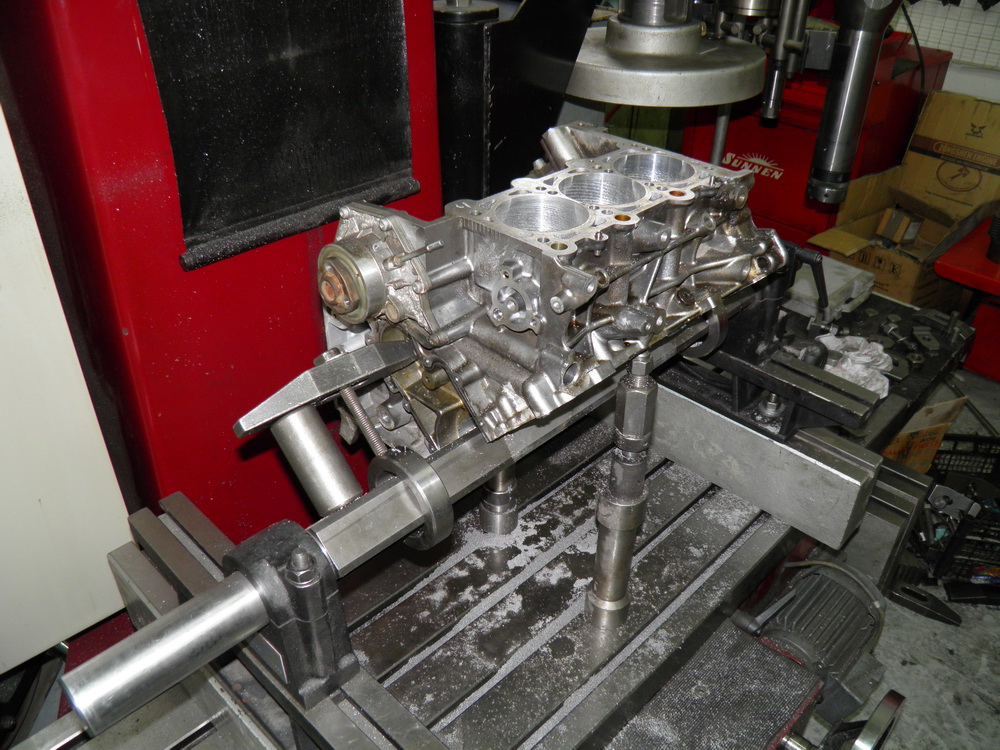 Если степень сжатия меньше, чем номинальная, КПД двигателя соответственно уменьшается. Это происходит благодаря увеличению зазоров в месте контакта поршневых колец и поверхностей поршней, в результате естественного износа, чаще всего. В тех случаях, когда в блоке цилиндров установлены сменные гильзы, расточка цилиндров не требуется, достаточно заменить их на новые. Если гильзы в блоке несъемные, то придется их растачивать на специальном станке, приводя форму и размер к нормальному виду.
Если степень сжатия меньше, чем номинальная, КПД двигателя соответственно уменьшается. Это происходит благодаря увеличению зазоров в месте контакта поршневых колец и поверхностей поршней, в результате естественного износа, чаще всего. В тех случаях, когда в блоке цилиндров установлены сменные гильзы, расточка цилиндров не требуется, достаточно заменить их на новые. Если гильзы в блоке несъемные, то придется их растачивать на специальном станке, приводя форму и размер к нормальному виду.
Помимо расточки гильз может понадобиться ремонт постелей(посадочных мест под шейки) коленчатого вала, если соответствующие втулки были провернуты во время вращения вала. Это может быть вызвано неправильной сборкой двигателя, недостатком моторного масла или сильной его загрязненностью в картере двигателя (обычно – металлической стружкой или песком).
Расточка блока цилиндров, обычно делается при износе стенок цилиндров, когда уже на поверхности появились глубокие царапины (задиры).
Двигатель при такой поломке, начинает есть больше масла, соответственно масло нужно постоянно подливать. В случае, если Вы не подольете вовремя масло до уровня, тогда у Вас будет масленое голодание, как следствие клин двигателя. Но это уже совсем другая поломка. После того, как у Вас разобрали двигатель, и обнаружили износ цилиндров. Вы соответственно должны либо поставить гильзы, либо Вам нужна расточка блока цилиндров под ремонтный поршень.
2. Как происходит расточка блока ДВС (Расточка блока цилиндров, происходит следующим образом).
Разобранный блок цилиндров помещают в специальный станок. Механик замеряет размер цилиндров, после чего определяет глубину задиров. Точность обработки поверхностей составляет примерно 0,001 мм. Механик выставляет станок под нужный размер, после чего начинается расточка блока цилиндров. Во время расточки цилиндра постоянно подается вода, это делается для того, что бы рабочая поверхность не нагревалась, и не было деформации поверхности блока цилиндров. После того, как все цилиндры расточены под один ремонтный размер (один цилиндр нельзя расточить, растачиваются только все сразу под один размер!) нужно сделать протоки для того что бы масло поступало в цилиндры для равномерной смазки. Это называется хонинговка цилиндров. Соответственно хонинговка цилиндров обязательная работа, так как без масленой пленки снова появятся задиры по цилиндрам. Соответственно хонниговка цилиндров происходит следующим образом: Блок цилиндров закрепляется на станину, при том для разных блоков нужна своя станина, для того что бы блок находился под определенным углом по отношению к резцу. Резец на станке настраивается под размер цилиндра, после чего происходит хонинговка цилиндров. Хон делается на каждый цилиндр, если это рядный мотор. В случае, если двигатель V-образный, то возможно сделать или одну сторону, или две. По одному цилиндру ни расточка, ни хонинговка не делается. При этом необходимо восстановить геометрию цилиндра, так как в процессе эксплуатации она неизменно нарушается. Это происходит в результате объективных причин, — поршневые кольца во время рабочего цикла неравномерно трутся о гильзу, в связи с чем плоскость стенок гильзы изнашивается так же неравномерно. Мастер, работающий на станке, на малых скоростях производит обработку поверхностей цилиндра, учитывая необходимые допуска по размерам. Эти размеры рассчитываются исходя из модели двигателя и размеров поршневых колец, которые будут монтироваться на двигатель во время сборки.
3. Заключительный этап. Хонингование.
Хонингование – это своего рода абразивная доводка поверхностей, необходимая для того, чтобы поршневые кольца плавно скользили по поверхности гильзы цилиндра, не образуя задиров. Хонингование производят, как правило, на специальных станках, однако, некоторые автолюбители делают это вручную при помощи специальных насадок.
После расточки блока необходимо произвести тщательную его промывку и продувку сжатым воздухом. Все частицы стружки нужно удалить.
4. Особенности эксплуатации ДВС.
Операции по расточке блока ДВС – процедура, с которой сталкивается большинство автомобилистов. Чаще всего — это плановое мероприятие при капитальном ремонте двигателя. Однако автолюбителям нужно следить, чтобы замена моторного масла производилась вовремя и по всем правилам. Необходимо стараться эксплуатировать мотор в щадящем режиме, то есть плавный разгон при плавном торможении. Тогда мотор обязательно проработает долго и без отказов
Расточка блоков | Сервис по ремонту двигателей и их комплектующих в Иваново
Стоит отметить, что силовой агрегат и все его основные части испытывают постоянные нагрузки, это – цилиндры, поршни, кольца, коленвал, распределительный вал (валы), клапана, вкладыши и т.д.
Особенно сильные нагрузки у поршня, он трется об цилиндр блока, причем этот процесс повторяется сотни — тысячи раз всего за одну минуту. Здесь идет максимальный износ, металл стенок стачивается, блок начинает терять свою первоначальную круглую форму. Если утрировать он становится — овальный, а не круглый. Прилегание поршней (а именно его колец) к стенкам начинает ухудшаться, соответственно горючая смесь или отработанные газы начинают поступать в картер, а масло наоборот в рабочую камеру – падает мощность, силовой агрегат начинает «жрать масло»! Из глушителя начинает лететь сизый (синеватый) дым. Это первые звоночки.
Раньше не было нормальных масел, зимой они дико густели, летом пригорали, смазывающие способности были низкие — моторы приходилось «капитались» уже через 30 – 50 000 пробега, а грузовые итого чаще. Зимой (как ни странно) агрегаты перегревались, все потому что опять же не было нормальных ТОСОЛОВ или антифризов, лили воду которая замерзала, образовывала пробки тут и до перегрева недалеко, пусть локального, пусть не на долго – НО ЭТОГО ХВАТАЛО.
Сейчас технологии шагнули ДАЛЕКО вперед. Есть различные полусинтетические или синтетические составы, не только масел, но и охлаждающих жидкостей. Поэтому сейчас двигатель ходит долго! Ресурс от ремонтов увеличился в разы, если не в десятки раз.
Конечно через 250 000 (в среднем) километров все равно предстоит ремонт, но просто вдумайтесь какой это пробег! В средних городах редко когда наезжают 15 000 в год, таким образом 250 000 хватит примерно на 15 лет.
Первая причина – как вы догадались ремонт, если есть возможность (про это чуть ниже) овальную форму или задиры внутри цилиндра убирают путем расточки, ставят больше поршни и мотор живет еще долгие тысячи километров.
Вторая причина – это банально увеличения объема. Опять же если позволяет блок (а точнее его стенки) происходит расточка, устанавливаются поршни больше диаметра, они имеют большую способность засасывать воздушно-топливную смесь. Если утрировать поршень диаметром в 79,8 мм, засосет гораздо меньше, чем с диаметром в 82 мм. Топливо сгорает больше, а соответственно давление воспламененной смеси на поршень выше, вот вам и увеличение мощности. ДЕЛАЮТ в основном тюнеры для прокачки своих «железных» коней.
Расточка блока цилиндров — технологический процесс
НАШИ УСЛУГИ ПО РАСТОЧКЕ И ГИЛЬЗОВКЕ БЛОКОВ ЦИЛИНДРА
1.
ПРОВЕРКА БЛОКА НА ГЕРМЕТИЧНОСТЬ . Выдавливает антифриз из системы охлаждения – значит, есть трещина в блоке или ГБЦ. Поэтому необходимо проверить сначала головку блока цилиндров, а потом сам блок.
2.
РАСТОЧКА БЛОКА. Необходимость расточки блока обуславливается выработкой в цилиндрах: глубокие задиры, эллипсность, конусность. Как следствие потеря компрессии.
3.
ГИЛЬЗОВКА БЛОКА ЦИЛИНДРОВ. Некоторые блоки подразумевают ремонт путем замены или установки гильз. Гильзовка блока цилиндров производится методом охлаждения гильзы в жидком азоте и нагревом самого блока цилиндров. Мы всегда хонингуем цилиндр перед запрессовкой гильз. Это необходимо для лучшей теплоотдачи гильзы и блока, и обязательное условие правильной гильзовки блока цилиндров.
4.
ХОНИНГОВКА ЦИЛИНДРОВ БЛОКА оставляет на стенках блока цилиндров определенные «царапины» с характерным углом наклона рисунка. Благодаря этой сложной операции на стенках блока цилиндров образуется масленая пленка, это снижает износ поршневых колец в разы. Мы СТРОГО соблюдаем технологию и рекомендации разработанные известной мировой фирмой KOLBENSCHMIDT. Хонингование проводится в 3 этапа: сначала черновое, потом чистовое, а затем плосковершинное.
5.
ШЛИФОВАНИЕ БЛОКА ЦИЛИНДРОВ. В результате работы двигателя и его перегрева может деформироваться плоскость, прилегающая к головке БЦ. Это может стать причиной попадания газов в масляную рубашку или охлаждения, а также антифриза в масло и наоборот.
СРЕДНЕЕ ВРЕМЯ РЕМОНТА БЛОКА ЦИЛИНДРОВ СОСТАВЛЯЕТ: расточка — 1-2 дня, гильзовка 2-3 дня, гильзовка V-образного блока 3-5 дней. Дело в том, что для точных измерений блок (желательно с поршнем) должны принять комнатную температуру от +16С до +22С — только это занимает примерно 4-8 часов.
ТОЧНОСТЬ — ЗАЛОГ ПРАВИЛЬНОЙ РАБОТЫ БЛОКА ЦИЛИНДРОВ И ПОРШНЕЙ!
Рассмотрим сегодня обработку самой большой детали в двигателе и самых больших заблуждений при его ремонте, это блок цилиндров и поршневая группа. От этого узла в большей мере зависит ресурс всего мотора в целом. Расточка цилиндров в ремонтный размер требуется при превышении максимально допустимого износа, для каждого двигателя указывается в инструкции по эксплуатации, обычно составляет 0.03-0.05 мм эллипсности и конусности и 0.1мм износ в верхней части цилиндра. В большинстве двигателей предусмотрено как минимум два ремонтных размера, а многие современные иномарки ни одного. Основной задачей расточки является:
1. Получить отверстие заданного размера с конусностью и эллипсностью не более 0.01мм.
2. Гарантировать перпендекулярность оси отверстия оси коленвала.
3. Обеспечить необходимую чистоту поверхности с заданным микрорельефом.
Миф первый: блок можно не растачивать, а сразу отхонинговать в размер.
Расточка блока необходима, поскольку цилиндры могут быть изношенны неравномерно, да и блок в процессе длительной эксплуатации пусть немного, но деформируется. Более того, при изготовлении блока не всегда соблюдаются необходимые технологические требования, что приводит, например, к непараллельности осей цилиндров. Подобная картина, кстати, не только у блоков отечественных автомобилей, но и у известных иномарок.Таким образом, благодаря расточке цилиндра можно выправить геометрию самого «кривого» блока — сделать оси цилиндров взаимно параллельными. Кроме того, здесь же решается еще одна задача — оси цилиндров приводятся в перпендикулярное положение к оси постели коленчатого вала (образующее отверстий подшипников коленчатого вала).
Изначальная причина — качество самого чугуна, исходного материала. Я не делал ни металлографию, ни исследования химического состава, но о снижении качества могу судить по тому, как обрабатывается данный блок. При расточке двух-трех блоков 15-летней давности твердосплавный резец требует заточки после каждых 2–3 блоков. Блоки моложе 7 лет можно растачивать и смену, и две, и три, а инструмент при этом не испытывает никаких затруднений чугунина сейчас стала попроще, помягче. Налицо явное снижение ресурса блока и мотора в целом.
Миф второй: чем зазор меньше тем лучше.
При кажущейся простоте достичь хорошего результата удается далеко не всегда и очень часто по причине одного из самых устойчивых мифов «поршень должен опускаться в цилиндр с небольшим усилием, а вы расточили так, что он туда падает». Прочитаем, инструкцию по ремонту, там сказано, что при расточке необходимо обеспечить гарантированный зазор между юбкой поршня и стенкой цилиндра не менее 0.05 мм и скажите мне за что должен зацепится поршень? А на исправном оборудовании попасть в размер в 0.01 мм не составляет труда так, что претензии о проваленных размерах не обоснованы. Занижение монтажного зазора намного хуже, чем его увеличение. А прибавим к этому нестабильное качество поршней отечественного производства.
Отечественных производителей много, но проблемы у всех сходные. Первая — плохое качество материала. Практически всегда в сплаве повышенное содержание железа и низкое — кремния. Часто заготовки не проходят цикл термообработки — искусственного ста рения. В процессе эксплуатации такие поршни неизбежно подвергаются деформации, их «ведет». Следовательно, их ни в коем случае нельзя монтировать в цилиндры с минимально разрешенным зазором. И даже установка с монтажным зазором в 7–8 соток для многих отечественных поршней не гарантия от теплового прихвата, а клиент требует обеспечить плавное, беззазорное перемещение поршня в расточенном цилиндре. Вот и оказывается расточник между двух огней с одной стороны недовольный клиент, с другой, инструкция. Невдомек горе ремонтнику, что если расточник пойдет у него на поводу, то работать двигатель плохо, но недолго, но недолго, что необходимый зазор в цилиндре всё равно появится, но уже в результате износа и со значительным нарушением геометрии цилиндра, а возможно и с задирами, что отрицательно скажется на ресурсе. Все наверное слышали рассказы бывалых о том «как хорошо двигатель собрали целый час таскали машину чтобы крутится начал».
Наиболее типичная операция, выполняемая практически в любой мастерской – расточка цилиндра до следующего ремонтного размера поршня. Расточка блока под установку гильз – уже следующая по сложности операция, при этом необходимо обеспечить требуемый натяг при посадке гильзы не менее 0.04-0.05 мм и чистоту поверхности блока для лучшего теплоотвода, гильзу в блок необходимо садить при помощи жидкого азота, зазор в поршневой увеличить ещё на пару соток, а плоскость блока обработать на фрезерном или шлифовальном станке.
Миф третий: поверхность цилиндра после обработки должна быть гладкой и блестящей.
При ремонте деталей двигателя и, в частности, блока цилиндров нет неответственных операций, однако финишная обработка особенно важна. Хонингование является именно такой финишной операцией, от качества и точности которой во многом зависит ресурс работы двигателя. При ремонте блока цилиндров необходимо выдержать целый ряд допусков формы и расположения поверхностей. Расположение и прямолинейность осей цилиндра осуществляется с помощью расточки, а круглость, цилиндричность, формирование микрорельефа и обеспечение определенной структуры металла на его поверхности достигается только хонингованием.
Хонингование (англ. Honing) — отделочная обработка внутренних цилиндрических поверхностей деталей мелкозернистым абразивным инструментом в виде брусков, смонтированных на хонинговальной головке (хоне). Абразивные бруски прижимаются к обрабатываемой поверхности, а сама хонинговальная головка, закрепленная в шпинделе хонинговального станка, совершает вращательное и возвратно-поступательное движения.
При этом микропрофиль поверхности цилиндра, зависит от характеристик применяемых абразивных брусков и режимов хонингования, в том числе от частоты вращения хонголовки, скорости ее вертикальной подачи, давления брусков на стенки, а также свойств и количества смазки, подаваемой в зону резания.
После расточки для хонингования должно оставаться не меньше 0.08 мм в противном случае остается слой деформированного материала, который негативно сказывается на долговечности поршневой группы, многие расточники пренебрегают этим правилом в силу природной лени или незнания элементарной технологии обработки.
Бруски для хонигования бывают абразивные и алмазные, первых хватает на 30-40 блоков, работать с ними сложнее, но правильнее, алмаз практически вечен, но есть проблема.
Алмаз – мелкая и не очень острая частица, и когда эти частицы плотно друг с другом связаны, для обработки отверстия требуется очень большое давление. Из-за этого алмаз «рвет» поверхность, в зоне резания под воздействием высоких температур образуются твердые частицы которые изнашивают поршень и кольца, а выступающий на поверхность чугуна графит закатывается в глубь образуя так называемую жестяную рубашку, поэтому непосредственно после хонингования с поверхности нужно удалить остатки металла щеткой. По возможности надо использовать керамические бруски для хонингования, поскольку благодаря эффекту самозатачивания они производят нарезку чище, чем инструмент с алмазной кромкой. Если использовать абразивные (не алмазные) бруски, то в большинстве случаев, хонингование происходит в два этапа.
Большую часть припуска снимают брусками с относительно крупным абразивом. При этом цилиндр должен приобрести правильную форму. После такой обработки микрорельеф поверхности цилиндра представляет собой чередование высоких острых выступов и глубоких впадин. Съем металла при хонинговании не должен быть меньше чем глубина неровностей оставшихся от резца при растачивании. Согласно справочникам шероховатость поверхности после чистового растачивания составляет Ra, мкм 25 — 12.5 значит чтобы удалить следы обработки резцом а заодно и деформированный слой чугуна надо не менее 0.05 — 0.08 мм.
Обработку продолжают брусками с более мелким абразивом. Микрорельеф поверхности по завершении этапа представляет собой чередование впадин (причем глубина впадин тоже чередуется) и относительно «плоскости» выступов. Таким образом, достигается увеличение площади опорной поверхности цилиндра. Большое значение имеет угол под которым пересекаются риски на поверхности цилиндра он должен составлять Ð 30°-60° . В этих микровпадинах задерживается масло необходимое для смазки колец, а бывалый клиент поводив по цилиндру пальцем утверждает, что цилиндр должен быть гладким и блестящим, а вы мне его весь исцарапали.
И так, подведем итоги поверхность цилиндра после РАСТОЧКИ и хонингования абразивными брусками НЕ ДОЛЖНА БЫТЬ ГЛАДКОЙ и главное, ЗАЗОР ДОЛЖЕН БЫТЬ ДОСТАТОЧНЫМ для нормальной работы двигателя.
Картина, как видим, безрадостная — в основном для тех механиков, которые стремятся во что бы то ни стало сделать в цилиндрах минимально возможные зазоры. Такие специалисты предпочитают измерять зазоры «голыми руками», поэтому нормальный зазор воспринимают весьма своеобразно: «прослабили», поршень ведь «болтается»! А как же ему не болтаться? Ведь во всех точках на боковой поверхности поршня, кроме, разумеется, тех мест, где его размер максимален, зазор за счет овальности и бочкообразности поршня будет больше номинального. Причем на верхней части, в зоне канавок под кольца, а также в направлении оси пальца, зазор между поршнем и цилиндром превышает номинальный в 10-15 раз!
Завершающей операция промывка блока от стружки и остатков абразива. Забудьте о бензине и керосине, промывать следует горячим раствором соды, иначе удалить абразив из поверхности цилиндра невозможно и он будет медленно, но верно изнашивать поршень и кольца. После промывки продуть каналы смазки и охлаждения и можно собирать двигатель.
НАШИ ПРЕИМУЩЕСТВА
| СОВРЕМЕННОЕ ОБОРУДОВАНИЕ | |
| Все работы выполняются на дорогом специализированном оборудовании, которое не допускает ошибок | |
| ВЫГОДНЫЕ ЦЕНЫ | |
| Мы предлагаем доступные цены для всех владельцев авто и СТО, поэтому наши услуги востребованы. | |
| ОГРОМНЫЙ ОПЫТ | |
| За время работы нашей фирмы, мастера осуществили починку более тысячи блоков цилиндров. | |
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.
- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |
Ремонт коленвала
Ремонт или замена коленчатого вала — процесс трудоемкий. Как правило, он требует практически полной разборки двигателя, осмотра и дефектовки всех его узлов и механизмов. Коленчатый вал снимают и измеряют осевые биения. В случае допустимой выработки поверхности шеек и шатунов коленчатого вала пришлифовывают под ремонтные размеры подшипников. Постель с выработкой тоже подлежит механической обработке с «одной установкой» на специальном станке. Расточка коленвала позволяет установить вкладыш следующего ремонтного размера.
Проточка постели коленчатого вала
Шлифовка коленчатого вала
Размеры шеек имеют ремонтные допуски. Простая шлифовка коленвала не поможет в случае, если износ или повреждения слишком сильные. Коленчатый вал — деталь недешевая, а если речь идет, например, о крупногабаритной сельхозтехнике, сумма будет внушительной. Даже сильно изношенные поверхности трения можно восстановить. Толщина выработки компенсируется с помощью наплавки электросваркой под флюсом, плазменного напыления твердых сплавов, газотермичекого напыления и др. Затем коленвал шлифуется, «доводится» до необходимых ремонтных размеров. Это технологически сложный процесс, его лучше доверить специалистам.
Автоматизированное газо-термическое напыление шеек и балансиров коленчатого вала
Качественно выполненное восстановление и шлифовка коленвала может обеспечить 100% ресурса его работы. Следует учитывать, что с увеличением ремонтного размера коленчатый вал может сместиться со своего заводского посадочного места. Потребуется точная установка коленвала с подборкой вкладышей. Коленвал с критическими повреждениями или осевым искривлением придется поменять.
Как проверить коленвал? Опытные автомобилисты могут определить характерный стук коленчатого вала на слух, используя медицинский стетоскоп. При плановых ТО можно снять поддон, визуально осмотреть коленчатый вал на предмет трещин и сколов и с помощью щупа выполнить контроль зазоров между полукольцами.
Замер осевых смещений коленвала с помощью щупа
Комплект измерительных стальных пластин щупов
Повышенное содержание металлической стружки в фильтре и поддоне указывает на износ пар трения. В таких случаях нужно срочно найти причину образования такой стружки.
Диаметр шеек коленвала можно измерить обычным микрометром. Параметры разбалансировки, биений и осевых люфтов коленчатых валов определяют с помощью специальных индикаторов. Для этого нужно либо разместить вал на специальный стенд или станок, либо установить индикатор с магнитным штативом на блок двигателя. Замер выполняется при вращении.
Это интересно: Датчик ДПКВ в системе электронного распределения впрыска
Стенд с установленным индикатором часового типа для замера биений коленчатого вала
Индикатор часового типа, установленный на блок двигателя
Для определения зазора между шейками коленчатого вала и подшипниками применяют калиброванную пластиковую проволоку и бумажный шаблон со специальной шкалой. Способ довольно прост и доступен. Кусочек проволоки устанавливают на обезжиренную поверхность шейки коленчатого вала. Для ее фиксации можно применить небольшое количество густой смазки. Затем шейка накрывается подшипником и крышкой. Крышки обтягиваются, проволока внутри раздавливается на плоскости шейки (резьбовые соединения нужно затягивать динамометрическим ключом). Болты раскручивают и снимают крышку. Далее остается измерить ширину расплющенной полоски шаблоном. Значение будет соответствовать достаточно точному значению зазора.
Измерение зазоров между шейкой и подшипником с помощью калиброванной проволоки и шаблона
Замена коленвала
Итак, как снять коленвал? Для этого потребуется полная разборка двигателя. Для замены необходимо:
- стандартный набор инструментов;
- динамометрический ключ;
- фиксатор коленвала MR 1-233.
Снятие коленвала возможно выполнить после демонтажа двигателя и установки его на ремонтный стенд, узлов ГРМ, оборудования двигателя, ГБЦ, шатунов и поршней.
Схема сборки и установки в блок двигателя коленчатого вала Skoda OCTAVIA TDI 1996-2002 г.в 1,9,1315,17 — болты крепежные, 3 — фланец, передний прижимной, 4 — вкладыш подшипника, 5 — звездочка цепной передачи, 6 — коленчатый вал, 7 — вкладыш подшипника, 8 — полукольца коленвала, 10 — крышка подшипника, 11 — установочный штифт, 12 — колесо датчика, 2 — уплотнительное кольцо (сальник), 14 — маховик и ведущий диск, 16 — промежуточная пластина, 18 — уплотнительная прокладка (с сальником).
Неисправности коленчатых валов
Рассмотрим типичные неисправности коленчатых валов:
- течи сальников коленчатого вала;
- «масляное голодание» рабочих поверхностей;
- механические повреждения коленчатых валов;
- естественный физический износ;
- ненормальный повышенный физический износ.
Как правило, первое, с чем сталкиваются автомобилисты, — это течь масла из-под резиновых уплотнений (сальников коленвала). Это широко распространенная проблема на двигателях с пробегом. Подтекающий сальник требует замены. В некоторых случаях замена масла на более вязкое поможет остановить течь на какое-то время.
Сальник коленвала требующий замены
Это интересно: Механическая коробка передач, принцип работы
Для коленчатых валов, как и для других деталей двигателя, наиболее опасно «масляное голодание». Причиной может быть поломка маслонасоса, забитый канал подачи масла, низкий уровень масла в двигателе. Это приводит к повышенному трению подшипников, нагреванию элементов. Дальнейшая эксплуатация двигателя в таком режиме приведет к его перегреву, полному заклиниванию и к капитальному ремонту. «Клин» на ходу может привести к критическим повреждениям вала или других узлов двигателя.
Вода и топливо попадая в масло меняют его хим. состав и степень вязкости. Причиной может быть значительный износ цилиндропоршневой группы, нарушенная структура прокладок, микротрещины в блоке двигателя или ГБЦ.
Повреждения шейки шатуна по причине отсутствия смазки
Со временем шейки и подшипники подвергаются износу, увеличивается допустимый зазор, появляется люфт коленвала, это приводит к возрастанию вибраций, двигатель начинает «стучать». Характерный стук двигателя — критичный сигнал. При его появлении необходимо прекратить движение и срочно обратиться в автосервис. Если коленчатый вал разбалансирован или смонтирован неправильно, может возникнуть повышенный ненормальный износ контактных поверхностей.
Motoproduct
Переборка и ремонт двигателей. Проточка коленвалов от мотоциклов и квадроциклов. Проточка коленвалов от автомобилей. Изготовление шатунных вкладышей. Возможно (не всегда) изготовление коренных вкладышей. Полировка шатуна. Другие работы по двигателям и ремонту.
Стоимость работ:
Переборка двигателя Замена поршневых колец Диагностика коленвала и блока Комплексные работы по ремонту коленвала — 1 уровень (1 шатун) Комплексные работы по ремонту коленвала — 2 уровень (2 шатуна)Комплексные работы по ремонту коленвала — 3 уровень (3-4 шатуна) Изготовление поршня Изготовление поршневых колец Гильзовка одного цилиндра Проточка шатунной шейки коленвала* Проточка коренной шейки коленвала* Изготовление шатунного вкладыша* Изготовление коренного вкладыша* Шлифовка шатуна* *делается только в комплексе работ
| от 20 000.00 р. от 5 000.00 р. 1 500.00 р.от 10 000.00 р. от 14 000.00 р. от 18 000.00 р. от 3 500.00 р. от 2 500.00 р. от 8 000.00 р. индивидуально индивидуально индивидуально индивидуально индивидуально |
Внимание: мы выполняем работы по ремонту коленвалов только комплексно. Комплекс, как правило, включает в себя проточку коленвала, замеры, а затем изготовление ремонтных вкладышей, ремонт шатуна и восстановление геометрии. Работы по отдельному изготовлению вкладышей по Вашим размерам или отдельной шлифовке шатуна не производятся. Будьте внимательны! Важно: мы можем изготовить новые ремонтные вкладыши и проточить коленвал, что позволит Вам избежать дорогостоящей покупки нового коленвала.
Единые телефоны сервисных : +7 многоканальный +7 ….многоканальный +7 +7 +7 (901) 564-74-72
Режим работы сервисных центров:
| ПН ВТ-ПТ СБ ВС | выходной 12:00-20:00 14-00-18:00 выходной |
Внимание: Вы всегда можете договориться с нами на более позднее принятие или выдачу техники. Вы очень важны нам и мы сделаем всё, чтобы Вам было удобно.
Адреса сервисных :
Мотопродукт-Рябиновая г. Москва, ул. Рябиновая, 34а ТО, ремонт, восстановление радиаторов, восстановление пластика и др.
Мотопродукт-Кутузовский г. Москва, Кутузовский проезд, 16 Ремонт амортизаторов, правка рам, восстановление дисков и др.
Мотопродукт-Верейская г. Москва, ул. Верейская, 8/4 Ремонт передних вилок, подготовка для гонок и трека, ремонт и др.
Внимание: на все сервисные центры действует запись, пожалуйста позвоните перед приездом, т.к. на определённые работы может быть очередь.
Сервисные действуют при поддержке голландской компании Yacugar Suspension, итальянской компании Arrow Special Parts, шведской компании Ohlins, словенской компании Akrapovic и сертифицированы для установки запчастей данных производителей.
Растачивание, хонингование и балансировка вашего двигателя
Модификация и перестройка двигателей является большим увлечением для людей, которые любят высокопроизводительные автомобили, и тех, кто хочет вдохнуть новую жизнь в любимые автомобили. Работа с механической мастерской для обработки некоторых из более сложных частей модификации и восстановления двигателя вашего автомобиля гарантирует, что работа будет выполнена правильно, поскольку механики в этих мастерских имеют профессиональную подготовку и нужные инструменты, компоненты и автомобильные аксессуары для обеспечения точности нужный.Это особенно важно, когда дело доходит до расточки, хонингования и балансировки двигателя.
РасточкаРастачивание двигателя предполагает использование станков для расширения и сужения цилиндров. С точки зрения производительности, сверление двигателя может дать вам больше мощности и крутящего момента, поскольку это изменит рабочий объем двигателя. Рабочий объем двигателя относится к рабочему объему всех поршней внутри цилиндров двигателя. Рабочий объем влияет на то, сколько топлива потребляет цилиндр для создания мощности, при этом двигатели с большим рабочим объемом потребляют больше воздуха и топливной смеси за один оборот, что приводит к более мощному сгоранию.
Объем двигателя играет важную роль в определении мощности и крутящего момента вашего двигателя и его экономии топлива. В общем, чем больше рабочий объем вашего двигателя, тем большую мощность он может создать. Меньший рабочий объем может привести к большей экономии топлива.
На самом деле для расчета смещения используется математическое уравнение:
Объем двигателя = π / 4 * диаметр цилиндра * ход * количество цилиндров.
Рабочий объем — это лишь один из факторов, влияющих на мощность вашего двигателя.Другие факторы включают подачу топлива, расположение клапанного механизма, принудительную индукцию и системы зажигания. В некоторых странах автомобили облагаются налогом в зависимости от объема двигателя.
Растачивание производится также при ремонте двигателей механиками. С годами эксплуатации цилиндры двигателя изнашиваются, так как напряжения трения вызывают износ. Растачивание цилиндров двигателя помогает очистить их от мусора, который может накапливаться за годы эксплуатации.
Растачивание двигателя лучше доверить профессиональным механикам, так как неудачная работа может привести к серьезным проблемам.Если отверстие сделано неправильно, это может привести к детонации в двигателе.
Пуск двигателя — еще один метод увеличения рабочего объема. Ход двигателя позволяет получить больший рабочий объем, чем растачивание, но также требует большой точности при выборе подходящих автомобильных аксессуаров и запчастей.
При такте двигателя механик изменит расстояние, на которое поршень проходит в отверстии цилиндра. Увеличивая расстояние, на которое поршень проходит в цилиндре, механик может увеличить рабочий объем двигателя.Ход двигателя также увеличивает крутящий момент за счет увеличения плеча или рычага коленчатого вала двигателя.
ХонингованиеХонингование включает использование абразива для создания прецизионной поверхности на куске металла. Хонингование используется в различных сферах, например, при чистовой обработке цилиндров автомобильных двигателей.
При хонинговании цилиндров механики используют вращающийся инструмент, снабженный абразивом, для удаления металла изнутри цилиндра. Хонингование цилиндра помогает довести внутреннюю поверхность цилиндра до определенного диаметра и формы.Хонингование выполняется после растачивания, чтобы сгладить неровности поверхности цилиндра, вызванные растачиванием.
Абразивы, обычно используемые при хонинговании, включают карбид кремния и оксид алюминия. Эти абразивы недорогие и универсальные. В последнее время производители высокопроизводительных двигателей все чаще обращаются к алмазным абразивам. Механики больше любят эти абразивы, потому что они могут удерживать режущую кромку дольше, чем другие формы абразивов.
Очень важно правильно отточить. Плохая хонинговальная работа может привести к неправильной посадке поршневых колец, которая будет препятствовать потоку масла, а также к некоторым другим негативным последствиям.
Хонингование затруднено. Среднестатистический механик по теневому дереву не имеет инструментов или технических навыков, чтобы воспроизвести отделку цилиндра OEM. В некоторых частях страны, где проводятся испытания на выбросы, это может быть проблемой, поскольку неправильно отточенные цилиндры могут привести к тому, что автомобиль не пройдет проверку на выбросы.
БалансировкаБалансировка двигателя — еще одна важная часть восстановления или модификации двигателя. Баланс вашего двигателя влияет на многие аспекты его работы, в том числе на его:
- Долговечность
- Производительность
- Мощность
- Топливная эффективность
- Шум
- Вибрация
- Воздействие на окружающую среду
Короче говоря, балансировка вашего двигателя уравновешивает возвратно-поступательные и вращающие силы, возникающие в вашем двигателе, что позволяет ему работать более плавно и пользоваться большей полезностью и долговечностью.Многие люди не осознают, что их автомобили приводятся в движение за счет мини-взрывов в двигателе, которые происходят во время сгорания. Балансировка двигателя помогает управлять воздействием этих реакций.
Одна из основных задач балансировки двигателя — это выравнивание веса различных деталей. Механики должны уравновесить вес поршней, пальцев, колец, шатунов, болтов шатунов и подшипников, чтобы уравновесить силы, действующие на коленчатый вал автомобиля.
При балансировке двигателя механики точно взвешивают детали, чтобы определить, какой поршень и шток самые легкие.Затем механики обрабатывают остальные штоки и поршни, чтобы они были равны самому легкому в наборе.
Затем оцениваются вращающиеся и возвратно-поступательные грузы изолированно друг от друга. После того, как веса были определены, на каждой шейке штанги собираются грузики, имитирующие весь вращающийся вес и половину возвратно-поступательного веса. Затем коленчатый вал помещается на балансир двигателя и вращается.
В некоторых случаях механики будут пытаться перебалансировать коленчатый вал, чтобы минимизировать вибрации и гармоники в определенном диапазоне оборотов.
Опять же, важно, чтобы работу по балансировке выполнял квалифицированный профессионал с соответствующими инструментами, чтобы обеспечить очень точную балансировку двигателя, особенно если вы выполняете модернизацию характеристик своего автомобиля.
Быстро развивающийся рынок запасных частей для автомобилейРемонт двигателей и другие послепродажные работы — это быстро развивающаяся отрасль в США. Американцы любят свои автомобили, и они любят персонализировать их с помощью уникальных функций или повышать их производительность с помощью двигателя и других модификаций.В США рынок запчастей для автомобилей оценивается примерно в 318,2 миллиарда долларов и насчитывает более 4 миллионов человек.
Среди автолюбителей существует сильное движение «сделай сам», но многие даже самые упорные мастера работают с механическими цехами и другими профессиональными механическими мастерскими для выполнения самых сложных автомобильных работ.
При выборе механической мастерской для ремонта или модернизации двигателя обязательно задавайте следующие вопросы:
Является ли этот магазин надежным поставщиком необходимого мне ремонта или модернизации двигателя? Как его профессиональная репутация в обществе? Если многие из ваших друзей и соседей не могут сказать ничего хорошего о механике, с которым вы собираетесь вести дела, примите это как предупреждение.Репутация — это все в этом бизнесе. Магазины, которые делают хорошую работу, получают хорошие отзывы из уст в уста.
Есть ли в этом магазине подходящие инструменты для работы? Обычным людям может быть немного сложно это оценить. Возможно, стоит потратить время на то, чтобы поговорить с магазином, который вы планируете, узнать, какие инструменты они используют, а затем провести небольшое исследование.
Кажется, персонал заинтересован в его работе? Автолюбители обычно могут сказать, когда их механик разделяет их энтузиазм, а когда они просто делают работу.Механики, которые с энтузиазмом относятся к вашему проекту, с большей вероятностью приложат к нему немного дополнительных усилий.
Team C Performance Center предоставляет автозапчасти и механический цех с полным спектром услуг для автолюбителей в районе Лос-Анджелеса. Компания Team C Performance работает с 1978 года и предлагает сотни высокопроизводительных автозапчастей и автомобильных аксессуаров от более чем 150 производителей. Механический цех может помочь вам с расточкой, хонингованием, настилом, изменением размеров штоков, работой с клапанами, полным ремонтом двигателя и многим другим.Посетите сегодня, чтобы узнать, как Team C Performance Center может помочь вам создать автомобиль, о котором вы всегда мечтали.
Источники
1. https://itstillruns.com/bore-out-engine-cylinder-7500753.html
2. http://www.enginebuildermag.com/2002/11/the-smooth-science-of-cylinder-honing/
3. http://www.autocare.org/Secondary.aspx?id=77&gmssopc=1
Основы растачивания и хода двигателя
Есть только два способа увеличить рабочий объем двигателя: диаметры цилиндра) или вы можете его погонять (ход двигателя увеличивает ход коленчатого вала).
Ход двигателя обеспечивает возможность значительно большего увеличения рабочего объема, чем при обычном растачивании двигателя, но также требует большей сложности при выборе и интеграции компонентов. Как и вы, мы хотим узнать, как получить хороший удар (в отличие от того, чтобы его поглаживали), поэтому мы посоветовались с тремя самыми опытными чудаками в стране — легендарным Хэнком Бехтлоффом, его сыном Скоттом и его сыном. брат Аллан. В то время как Хэнк и Скотт по-прежнему активно занимаются шлифованием кривошипов в HTC Products, сегодня Аллан разрабатывает кулачковые приложения Winston Cup для Crane.
Информация из этой истории может быть применена для получения большего количества кубических дюймов от двигателя любой марки.
Сколько стоит хороший гребок? Используя стандартную формулу смещения …
Смещение = диаметр отверстия2 x 0,7854 x ход x (количество цилиндров)
… мы видим, что на Chevy 454 V-8 (диаметр отверстия 4,25 дюйма x ход поршня 4,0 дюйма) ), внутренний диаметр 0,060 дюйма (конечный размер отверстия 4,31 дюйма) дает двигатель 466,9 куб. см, но при сохранении стандартного диаметра отверстия 4,25 дюйма и увеличения хода на 1/4 дюйма до 4.25 дюймов — 482,3 ci. (Если бы двигатель был расточен на 0,060 дюйма и сдвинут на 1/4 дюйма, вы бы получили 496 кубических сантиметров).
Длина штока или высота сжатия поршня (расположение поршневого пальца) не влияют на размер отверстия или длину хода и, следовательно, не влияют на рабочий объем. Однако после изменения хода может потребоваться изменение длины штока и / или положения поршневого пальца, чтобы правильно расположить верх поршня в блоке для достижения желаемого зазора по высоте деки в верхней мертвой точке (ВМТ).
Чтобы определить общую высоту (H) данного возвратно-поступательного узла:
H = высота сжатия поршня (от центральной линии отверстия до деки) + высота деки поршня (от деки до верхней части блока) + межосевая длина шатуна + 1/2 хода
Вы используете только половину хода, потому что кривошип вращается по дуге, а половина увеличения общего хода поршня происходит в нижней части цилиндра.Требуемое изменение комбинированной межцентровой длины шатуна, высоты сжатия поршня и высоты деки поршня обратно пропорционально половине любого изменения хода. Вы можете компенсировать разницу, изменив любую комбинацию трех переменных (длину штока, высоту сжатия поршня или высоту деки) на требуемую величину для поддержания размера «H» — какой из них дешевле или проще всего для применения.
В качестве практического примера факторов, которые необходимо учитывать при пуске двигателя, предположим, что производитель двигателей Ford устанавливает кривошип 302 с ходом 3 дюйма вместо штатного двигателя 289 2.Шатун с ходом 87 дюймов. Он хочет сохранить общую высоту сборки 8,206 дюйма, высоту деки 0,016 дюйма и высоту сжатия поршня 1,60 дюйма, изменив только длину штока (R). Стержни какой длины нужны?
8,206 = 1,60 + 0,016 + R + (1/2 x 3)
8,206 = 3,116 +
8,206 — 3,116 = (3,116 — 3,116) +
5,09 =
На стандартных двигателях 302 (кроме Boss) Ford использует более короткие стержни 5,09 вместо обычных 289-х 5.155-дюймовые штанги.
Даже при сохранении той же высоты поршня и деки общая степень статического сжатия повышается из-за увеличения рабочего объема, который сжимается до того же ранее существовавшего объема зазора в ВМТ. Вот почему, несмотря на то, что малый блок Chevy 383 с коротким штоком (длина от центра до центра 5,565 дюйма) может использовать 350 поршней, степень сжатия оказывается выше по сравнению с коэффициентом, полученным с тем же поршнем и 5,7-дюймовым штоком. в стандартном 350.
Шлифование со смещением
Наш гипотетический производитель двигателей Ford установил кривошип с более длинным ходом и более короткие стержни из того же семейства двигателей.Но большие увеличения смещения, которые дает возможность поглаживания, чаще достигаются с использованием модифицированных и / или непроизводственных деталей. Есть несколько способов изменить ход существующего кривошипа. Традиционно самый простой и легкий метод — это процесс, известный как «офсетное шлифование». Обычно при переточке шейки стержня для компенсации износа машинист уменьшает ее диаметр до следующего стандартного доступного подшипника меньшего размера, сохраняя существующее положение оси шейки.Но когда коленчатый вал заземлен со смещением, осевые линии шейки шатуна смещаются дальше от осевых линий коренной шейки подшипника.
Вместо шлифования шейки с минимальным смещением до следующего стандартного меньшего размера подшипника (что дает лишь небольшое изменение хода), производительное шлифование со смещением обычно уменьшает конечный диаметр шейки до меньшего размера, используемого другим (но все еще широко доступным) соединением стержень. Например, когда 2,10-дюймовая шейка шатуна с большой стержневой шейкой и малым блоком отшлифована со смещением, размер шейки обычно уменьшается до 2.00 дюймов, размером с малоблочную удочку Chevy ’55-67. Теоретически переход с цапфы 2,10 на цапфу 2,0 должен позволить увеличить ход на 0,100 дюйма, если ход перешлифован с максимально возможным смещением (смещение его центральной линии на 0,050 дюйма). Однако в реальном мире такое увеличение непрактично: p (Пи, математический оператор, используемый для определения границ круга) — бесконечная фигура, поэтому попытка точно пересечь точку касания двух окружностей разного диаметра. непрактично; нужно преодолеть болтовню инструментов; и обычно вы начинаете с бывшего в употреблении кривошипа, который требует нормальной шлифовки для компенсации износа.По этим причинам кривошипно-шлифовальные станки обычно допускают «запас прочности» 0,020 дюйма, поэтому реально достижимое увеличение хода при изменении диаметра шейки на 0,100 дюйма составляет примерно 0,080 дюйма.
Ребятам из Chevy, занимающимся мелкоблочной конструкцией, повезло, что их любимый двигатель имеет два разных размера шейки шатуна. Для многих других двигателей это не так. Фактически, подавляющее большинство двигателей, построенных со смещенными кривошипами хода, используют стержни от двигателя другой модели или специальные стержни вторичного рынка.Это может потребовать использования поршней с диаметром пальца, отличным от стандартного (для оригинального двигателя).
Сварка
Двигатели с большими шейками стержней (например, Buicks, Oldsmobiles и Ford 351 Windsors) могут достигать довольно приличного увеличения хода за счет шлифования со смещением и нестандартных стержней. Но в большинстве случаев действительно радикальное увеличение инсульта требует других решений. Сварка — это традиционная процедура для получения большого хода. Этот процесс включает добавление материала к верхней стороне шейки стержня, затем переточку до исходного размера шейки стержня, но с перемещением центральной линии шейки наружу по отношению к центральной линии коренного подшипника, тем самым увеличивая ход.Кованые кривошипы являются более подходящими кандидатами для сварки, чем литые кривошипы, но в любом случае традиционная сварка вызывает сильный нагрев, который отрицательно сказывается на металлургической прочности кривошипа. В последние годы были разработаны сложные процессы дуговой сварки под флюсом и повторного нагрева, которые решают эти проблемы, но стоимость сварного стокера, соответственно, выросла до такой степени, что для популярных двигателей, таких как малоблочный Chevy, стокер с индивидуальным заземлением кривошип, сделанный из универсальной необработанной поковки, во многих случаях действительно дешевле.Тем не менее, сварка остается жизнеспособной альтернативой для двигателей сторонних производителей, для которых недоступны универсальные необработанные поковки.
Индивидуальные шатуны
Когда-то предназначенные для профессиональных гонщиков, нестандартные кривошипы из кованой стали или заготовки стали все чаще использоваться в дорогих уличных / полосатых автомобилях. Для наиболее популярных семейств двигателей доступны универсальные «эконо» необработанные поковки. Их качество и металлургия приемлемы для большинства применений. Как правило, универсальная необработанная поковка изготавливается с эллиптической цапфой стержня, поэтому в нее можно отшлифовать практически любой ход.Недостатком является то, что шлифование эллиптической шейки в готовую круглую шейку нарушает непрерывность зернистой структуры поковки, фактически сводя на нет ее предполагаемое преимущество перед кривошипом для заготовки. Предполагая, что вы можете себе это позволить, вы, большие руки, можете также купить нестандартную кривошипную рукоятку.
Ограничивающие факторы
Так много возможностей, так мало места. Со всеми вариантами строкера в наши дни можно подумать, что когда дело доходит до создания гигантских двигателей, нет предела. Но реальное увеличение хода ограничено физическими ограничениями блока цилиндров.Мы уже обсуждали проблемы, связанные со штабелированием поршневого узла, но есть и другие проблемы с зазором: большие кривошипы ходового механизма могут удариться о направляющие масляного поддона, и направляющие иногда можно обрезать, но есть опасность взлома масляного канала или водная рубашка. Проблемы с зазором нижней части отверстий цилиндров или распределительного вала также распространены.
Также существует проблема перекрытия между коренной шейкой и шатунной шейкой. Чтобы найти перекрытие (O):
По мере увеличения хода перекрытие в областях кругов, определяемых диаметром основной шейки и шейки стержня, уменьшается.Меньшее перекрытие снижает прочность и жесткость кривошипа. Величина допустимого перекрытия определяется прочностью материала кривошипа, выходной мощностью двигателя и его предполагаемым использованием.
При переточке готового кривошипа в ходовой следует следить за тем, чтобы не натолкнуться на внутренние масляные каналы. Попытки заварить исходную заглушку прохода и просверлить новый проход обычно оказываются безуспешными; в конечном итоге кривошип трескается в области галтеля.
Проблемы с поршнем
Как мы видели, увеличение хода и отсутствие каких-либо других изменений обычно приводит к тому, что поршень выступает из верхней части блока.Более короткие шатуны обычно не лучшее решение; скорее, поршни с увеличенной высотой пальца помогают переместить верхнюю часть поршня обратно под деку. Поршни можно сделать короче, но только до определенной степени — над поршневым пальцем должно быть место для пакета колец. Даже при использовании тонких колец (1/16 -1/16 -1/8 дюйма или метрических эквивалентов) следует учитывать минимальный общий размер верхней части поршневой деки и точечного отверстия около 0,750 дюйма (больше, если предохранительный клапан проходит ниже поршня). деки, как в случае с Chevys с большими блоками).Различные приспособления позволяют пропускать маслосъемное кольцо через область точечного отверстия, есть даже двухкольцевые поршни; Хотя эти решения приемлемы для регулярно выходящих из строя гоночных двигателей, они не рекомендуются для длительного уличного использования. Вы также можете использовать штифт меньшего диаметра и втулку стержня, но «палка меньшего диаметра ломается легче».
Кроме того, нижняя часть поршня должна обеспечивать свободный ход кривошипа при НМТ. Высота противовеса (C) определяется, в первую очередь, длиной стержня для заданной величины хода:
C = длина от центра стержня к центру
-Толщина поршня ниже отверстия под палец на запястье
-Значение зазора (обычно 0.100)
| Диаметр шейки штока. | + | Главный ж / д диам. | – | Ход коленчатого вала |
| 2 | ||||
| Ход | + | Диаметр главного журнала. | + | Диаметр булавки на запястье. |
| 2 | ||||
Если существует проблема с зазором, можно повторно обработать противовес кривошипа или поршень. Не обрабатывайте противовес заново по дуге окружности, иначе веса будет недостаточно для балансировки.Вместо этого противовес должен быть отшлифован кулачком для обеспечения зазора опытной мастерской по изготовлению шатунов.
Conundrums Con Rod
Двигатели, которые работают в широком диапазоне оборотов (например, двигатели с ускорением или уличные двигатели), лучше всего работают с соотношением шток / ход поршня в диапазоне 1,7: 1. Двигатели, которые работают в узком диапазоне оборотов (такие как сверхскоростные, овальные гусеницы или двигатели для морских гоночных лодок), любят даже более высокие отношения штанги к ходу. По мере увеличения хода стержень должен соответственно удлиняться, чтобы поддерживать оптимальное соотношение стержней, но чем длиннее ход, тем меньше места для установки более длинного стержня.Слишком короткие штоки увеличивают осевую нагрузку на стенки цилиндра и ограничивают максимальную скорость вращения. Итог: на большом гребном ходу используйте стержень максимально возможной длины, исходя из самого маленького практичного поршня.
Из-за этих сложностей ведущие поставщики послепродажного обслуживания разработали интегрированные комплекты штриховок. У них есть опыт, чтобы знать, что практично, а что нет. Если у вас нет опыта в этой области, стоит проконсультироваться с признанным экспертом, таким как «Хэнк Шатун» (HTC). Тем не менее, вознаграждение в виде дополнительной производительности стоит хлопот — вы можете заставить двигатель выглядеть стандартным снаружи, но незаметно упакуйте его дополнительным рабочим объемом внутри…и никто не станет мудрее, пока вы не взорвете их двери.
Посмотреть все 7 фотографий На поршне нестандартного ходового поршня слева нижняя часть масляного кольца находится всего на 0,030 дюйма от верха точечного отверстия — вот и все! Сравните это с консервативным интервалом на складе (справа).Стань больше или становись сильнее правильным путем
Больше, сильнее или одновременно больше и сильнее? Когда цели производительности требуют увеличения рабочего объема двигателя или прогнозируемое давление в цилиндрах и уровни мощности превышают возможности заводской блокировки, необходимо решить проблему с блоком двигателя.Блок двигателя служит фундаментом для всего двигателя. Его основная цель — установить дом как для цилиндров, так и для вращающегося узла. Он также важен в качестве основного резервуара для охлаждающей жидкости и смазочных каналов двигателя.
Текст и фото Майкла Феррары
ДСПОРТ Выпуск №105Двигатель больше и больше Boost
Значительное увеличение выработки энергии по сравнению с уровнями мощности, установленными на складе, приведет к увеличению давления в цилиндрах.Это повышенное давление в цилиндре может вызвать увеличение рабочего объема двигателя, усиление цилиндра или и то, и другое. Увеличение рабочего объема двигателя требует либо увеличения диаметра цилиндра, либо увеличения хода коленчатого вала двигателя, что часто требует и того, и другого. Увеличение цилиндров потребует некоторой механической обработки, в то время как установка коленчатого вала с более длинным ходом (так называемый «ходовой механизм») обычно требует некоторой шлифовки блока для обеспечения надлежащего зазора вместе с нестандартными поршнями и / или шатунами, которые должны соответствовать кривошипу ходового механизма.
Когда давление в цилиндрах увеличивается из-за значительно превышающих заводские уровни мощности, гильзы OEM в алюминиевых блоках могут выйти из строя. К счастью, для решения этой проблемы доступно множество запчастей для блочных рукавов.
Чугун против алюминия
Вплоть до конца 80-х — начала 90-х большинство двигателей большой мощности было основано на чугунных блочных конструкциях. RB26DETT от Nissan, 2JZ-GTE от Toyota и 4G63 от Mitsubishi опирались на чугунные блоки, которые снискали славу среди двигателей Японии с лучшими характеристиками всех времен.Первопроходцы в области импортных характеристик в середине 90-х доказали, что полностью алюминиевый двигатель, такой как серия B от Honda, можно модифицировать, чтобы выжить при таких уровнях мощности, о которых инженеры-изготовители оборудования даже не догадывались. Сегодня чугун больше не используется в качестве материала блока цилиндров, а во всех флагманских платформах, таких как VR38DETT от Nissan, 4B11 от Mitsubishi, MZR от Mazda и серия K от Honda, используются алюминиевые блоки цилиндров. [pullquote] ДО КОНЦА 80-Х И НАЧАЛО 90-х БОЛЬШИНСТВО ДВИГАТЕЛЕЙ ВЫСОКОЙ МОЩНОСТИ БЫЛО ОСНОВАНО НА КОНСТРУКЦИЯХ ЧУГУННЫХ БЛОКОВ [/ pullquote]
Чугун и алюминий обладают разными свойствами материала, что приводит к разной конструкции блока цилиндров.Проще говоря, чугун — это более прочный материал с более твердой поверхностью, более устойчивый к износу. Это позволяет чугунным блокам объединять стенки цилиндров как части самого блока. С другой стороны, чугунные блоки тяжелее. Хотя алюминий дает преимущества в плане снижения веса, это более мягкий материал, который сам по себе будет быстро и чрезмерно изнашиваться в качестве материала цилиндра при прямом контакте с чугуном, высокопрочным чугуном, сталью или другими материалами поршневых колец. Первоначальным решением для конструкций с алюминиевыми блоками была гильза или втулка из чугуна, высокопрочного чугуна или стали, чтобы обеспечить поверхность с надлежащими характеристиками износа относительно поршня и поршневого кольца.Сегодня во многих алюминиевых блоках вместо гильзы наносится покрытие цилиндров плазменным напылением. Nissan VR38DETT, установленный в R35 GT-R, использует эту технологию.
Независимо от того, из какого материала он изготовлен, блок является основой, на которой устанавливаются все остальные компоненты двигателя.
Быть занудой
Цилиндры почти всех чугунных блоков цилиндров можно расточить и отточить, чтобы они были на 0,5 мм больше. Некоторые чугунные блоки можно безопасно увеличить до диаметра отверстия, превышающего 1 мм.В то время как многие отечественные производители предлагают высокопроизводительные чугунные блоки с более толстыми стенками цилиндров, только двигатель Nissan RB26DETT имеет такие высокопроизводительные чугунные блоки, доступные от NISMO. NISMO предлагает блок двигателя N1, и за короткое время была произведена партия блоков GT (всего 1000 штук). Эти блоки имеют более толстые поверхности цилиндров и деки, чтобы предоставить больше места для расточки цилиндров, и больше материала для увеличения жесткости и прочности для работы с высокой мощностью.
На алюминиевых блоках цилиндры без гильзы нельзя расточить и отточить.Это означало бы, что любое отверстие с плазменным напылением нельзя расточить и отточить для установки поршня увеличенного размера. На цилиндрах с гильзой расточка и хонингование заводской гильзы обычно выполняется в индивидуальном порядке. В зависимости от уровня мощности двигателя и количества расточки, необходимого для придания формы бывшему в употреблении цилиндру, может оказаться целесообразным или нецелесообразным использование стандартной гильзы. Более распространенное решение для высокопроизводительного алюминиевого блока — это установка втулки какого-либо типа после продажи и процесс обработки для установки втулок в алюминиевый блок.
В рукав или не в рукав?
У концепции «оплетки» алюминиевого блока есть как сторонники, так и критики. Рынок импортных характеристик впервые исследовал гильзы во время стремительного роста турбо-характеристик Honda в середине 90-х годов. В блоке Honda с открытой платформой серии B возникали трещины и выходы из строя гильзы цилиндра, когда уровни мощности взлетали примерно до уровня 300 лошадиных сил. Были опробованы различные возможные исправления и решения, включая «защитные кожухи», втулки с булавками, Т-образные втулки и ступенчатые втулки.Различные механические цеха придерживались разных взглядов как на конструкцию гильз, так и в том, как следует обрабатывать блок, чтобы принять втулки. [pullquote] НЕКОТОРЫЕ СЛИВЫ БЫЛИ ОЧЕНЬ УСПЕШНЫМИ, РЕШЛИ ПРОБЛЕМЫ И ПОЗВОЛИЛИ РЕАЛИЗОВАТЬ 500 ЛС НА ЛИТТ [/ pullquote] В результате, некоторые рукава оказались очень успешными, решив проблемы и позволив получить 500 лошадиных сил на литр. без происшествий реализовать на базе двигателя серии B. К сожалению, в ряде механических мастерских это не удалось.В результате сообщения о «проседании» втулок и сопутствующих отказах прокладок были очень частыми, особенно в первые дни процесса. Мы до сих пор слышим об этих неудачах. Однако компания DSPORT добилась огромного успеха в своих проектах серии B, которые получили гильзы Benson’s Performance Machine. Конечно, есть и другие механические цеха, которые могут правильно выполнить процесс наложения рукавов. Выбирая магазин, лучше всего поговорить с покупателями, у которых двигатели исправно работают в течение как минимум года после сборки.Если рукава не соскользнули после 10 000 миль уличной езды, они вряд ли будут двигаться.
Рукава: сухие, влажные или встроенные?
Darton — самый популярный и уважаемый производитель высококачественных гильз для импортных двигателей на вторичном рынке. Сухие втулки Darton предназначены для применений, когда втулка устанавливается в блок без прямого контакта с охлаждающей жидкостью. Вместо этого устанавливаются «сухие» втулки, при этом окружающая область контактирует с просверленным алюминиевым материалом, образующим исходные стенки цилиндра вокруг заводской гильзы или ствола с плазменным напылением.«Мокрые» гильзы обычно толще, и весь заводской алюминиевый цилиндр по существу заменяется во время этого процесса гильзы. Для некоторых применений Darton предлагает свою запатентованную технологию Modular-Integrated-Deck (M.I.D.), которая сочетает в себе мокрый рукав с интегрированной декой, которая помогает стабилизировать рукав при одновременном укреплении верхней части. Darton также использует фосфатные покрытия, уплотнительные кольца и специальную технологию вихревой охлаждающей жидкости для улучшения характеристик своей линейки гильз. В зависимости от дизайна колоды OEM в блоке Darton может предложить один или несколько стилей рукавов для приложения.
Блок-втулки иногда устанавливают с помощью эпоксидной смолы, чтобы гарантировать, что они останутся на месте.
Все украшено
Палуба блока цилиндров должна иметь жесткую поверхность без перекосов, чтобы обеспечить герметичное уплотнение для прокладки головки блока цилиндров после того, как головка цилиндра закреплена болтами. Кроме того, площадка должна обеспечивать надлежащий поток охлаждающей жидкости и теплопередачу к головке блока цилиндров, чтобы поддерживать температуру головки блока цилиндров в желаемом диапазоне. Проекты палубы блока двигателя делятся на три категории; закрытые, открытые и полуоткрытые (a.к.а. полузакрытый). В конструкции закрытой палубы просверливают поверхность палубы только для крепления головок, каналов для охлаждающей жидкости, каналов для подачи масла и обратного слива масла. Верхние части цилиндров составляют одно целое с декой. Эта конфигурация встречается во всех чугунных блоках и некоторых высокопроизводительных алюминиевых блоках. В двигателях Honda серии B и ряде других алюминиевых двигателей используется открытая конструкция. В этих конструкциях канал для охлаждающей жидкости залит в верхней части деки. Такая конструкция улучшает охлаждение и уменьшает количество горячих точек в цилиндре, но обеспечивает гораздо меньшую прочность и жесткость в верхней части цилиндра.Когда DART построила свой вторичный блок серии B, они выбрали конструкцию с закрытой декой, чтобы повысить прочность блока и улучшить уплотнение прокладки головки. Сегодня большинство алюминиевых блоков имеют полуоткрытую конструкцию, которая пытается сбалансировать преимущества каждой конструкции для предполагаемого использования.
ОТКРЫТАЯ ПАЛУБА: предлагает общие улучшения охлаждения
ЗАКРЫТАЯ ПАЛУБА: Обеспечивает превосходную прочность в отверстии цилиндра
ПОЛУЗАКРЫТАЯ ПАЛУБА: уравновешивает преимущества открытой и закрытой палубы
Заворачивая вверх
Блок не только является местом расположения цилиндров двигателя, но также отвечает за расположение и удержание коленчатого вала на его оси.Некоторые заводские блоки имеют «пояски», которые значительно увеличивают жесткость нижнего конца блока. На блоках, не использующих заводской пояс, иногда можно установить вторичный пояс или стальные главные колпачки, чтобы укрепить блок. Любое из этих решений требует установки в механическом цехе для обеспечения надлежащего выравнивания и зазоров для коленчатого вала в блоке.
Новый, подержанный или вторичный рынок
Если только кому-то не посчастливится построить Honda B-серии или Nissan RB26DETT, не будет варианта послепродажного блока двигателя.Остается два варианта: начать с нового блока двигателя или использованного сердечника. Для двигателей с внутренним диаметром цилиндра с плазменным напылением, которые не будут иметь рукавов, лучше всего начать с нового блока или блока длиной менее 10 000 миль. [pullquote] КОГДА БУДУТ УСТАНОВИТЬ РУКАВЫ, УДОБНЫЙ ИСПОЛЬЗУЕМЫЙ БЛОК МОЖЕТ ДЕЙСТВИТЕЛЬНО ПРЕДЛАГАЕТ НЕКОТОРЫЕ ПРЕИМУЩЕСТВА ПЕРЕД НОВЫМ БЛОКОМ [/ pullquote] Когда бы ни устанавливались рукава, хорошо выдержанный б / у блок действительно может иметь некоторые преимущества перед новым. блокировать. Если предположить, что использованный двигатель никогда ранее не подвергался растачиванию, декорированию, растачиванию, перегреву или неправильной эксплуатации, то преимущество отработанного двигателя заключается в том, что он подвергается многочисленным тепловым циклам, так что вероятность перемещения алюминиевого материала меньше.
Заполнение
Для дрэг-рейсинга некоторые производители двигателей используют наполнитель водяной рубашки, например Hard Blok. Эти продукты на основе цемента предназначены для значительного увеличения прочности блока и цилиндров за счет заполнения пустот в канале для охлаждающей жидкости специально смешанным цементом. Цемент обладает исключительной прочностью на сжатие, что делает его идеальным наполнителем. Эти специально смешанные цементы имеют характеристики расширения, идентичные чугуну. Некоторые производители двигателей также используют продукт в алюминиевых блоках.Блоки могут быть частично или полностью заполнены. Полностью заполненные блоки не требуют системы охлаждения (в результате чего двигатель охлаждается воздухом), но это делает процесс пригодным только для двигателей дрэг-рейсинга. Частично заполненные блоки ограничивают эффективность системы охлаждения. Тем не менее, в приложениях E85 или метаноле небольшое количество заполненного блока все же может обеспечить «уличную» конфигурацию.
Прочие соображения
Избегайте твердых опор на двигателе.При более высоких уровнях крутящего момента твердые опоры могут вызвать нагрузку на блок, деку и цилиндры и деформировать их. Качественная работа станка имеет решающее значение для максимальной производительности, поэтому обязательно прочтите информацию о механической обработке в Engine Blueprint Guide.
Обработка 101: Блоки двигателя
Двигатель в сборе можно разделить на блок, вращающийся узел и головку блока цилиндров. Хотя все три важны, блок вмещает два других и имеет первостепенное значение для успешного восстановления двигателя. Таким образом, в первой части серии из трех частей Successful Farming, посвященной найму услуг механической мастерской по производству двигателей, будут рассмотрены надлежащие процедуры обслуживания блоков.В этой связи шаги, которые любой механический цех должен выполнить на блоке для любого восстанавливаемого двигателя, должны включать:
- Прогоните (зачистите) резьбу во всех резьбовых отверстиях.
- Удалить все заусенцы и литейный шлак из внутренней части блока.
- Постучите по основным галереям в передней части блока, чтобы можно было установить заглушки.
- Выровняйте хонингование или выровняйте отверстие основных крышек и седла.
- Обработайте деку для обеспечения ровности и надлежащей обработки поверхности.
- Заточить отверстия подъемника.
- Диаметр цилиндров.
- Отшлифуйте стенки цилиндра, чтобы получить надлежащую поверхность для используемого набора колец.
- Очистить в машине для струйной мойки.
- Краска для наружной защиты от ржавчины.
Очистка всех отверстий для крепежа
Все резьбовые отверстия в блоке необходимо прорезать или очистить подходящим метчиком для забивки, чтобы устранить любые заусенцы и грязь, которые могут исказить показания динамометрического ключа и, таким образом, повлиять на окончательное качество восстановления.Многие двигатели выходили из строя из-за неправильного крутящего момента из-за нечистой резьбы.
Следует проверить область вокруг отверстий под болты на предмет «натягивания резьбы». Если присутствует, вытягивание резьбы может быть исправлено напильником, снятием фаски или растачиванием. Этот шаг часто игнорируется механическими цехами и может означать разницу между прокладкой, служащей для всего срока службы двигателя, или преждевременным выходом из строя.
Удаление заусенцев
Заусенцы и шлак отливок с внутренней стороны блока следует удалить высокоскоростной шлифовальной машиной.Это помогает удалить частицы песка или отливки, которые могут расшататься, когда двигатель снова будет работать, что приведет к повреждению. Хотя шлак должен был быть там со дня изготовления блока, годы термоциклирования и манипуляций во время восстановления часто заставляли его вырываться из швартовки.
Заглушки масляной галереи
В некоторых двигателях в масляных каналах используются заглушки из мягкого металла. Часто высококлассные производители двигателей любят заменять их резьбовыми заглушками. Это обеспечивает герметичную посадку, поскольку мягкая пробка может не герметично закрывать двигатель, который подвергался многолетней эксплуатации и термическим циклам.Если в галерее протекает утечка, давление масла в двигателе будет низким, что может привести к поломке или, по крайней мере, к капитальному ремонту.
Выравнивание основных крышек
Если отверстия коренных подшипников (где находится коленчатый вал) не совмещены, это можно исправить, свернув седла до совмещения. Деформация основных крышек и седла происходит медленно в течение многих лет использования и циклов нагрева и охлаждения. Это заставляет блок деформироваться и искажаться. В результате происходит перекос туннеля коренного подшипника.
Деформация блока двигателя происходит с течением времени. Оригинальные коренные подшипники и коленчатый вал компенсируют это неравномерным износом. Если переточить коленчатый вал и установить новые подшипники в блок без корректировки, произойдет быстрый износ и вскоре после этого двигатель выйдет из строя.
Еще одна проблема — растяжение крышки коренного подшипника из-за высоких нагрузок на двигатель и перетягивания. Это тоже происходит со временем, и оригинальные детали, сформированные с несовпадением, и новые компоненты будут вызывать заедание.Если основная крышка (и) когда-либо заменяется, блок должен быть выровнен и расточен.
Хонингование с выравниванием — это та же теория, что и растачивание с центровкой, но удаляет меньше материала, если коробление не слишком велико. В то время как в центрирующем отверстии используется режущая коронка, в хонинговальном шлифовальном станке используются камни на оправке для удаления материала.
При каждом восстановлении двигателя может не потребоваться центрирующее отверстие, но центровка является важным этапом надлежащего восстановления.
На сопрягаемой поверхности могут образоваться неровности, которые могут вызвать сжатие и утечку охлаждающей жидкости.Плоскостность блока можно проверить с помощью линейки и щупа. Хорошее правило для большинства двигателей — максимальная деформация не может превышать 0,004 дюйма.
Профнастил для герметичного уплотнения головки
Decking также обеспечивает надлежащую поверхность, на которой будет выходить уплотнение головки блока цилиндров. Он читается в RMS (среднеквадратичное значение). Каждый поставщик определяет качество поверхности, чтобы прокладка головки работала должным образом. Колода не должна быть идеально гладкой, даже если она должна быть прямой.Промышленным стандартом обработки поверхности является микродюйм. Один микродюйм равен одной миллионной дюйма.
Ни одна поверхность не может быть идеально гладкой при измерении в микродюймах. Обработанная поверхность имеет тысячи мельчайших канавок разной глубины. Инструмент, называемый профилометром, используется для измерения этих канавок и присваивает считываемое значение среднеквадратичное значение.
Чем выше RMS, тем грубее (шероховатее) поверхность. Например, гладкое остекление на стенке цилиндра может иметь среднеквадратичное значение от 5 до 7.Большинство производителей поршневых колец рекомендуют от 25 до 30 RMS для чугунных колец и от 20 до 25 RMS для хромированных колец. Для колец Moly требуется очень гладкая поверхность со среднеквадратичным отклонением от 10 до 15. В то время как для надлежащей поверхности деки для уплотнения прокладки головки может потребоваться поверхность со среднеквадратичным значением 30 или выше.
Каждый производитель указывает среднеквадратичное значение поверхности деки, чтобы прокладка головки могла правильно уплотняться и обеспечивать расчетный срок службы. К сожалению, большинство производителей двигателей не знают об этом и не имеют профилометра для проверки.
Есть еще одна причина для декорирования блока. Многие инструменты для растачивания цилиндров, известные как расточные оправки, требуют, чтобы дека была прямой, поскольку они прикреплены к ней. Если дека снята, то при растачивании цилиндры изогнутся. Лучшее расточное оборудование, известное как расточный центр, а не расточная оправка, использует ссылки из шейки коренного подшипника (коленчатого вала), чтобы сохранить правильное соотношение.
Почти каждый двигатель, который ремонтируется, требует расточки цилиндров. Эта процедура удаляет металл со стенки цилиндра, делая ее больше, поэтому любой конус или некруглость можно исправить и использовать новые поршни увеличенного размера.Если двигатель оснащен съемными гильзами цилиндров, вместо расточки и хонингования обычно заменяют саму гильзу.
Хонингование выполняется камнями и используется для создания окончательного размера и установки надлежащей штриховки на поверхности стенки для уплотнения поршневого кольца и увеличения срока его службы. Штриховка читается в RMS. Само по себе хонингование не может удалить достаточно материала, чтобы исправить коробление или потерю концентричности в отверстии. За редким исключением цилиндр можно только затачивать, а не растачивать и затачивать. Некачественный ремонт приведет только к заточению цилиндра.
Обязательно избавьтесь от камня
В высококачественной мастерской будет использоваться жесткий хонинговальный камень на специальном автоматическом хонинговальном станке. За этим может последовать щеточное хонингование для определенной отделки поверхности в соответствии со спецификациями производителей поршневых колец. Им не следует использовать большую ручную дрель. Так что прогуляйтесь по магазину и попросите их объяснить и показать вам каждую часть блочного оборудования, прежде чем вы решите потратить там свои деньги.
Те, кто знаком с гоночными двигателями, признают, что расточка и хонингование цилиндров является обычным делом с установленной пластиной для снятия напряжения или крутящего момента.Это имитирует внутреннее искажение отверстия, когда головка цилиндра прикреплена и болты затянуты. Пластины крутящего момента по большей части зависят от конкретного применения и недоступны для двигателей, которые можно найти на ферме.
Отверстие, которое удерживает толкатель клапана или толкатель, является наиболее упускаемым из виду элементом при блочном обслуживании. Стену необходимо очистить и измерить по количеству использованных новых литров. Любая ржавчина, глазурь, заусенцы или выступы вызовут задиров и возможную поломку. Если отверстие подъемника чрезмерно изношено, его можно отточить до следующего размера диаметра подъемника, или он может быть оснащен втулкой, если износ чрезмерный.
Стирка имеет решающее значение
Магазин высокого качества, скорее всего, помоет блок несколько раз, прежде чем он будет собран. По крайней мере, он будет вымыт при разборке, а затем перед сборкой. Самый эффективный метод очистки — это использование специальной машины (иногда называемой струйной стиральной машиной), которая работает с нагревом и давлением. Можно хорошо промыть водой с мылом и специальными щетками. Но этот метод оставляет слишком много места для ошибок.
Обработка блоков двигателя с ЧПУ: MA, CT, RI, VT, NH, ME, NY, NJ
Ремонт двигателя — автомастерская
Vintage — судовые двигатели и высокопроизводительные двигатели
Расточка для Darton Хонда Слевинг.
Блочная синяя печать начинается с главной линии коленчатого вала. Эта поверхность корректируется с помощью процесса расточки на станке с ЧПУ. Деки блока и отверстия цилиндров скорректированы по средней линии коленчатого и распределительного валов.Затем отверстия цилиндров растачиваются на межосевое расстояние в соответствии со спецификациями чертежа. Этот процесс достигается за счет использования базового приспособления, которое ориентируется на осевую линию коленчатого и распределительного валов под истинными 45 градусами. Блок прощупывается от средней линии, а затем указывается от места установки штифта. Это позволяет скорректировать расстояние между отверстиями и получить синюю печать поверхностей деки под прямым углом к распределительному валу и осевой линии коленчатого вала под истинным углом 45 градусов. Размеры вменяются в допуски удержания ЧПУ до 0001.Эта точность достигается с помощью станков с ЧПУ, специализированных базовых табличек и инструментов.
Чертеж блока двигателя с ЧПУ и обработка Растачивание линии с ЧПУ
Коррекция подъемника с ЧПУ — роликовый кулачковый подшипник — гильза Дартона
Rottler F69A Блок двигателя с ЧПУ Чертежи и обрабатывающий центр с ЧПУ
возможности эксплуатируются опытными машинистами. Эти станки специально разработаны для высокопроизводительных операций механической обработки блока цилиндров.Обрабатывайте компоненты по индивидуальному заказу, по одной детали за раз. OEM-производители используют Pan Rail в качестве основы для обработки. Вот почему высота деки не соответствует истинным 90 или равным высотам от конца до конца. Расположение отверстий цилиндров и даже расстояния и расположение отверстий подъемника не указаны в Blue Print Specification. Компания R&L Engines инвестировала средства в оборудование Rottler F69A с ЧПУ с 4-й осью и процессами зондирования для корректировки межосевого расстояния, высоты платформы и расположения отверстий подъемника. Наши приспособления основаны на главной линии и средней линии распредвала.Этот процесс увеличит мощность в лошадиных силах, одновременно улучшив общую производительность двигателя. Ваш Hot Rod, Vintage Restoration, Marine Engine или Race Engine будут работать с максимальной производительностью. R&L использует лучшие компоненты и процессы обработки. R&L Engines удовлетворит даже самые взыскательные требования.
Проектирование блока двигателя с ЧПУ: Зондирование с ЧПУ.
Чертеж блока двигателя с ЧПУ начинается с очень точных измерений существующего отверстия цилиндра, отверстия подъемника и расположения платформы по сравнению с местоположением чертежа, чтобы можно было внести исправления.Наша машина для создания чертежей блоков двигателя с ЧПУ оснащена датчиком Renshaw, который автоматически определяет и измеряет отверстия цилиндров (диаметры, положения и углы), высоту платформы и отверстия подъемника в соответствии с заводским чертежом.
Мастер-машинист запускает автоматическую процедуру проверки ЧПУ, сравнивая всю схему блока с зондируемыми точками. CNC Control отображает фактические диаметры и положения отверстий цилиндров, отверстий подъемника, высоту платформы и сравнивает их с заводскими спецификациями.Затем оператор решает внести любые изменения, необходимые для максимизации максимальных проектных спецификаций.
Блоки пробников с ЧПУ Двигатели R&L используют Renshaw
Зонд традиционно ассоциируется с контактными датчиками, используемыми для измерения размеров (метрология) на координатно-измерительных машинах (КИМ).
Первым применением оригинального контактного датчика было решение сложных задач обеспечения качества для двигателей Rolls Royce Olympus, используемых на Concorde.По сути, зонд представляет собой сложный переключатель, предназначенный для срабатывания при контакте с поверхностью компонента, обеспечивая точные, повторяемые геометрические данные. Получение и изучение этих данных на протяжении всего производственного процесса может помочь гарантировать, что компоненты остаются в пределах соответствия.
Точный — отклонение от стандарта незначительно или в допустимых пределах.
Точный (повторяемый) — точный, как по производительности, исполнению или количеству: точно или правильно.
Коррекция отверстий подъемника с ЧПУ, оплетка и чертеж
Отверстия подъемника станка соответствуют точному диаметру, местоположению и углу.Выровняйте размер и расположение заготовки или расточите полностью новый диаметр, местоположение или угол. Станок с ЧПУ Rottler F69A позволяет R&L Engines повторно обрабатывать отверстия подъемника и корректировать их положение в блоке двигателя спереди назад и вверх-вниз, а также восстанавливать правильный угол отверстия подъемника, как указано в осевая линия кулачка-кривошипа. В машине для создания чертежей блока цилиндров с ЧПУ Rottler F69A используется зонд Renshaw с программой чертежа подъемника для определения точного местоположения отверстия и углов подъемника согласно чертежу.
Коррекция отверстий подъемника с ЧПУ, оплетка и чертеж: процедура измерения
Маршрутизация пробников с ЧПУ Проверяет точный диаметр отверстий подъемника, расположение на чертеже и угол, чтобы можно было исправить их положение в передней части блока цилиндров. назад и вверх-вниз, а также для восстановления правильного угла отверстия подъемника, отсчитываемого от центральной линии кулачка-кривошипа.
Растачивание блока цилиндров двигателя с ЧПУ
Наш процесс растачивания блока цилиндров двигателя Rottler F69A с ЧПУ использует режущую головку с прямым приводом.Это практически исключает провисание прутка на традиционных расточных станках. Конечный результат — идеальное совмещение с круглыми и прямыми отверстиями главной линии.
Блоки расточки для поршней диаметром 73,0, 73,5 или 74 мм
Я часто слышу фразу «двигатели с большим диаметром цилиндра обычно ненадежны в долгосрочной перспективе из-за проблем с прокладкой головки». Это полная чушь, даже когда используются прокладки головок сторонних производителей. Эти двигатели с большим диаметром цилиндра могут быть в высшей степени надежными — при условии, что они изначально правильно обработаны и построены.Что меня постоянно удивляет, так это то, что этого (правильной обработки и сборки) не происходит, даже когда двигатели строятся некоторыми из самопровозглашенных «экспертов» серии А.
Основная проблема возникает из-за того, что, когда головка затягивается и сжимает огнестойкое кольцо прокладки вокруг верхней части отверстия, это уменьшает внутренний диаметр прокладки примерно до 72,5 мм по средней линии отверстия — т.е. между цилиндрами. Это не большая проблема, когда используются поршни 73 мм, поскольку все поршни имеют меньший диаметр на головке и даже меньше по оси пальца на запястье, поскольку они также имеют слегка овальную форму.Однако при использовании поршней большего диаметра 73,5 и 74 мм, если не будут предприняты шаги, головка поршня будет зажимать / ударяться о прокладку, где она нависает над отверстием. Очевидный и неизбежный вывод — прокладка головки блока цилиндров выйдет из строя — либо быстро, либо через какое-то время. Но не получится.
Есть несколько способов предотвратить это, вместо того, чтобы надеяться на удачу. Во-первых, убедитесь, что блок расточен, используя прокладку головки для центрирования повторного отверстия, а не исходные центры отверстий в блоке.Эти исходные центры отверстий в блоках могут находиться где угодно между точками и центром прокладки или совсем далеко от них. Нет особой проблемы с обычными размерами отверстия +0,020 дюйма, 0,040 дюйма или 0,060 дюйма — отсюда недостаточное внимание на заводе к деталям для более точного расположения отверстий. диаметры поршня, убедитесь, что вы поставили компании прокладку головки с инструкциями по центрированию повторного расточки на прокладке через осевую линию / плоскость оси пальца.Если они знакомы или обычно считаются специалистами серии A, просто задайте вопрос и убедитесь, что они это делают.
Если в блоке уже выполнено прямое высверливание с использованием исходных центров отверстий, установите прокладку на блок, используя несколько шпилек с головкой, но особенно надев отверстия для установочных шпилек прокладки. Эти отверстия под установочные штифты представляют собой короткую шпильку между цилиндрами 1 и 2 и длинную шпильку за цилиндром 4. Диаметр этих отверстий под шпильки в прокладке составляет 3/8 дюйма, а у всех остальных — 7/16 дюйма.Теперь, когда прокладка расположена таким образом, вы можете оценить, насколько и где огневое кольцо прокладки нависает над отверстиями, имея в виду, что оно будет еще немного нависать, когда будет зажато головкой. Если вам повезет, и он почти не повиснет, и он равномерно распределен по всему отверстию, вам это сойдет с рук в зависимости от положения поршня в верхней мертвой точке. Если он больше нависает с одной стороны, чем с другой, спереди, сзади или из стороны в сторону, необходимо принять меры, чтобы не допустить выхода из строя прокладки из-за удара поршня по огневому кольцу.
Один из вариантов заключается в том, чтобы убедиться, что поршни расположены на небольшом расстоянии вниз по отверстию от торца блока, когда они находятся в верхней мертвой точке — 0,010–0,015 дюйма ниже будет достаточно. Сделайте пробную сборку, чтобы установить поршень, чтобы перекрыть расстояние между забоями. Если поршни находятся на расстоянии менее 0,010 дюйма по отверстию, то головки поршней необходимо будет обработать на станке, чтобы убедиться, что они не касаются огневых колец прокладки. Основная проблема здесь заключается в том, что вам необходимо установить поршни на штоки, чтобы иметь возможность сделайте замеры в пробной сборке.Не у всех есть штифты для сборки — штифты для запястий с шлифованной частью для скользящей посадки в шатун — которые можно использовать в качестве «плавающих» штифтов в шатунах / поршнях во время пробной сборки. Подавляющее большинство людей будут использовать оригинальный тип запястья с натягом на запястье для установки удилищ. Кроме того, после того, как поршни правильно установлены на шатуны, не все механические цеха могут обрабатывать головки поршней со шатунами, прикрепленными к другому концу. Ответ здесь заключается в том, чтобы обработать коронки поршней перед их установкой на штоки.Лучший способ сделать это — обработать приемлемую фаску или небольшой «шаг» на кромке днища поршня, чтобы прокладка могла свисать.
Варианты блока цилиндров для создания двигателей LS большого дюйма • Двигатель LS DIY
Изготовители двигателей так часто сравнивают блок двигателя с фундаментом дома, что эта аналогия превратилась в банальное клише. Однако для этого есть веская причина, поскольку каждый компонент двигателя прикреплен к блоку. Напряжения внутреннего сгорания могут привести к деформации блока, плохому уплотнению кольца и потере мощности; в более серьезных ситуациях они могут разделить блок пополам.К счастью, заводские блоки LS чрезвычайно прочные и могут выдержать множество злоупотреблений с очень небольшими модификациями. Задуманная с самого начала как алюминиевая конструкция, инженеры GM применили несколько инноваций, чтобы обеспечить долговечность блока. Когда блок Gen III помещается рядом с блоком Gen I, улучшения в дизайне Gen III кардинально меняются. Наиболее заметны ребра жесткости, проходящие по всей длине блока и масляного поддона. Точно так же основные колпачки с шестью болтами фиксируют коленчатый вал на месте, а болты с головкой ввинчиваются в основные перемычки, еще больше уменьшая изгиб блока.
Этот технический совет взят из полной книги, КАК ЗАРЯДИТЬ И ДВИГАТЕЛИ GM LS-СЕРИИ С ТУРБОНАДДУВОМ. Подробное руководство по этой теме вы можете найти по этой ссылке:
УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ
ПОДЕЛИТЬСЯ ЭТОЙ СТАТЬЕЙ: Пожалуйста, не стесняйтесь делиться этой статьей на Facebook, на форумах или в любых клубах, в которых вы участвуете. Вы можете скопировать и вставить эту ссылку, чтобы поделиться: https://lsenginediy.com/engine-block -options-for-building-big-inch-ls-engine /
По мнению инженеров GM, эти элементы конструкции были включены для сведения к минимуму деформации цилиндра, тем самым максимизируя экономию топлива и долговечность при одновременном снижении выбросов.Что касается хот-роддеров, прочный блок обеспечивает отличную основу для получения надежной мощности. Все заводские блоки LS имеют общий интервал отверстий 4,400 дюйма, высоту деки 9,240 дюйма и диаметр главного подшипника 2,559 дюйма.
Малый блок Gen III / IV имеет такое же расстояние между отверстиями 4,400 дюйма, угол наклона цилиндров 90 градусов и отверстия подъемника 0,843 дюйма, что и двигатель Gen I, но на этом сходство заканчивается. Блоки LS имеют более высокие деки и приподнятые отверстия под кулачки, чтобы выдерживать более длинные ходы.Самый длинный ход GM, когда-либо использовавшийся в производстве малолитражных Chevy, составлял 3,750 дюйма; для сравнения, GM смогла поставить 4,000-дюймовый шатун в Gen IV LS7. (© GM Corp.)
В дополнение к сдерживанию сильных сил, связанных с внутренним сгоранием, блок должен также противостоять нагрузкам, создаваемым на его внешней стороне опорами двигателя, когда он качается из стороны в сторону при ускорении, замедлении и в поворотах. Стандартные и неоригинальные блоки LS включают ребра жесткости между бобышками опоры двигателя, чтобы минимизировать прогиб.
За последние несколько лет мы стали свидетелями появления на рынке нескольких блоков из железа, алюминия и даже заготовок для вторичного рынка. Помимо непревзойденной прочности, многие из последних отливок послепродажного обслуживания могут похвастаться приподнятыми положениями кулачков, раздвинутыми направляющими масляного поддона и очень толстыми стенками цилиндров, которые увеличивают рабочий объем и упрощают процесс сборки двигателя с большим дюймовым ходом. Тем не менее, для среднестатистической уличной / уличной сборки двигателя всегда возникает соблазн попытаться забить этот идеальный блок на свалке, и в этой главе рассказывается, на что следует обращать внимание.Некоторые из лучших блоков двигателя предлагаются непосредственно от GM Performance Parts, поскольку завод использует несколько алюминиевых и железных блоков с большим диаметром отверстия в легковых и грузовых автомобилях. Выбор правильного блока для вашего приложения — это всего лишь первый шаг. В этой главе также описываются процедуры обработки коротких блоков, которые имеют решающее значение для каждой сборки производительности.
Заводские алюминиевые и железные блоки легко идентифицируются по меткам, нанесенным на переднюю или заднюю часть блока, которые обозначают их смещение.Здесь показан блок объемом 6,2 л. Чугунные блоки с малым диаметром отверстия имеют маркировку «4,8 л / 5,3 л», потому что они используются в двигателях 4800 и 5300 Vortec.
СкучатьРегулировка хода двигателя для увеличения рабочего объема — это двусторонний подход, который включает увеличение диаметра отверстия и удлинение хода коленчатого вала. Тем не менее, основная часть увеличения рабочего объема происходит за счет установки кривошипа с длинным плечом, а увеличение диаметра отверстия оказывает менее существенное влияние.Например, двигатель грузовика Vortec объемом 6,0 л имеет внутренний диаметр 4 000 дюймов и ход поршня 3,622 дюйма. Увеличение диаметра канала ствола до 4,030 дюйма при сохранении хода штока приводит к увеличению рабочего объема с 364 до 370 кубических сантиметров. С другой стороны, стандартный диаметр цилиндра 4.000 дюймов в сочетании с коленчатым валом с ходовым механизмом на 4.000 дюймов дает рабочий объем 402 кубических сантиметра. Это не умаляет важности большего диаметра цилиндра, но его преимущества играют решающую роль в общей динамике двигателя, которая выходит далеко за рамки незначительного увеличения рабочего объема.
Когда впускной клапан открывается, он приближается к внешней половине стенки цилиндра. Следовательно, воздух, поступающий в канал через впускной канал, имеет тенденцию скапливаться к стенке цилиндра, что может ухудшить воздушный поток. Плоские углы клапана, используемые в архитектуре Gen III / IV, частично нивелируют этот эффект, но, тем не менее, это важное соображение. Хотя есть точка уменьшения отдачи, большие отверстия обычно помогают снять кожух с впускных клапанов, что, в свою очередь, улучшает поток воздуха через головки цилиндров.Кроме того, поскольку большие отверстия увеличивают расстояние между стенкой цилиндра и лицевой стороной клапана, они позволяют устанавливать клапаны большего диаметра, дополнительно увеличивая поток воздуха в точках высокого подъема. В конечном итоге толщина стенки цилиндра и расстояние между отверстиями блока ограничивают максимальный размер отверстия. Хотя расстояние между центрами отверстий блока не может быть изменено, как заводские, так и вторичные блоки LS предлагаются с различной толщиной стенок цилиндров. Как правило, блоки с более толстыми стенками, которые могут вместить большее отверстие, имеют более высокую цену.Тем не менее, выбор самого большого диаметра вашего кошелька обычно приносит дивиденды в лошадиных силах.
За исключением LS7 и LS9, в производственных блоках используются главные колпачки из порошкового металла. Одним из недостатков конструкции блока с глубокой юбкой является то, что она препятствует потоку давления в картере от пролета к отсеку. Чтобы улучшить поток, GM спроектировала дыхательные окна по бокам основных крышек.
Болтыподходят для серийных двигателей, но качественные основные шпильки — хорошая идея для любого двигателя с высокими рабочими характеристиками.Стандартные отверстия под болты имеют размер 7/16 дюйма, но их можно увеличить до 1/2 дюйма, если на повестке дня стоят шпильки большего размера.
Стандартные главные колпачки из порошкового металла исключительно прочные и могут безопасно выдерживать более 1000 л.с. Для дополнительной страховки за пределами этой точки такие компании, как Pro-Gram и Callies, предлагают заглушки примерно за 500 долларов.
Заводские алюминиевые блокиСвидетельством ошеломляющих темпов разработки двигателей LS является то, что малоблок Gen III больше не производится, а Gen IV уже заменил его.Механически два поколения блоков похожи на 99 процентов, и почти все компоненты взаимозаменяемы между ними. Основное различие между ними, за исключением блока 5,3 л, заключается в том, что в блоках поколения IV используются сиамерные стенки цилиндров, которые могут вмещать отверстия большего диаметра.
Хотя GM производит почти вдвое больше двигателей серии LS из железа, чем из алюминия, все еще существует множество вариантов с алюминиевым блоком. С 1997 года GM произвела 5 штук.3L, 5.7L, 6.0L, 6.2L и 7.0L версии алюминиевых малогабаритных блоков LS. Общей чертой всех алюминиевых блоков LS является их превосходная долговечность. Хотя традиционалисты, выросшие на железных моторах Mouse, могут иметь некоторые оговорки относительно прочности этих устройств, алюминиевые блоки LS могут легко выдерживать более 700 л.с. Многие фабричные блоки преодолели эту отметку.
Несмотря на то, что очень сложно сломать стандартные колпачки, они начинают двигаться на отметке в 1000 л.с.Для борьбы с этим в блоки LS7 и LS9 встроена втулка, расположенная внутри двух внутренних основных отверстий для болтов.
LS1 / LS6
Отлитый из алюминия 319-T5 с использованием процесса полупостоянной формы, оригинальный 5.7L LS1 резко отличался от своего предшественника Gen I. Как и большинство серийных алюминиевых двигателей, малые блоки Gen III / IV включают в себя железные гильзы, которые либо отлиты, либо запрессованы в отверстия их цилиндров. Это обеспечивает твердую поверхность для скольжения поршней, потому что алюминий слишком мягкий и без гильзы изнашивается очень быстро.К сожалению, это ограничивает максимальное внутреннее отверстие до 0,010 дюйма. С маленьким отверстием диаметром 3,900 дюйма, используемым в блоках LS1 и LS6, даже с ходом 4,125 дюйма это ограничивает рабочий объем до 396 кубических сантиметров. До того, как GM выпустила блок LS2 с сиамским диаметром 4.000 дюймов, единственным вариантом увеличения рабочего объема, превышающего 400 кубических сантиметров, была установка в блок гильз большего размера. Хотя это позволяет использовать отверстия диаметром до 4,125 дюйма, процесс наложения рукавов является чрезвычайно трудоемким и дорогостоящим. Он включает в себя удаление втулок приклада (а иногда и частей алюминиевого блока, которые удерживают втулки на месте), нагрев блока и затем вдавливание больших втулок на место.Более того, процедура имеет тенденцию искажать блок, поэтому после этого необходимо снять напряжение. Самым большим недостатком замены гильзы на блок является стоимость, так как стоимость деталей и работ может превышать 2500 долларов.
Масляные каналы на задней стороне малого блока Gen I необходимо заблокировать набором заглушек. Чтобы упростить процесс сборки, в заводских двигателях LS вместо этого используется одиночная блокирующая пластина. Блоки вторичного рынка обычно поставляются с собственными пластинами для конкретного применения.
Установочные втулки, используемые на LS7 и LS9, работают достаточно хорошо, но они не так надежны, как цельные установочные штифты на переборках.Процесс их установки включает просверливание небольшого отверстия между внутренним и внешним отверстиями для болтов, а затем запрессовку каждого дюбеля на место. Стоимость этого, включая выравнивание, составляет около 500 долларов.
Кривошипы Stroker увеличивают угловатость шатунов, поскольку они качаются из стороны в сторону в отверстиях цилиндров. Это может привести к контакту болтов штока с блоком прямо под цилиндрами. Блоки вторичного рынка имеют гораздо больше места в этой области, но с производственных блоков необходимо удалить часть металла с помощью шлифовального станка, чтобы создать достаточный зазор.
Кривошипы Stroker увеличивают угловатость шатунов, поскольку они качаются из стороны в сторону в отверстиях цилиндров. Это может привести к контакту болтов штока с блоком прямо под цилиндрами. Блоки вторичного рынка имеют гораздо больше места в этой области, но с производственных блоков необходимо удалить часть металла с помощью шлифовального станка, чтобы создать достаточный зазор.
Кроме того, специальная техника, необходимая для повторной гильзы алюминиевого блока, не подходит для всех механических цехов, и если ее не использовать должным образом, это может привести к серьезным проблемам с надежностью.В первые дни строительства модернизированных LS1 и LS6 блоки с повторно установленными втулками часто страдали от утечек охлаждающей жидкости и вздутых прокладок головки блока цилиндров из-за плохого уплотнения цилиндра. Хотя правильно смонтированный блок может надежно поддерживать большое количество лошадиных сил, введение GM в 2005 году заводских блоков с большим отверстием Gen IV сделало замену рукава на отливку LS1 / LS6 очень необычной, неэкономичной и непрактичной. Примерно по той же цене, что и замена гильзы на блок LS1 / LS6, любители хот-родеров могут приобрести блок LS7 диаметром 4,125 дюйма непосредственно в GM Performance Parts.Аналогичным образом, 4000-дюймовый блок LS2 стоит 1100 долларов. Если вы наткнетесь на очень дешевый сердечник LS1 или LS6 и не планируете взломать отметку 400 ci для вашего проекта строкера, то, возможно, было бы целесообразно создать его. Однако, если вашей целью является максимальный кубический дюйм, есть блоки по гораздо более разумной цене как от GM, так и от вторичного рынка.
Маленькие блоки поколения I полагаются на кулачковую кнопку или ограничитель, зажатый между кулачковой шестерней и носиком распределительного вала. Это предотвращает движение кулачка вперед на высоких оборотах.GM начала использовать фиксирующие пластины в LT1 и LT4, и эта тенденция перешла в конструкцию Gen III / IV.
LS2
Энтузиасты коллективно обрадовались, когда GM выпустила блок Gen IV LS2 в Corvette 2005 года. Как и малогабаритный блок 400 Gen I, LS2 имеет конструкцию с сиамским отверстием, которая исключает проходы охлаждающей жидкости между соседними цилиндрами. Это позволяет устанавливать в блок гильзу цилиндра большего размера, в результате чего диаметр отверстия увеличивается с 3.От 900 до 4.000 дюймов. В сочетании с ходом 4000 дюймов блок LS2 обеспечивает 402 куб. Дальнейшее увеличение хода до 4,125 дюйма увеличивает рабочий объем до 415 кубических сантиметров. Хотя он обозначен как блок Gen IV, очень мало отличает его от конструкции Gen III. Изменения включают пересмотренные масляные галереи для обеспечения активной деактивации цилиндров, датчики детонации, которые были перемещены из впадины подъемника в сторону блока, и перемещение датчика положения распределительного вала с задней части двигателя на переднюю крышку привода ГРМ.
Привлекательность блока LS2 добавляет тот факт, что его диаметр отверстия достаточно большой, чтобы быть совместимым с прямоугольными головками цилиндров L92 от GM. Хотроддерам не потребовалось много времени, чтобы понять, что соединение блока LS2 с головками L92 позволило создать двигатель, доступный по цене и простой в сборке с выдающимся потенциалом мощности. Блок LS2, доступный всего за 1100 долларов от дисконтных дистрибьюторов GMPP, предлагает большой кубический дюйм по разумной цене.Блок LS2 также используется в L76, поэтому точнее называть его блоком для производства алюминия объемом 6,0 л. Для применений, требующих использования алюминиевого блока GM с замененными рукавами, использованный LS2 является идеальным кандидатом, так как это самый дешевый блок с сиамским отверстием и его можно найти на свалках менее чем за 500 долларов. Благодаря последним инновациям в технологии изготовления рукавов, блок LS2 может вмещать отверстие диаметром 4,190 дюйма с набором сухих втулок Darton и отверстие диаметром 4,200 дюйма с рукавами мокрого типа Darton.
Удаление заусенцев с острых краев блока не является обязательным этапом для большинства уличных двигателей, но оно действительно снимает напряжение с частей блока, чтобы предотвратить образование трещин.Меньше острых краев также означает меньше порезов и царапин на руках.
6,2 л
После алюминиевых блоков LS, доллар за доллар, трудно превзойти завод GM 6.2L. Развивая достоинства блока LS2 на один шаг вперед, 6.2L может похвастаться такой же сиамской конструкцией стенок цилиндра, но с увеличенным диаметром 4,065 дюйма. В сочетании с ходом 4,125 дюйма этот блок с большим диаметром цилиндра доводит общий рабочий объем до 428 Ки. Добавьте сюда тот факт, что его можно купить совершенно новым за очень разумные 1400 долларов через GMPP, и неудивительно, что 6.Блок 2L — одна из самых популярных основ ходового мотора LS. Блок был представлен в L92 Cadillac Escalade 2007 года, но с тех пор он был установлен в Corvettes C6 с двигателем LS3, а также в Camaros пятого поколения с двигателями LS3 и L99.
Самая большая разница между блоком Gen IV и более ранним блоком Gen III заключается в способности Gen IV поддерживать оборудование, необходимое для смещения по требованию (DOD). Эта функция используется в некоторых двигателях LS для отключения четырех из восьми цилиндров двигателя для увеличения расхода топлива.В системе используется сборка масляного коллектора подъемника (LOMA), установленная вместо стандартной плиты подъемника с выемкой. Четыре электрических соленоида в LOMA подают давление масла на подъемники на цилиндрах 1, 4, 6 и 7, что заставляет их разрушаться и оставаться закрытыми, когда кулачки перемещаются по подъемникам. Пересмотренные масляные каналы и дополнительное пространство, необходимое для LOMA, побудили переместить датчики детонации из впадины подъемника по бокам блока и переместить датчик положения распределительного вала с задней части двигателя вперед.(© GM Corp.)
LS7
Для тех, кто ищет максимальный рабочий объем, упакованный в легкий алюминиевый корпус, блок LS7 — самый лучший вариант. Используя запрессованные чугунные гильзы цилиндров вместо литых, GM удалось увеличить диаметр отверстия LS7 до 4,125 дюйма. Даже в стоковой отделке такое большое отверстие в сочетании с ходом 4000 дюймов дает 427 кубических сантиметров, как у большого блока. Переместите блок дальше до 4,125 дюйма, и вы получите классные 441 ci. Дополнительным усилением блока LS7 являются основные стальные заглушки с шпонками.Однако атрибуты блока LS7 имеют жесткую цену, так как он продается за 3000 долларов через дистрибьюторов GMPP. Кроме того, несмотря на то, что он способен поддерживать мощность 700 л.с., существует риск растрескивания тонких гильз цилиндра при превышении этого показателя. Если вы настаиваете на отверстии диаметром 4,125 дюйма или больше в алюминиевом блоке на этом уровне мощности, более надежной альтернативой является повторная втулка блока 6,0 л или 6,2 л с гильзами из ковкого чугуна, поставляемыми на вторичный рынок, которые почти в три раза прочнее, чем гильзы серого чугуна GM.
Блоки LS имеют традиционную схему расположения болтов колокола с шестью болтами, но с небольшим поворотом. В серийных блоках LS отверстие под болт в правом верхнем углу (стрелка) отсутствует, и оно заменено другим отверстием в самом верху шаблона, которого нет в блоках поколения I. Следовательно, трансмиссии, предназначенные для любого двигателя, крепятся как к двигателям LS, так и к двигателям Mouse, но с отсутствующим одним из болтов. В блоках вторичного рынка, таких как GMPP LSX, обычно просверлены все семь отверстий и нарезана резьба.
Открытие отверстия не только увеличивает рабочий объем, но и создает дополнительное пространство для больших клапанов и улучшает поток в головке блока цилиндров, перемещая стенку цилиндра дальше от клапанов. Чтобы установить головки цилиндров с большими впускными клапанами размером 2,165 дюйма, как в отливках L92, GM пришлось увеличить диаметр цилиндра до 4,065 дюйма.
LS9 / LSA
LS9 с наддувом мощностью 638 л.с. — самый мощный из когда-либо производившихся двигателей GM.Чтобы выдержать суровые условия принудительной индукции, инженеры определили, что тонкие стенки цилиндра блока LS7 не будут соответствовать их стандартам прочности. Решение заключалось в усилении существующего блока 6,2 л, используемого в L92 и LS3, чьи более толстые стенки цилиндра обеспечивали большую жесткость. Чтобы еще больше уменьшить деформацию блока, блок LS9 отлит из более прочного алюминиевого сплава 319-T7 и имеет более крупные перегородки. Поскольку Corvette ZR1, LS9 создан для мощности, производится в относительно небольших объемах, найти блок LS9 на вторичном рынке маловероятно.Однако он предлагается через GMPP за 3300 долларов. Блоки LSA, используемые в Cadillac CTS-V, очень похожи на LS9, но имеют железные главные крышки вместо стальных заготовок. GM оценивает блок LSA на 100 л.с. меньше, а продается он за 2400 долларов.
Сборка подъемника, используемая в двигателях DOD, состоит из корпуса, состоящего из двух частей, в котором внутренняя часть подъемника скользит внутри внешней части. Во время нормальной работы подпружиненный штифт фиксирует внутренний корпус на месте. Когда DOD активирован (слева), соленоиды, установленные в LOMA, разблокируют штифт посредством давления масла, и сила клапанной пружины заставляет внутреннюю часть подъемника разрушаться.Когда DOD и давление масла в соленоидах деактивируются (справа), пружины в верхней и нижней части внутренней втулки подъемника толкают ее вверх, а подпружиненный штифт фиксирует ее на месте. Можно поменять местами кулачки в двигателях DOD, если высота подъема клапана ограничена 0,550 дюйма. Чтобы установить больший кулачок, можно полностью исключить DOD с помощью крышки подъемника LS2 и стандартных подъемников LS. (© GM Corp.)
C5R
Если деньги не имеют значения, то блок C5R — это лучшая отливка из алюминия GM.Разработанный для заводской программы гонок на выносливость C5R GM, этот блок доказал свою надежность на престижных соревнованиях, таких как LeMans и Daytona. Хотя его цены в 7000 долларов достаточно, чтобы заставить любого ахнуть, на эти деньги можно купить блок, который может безопасно поддерживать более 900 л.с. Он отлит из алюминиевого сплава 356-T6M с использованием процесса горячего изостатического давления, при котором блок помещается в вакуумную камеру для удаления пористости и загрязнений, а затем в нем создается давление 30 000 фунтов на квадратный дюйм с помощью азота во время термообработки.В результате получается блок с исключительной целостностью материала, долговечностью и прочностью. По всему блоку залиты дополнительные ребра жесткости, чтобы придать конструкции дополнительную жесткость. Имея ту же высоту деки, расстояние между отверстиями и диаметр корпуса главной шейки, что и другие блоки LS, C5R полностью совместим со всем стандартным оборудованием Gen III / IV. Он может вместить 4,160-дюймовое отверстие, что дает 449 ci в сочетании с 4,125-дюймовым ходом поршня. Другие меры по укреплению включают основные стальные колпачки с шпонками и 4340 стальных шпилек, которые входят в комплект поставки блока.
5,3 л
Хотя большинство блоков LS 5,3 л изготовлены из чугуна, GM производит алюминиевые версии для LS4, LM4 и L33. Как и железные блоки объемом 5,3 л, алюминиевые блоки имеют одинаковое отверстие диаметром 3,780 дюйма. В отличие от своих железных аналогов, которые можно просверлить до 3,900 дюйма, металлические вкладыши в алюминиевых блоках объемом 5,3 л можно открыть только на 0,010 дюйма. Это сильно ограничивает потенциал смещения, и, следовательно, они не являются популярными основами для строек с ходовыми движениями. Кроме того, они стоят почти столько же, сколько алюминиевые блоки большего диаметра на рынке бывших в употреблении, что дает еще одну причину, по которой их следует избегать.
Было выпущено несколько версий блока LS1 / LS6, но все они очень похожи. GM пересмотрела масляные галереи в задней части блока в 1999 году, а в 2001 году в основных перемычках были отлиты новые дыхательные отверстия, чтобы улучшить поток газов через картер. (© GM Corp.)
Завод железных блоковКонечно, легко соблазниться легким алюминиевым блоком, но заводское чугунное литье, используемое в грузовиках GM и внедорожниках, предлагает наибольшую отдачу от всех существующих блоков Gen III / IV.Хотя они называются двигателями Vortec, двигатели грузовиков GM имеют ту же архитектуру Gen III / IV, что и их стабильные собратья, обозначенные LS. Следовательно, почти все компоненты двигателей легковых и грузовых автомобилей GM взаимозаменяемы. Единственным недостатком железных блоков Vortec является то, что они весят примерно на 70 фунтов больше, чем алюминиевые отливки. Тем не менее, они все еще на 30 фунтов легче, чем малые блоки первого поколения, и этот дополнительный вес дает существенно более прочный блок, который практически неразрушим. Некоторые производители двигателей утверждают, что блоки Vortec прочнее освященного блока C5R, и энтузиасты часто с большим успехом доводят их до отметки в 1000 л.с.Эти факторы сделали железные блоки Vortec чрезвычайно популярными в системах с азотом и принудительной индукцией. Лучше всего то, что эти железные блоки составляют часть стоимости сопоставимого алюминиевого блока, поскольку GM производит вдвое больше двигателей из железа Gen III / IV, чем алюминиевых двигателей.
Для алюминиевого строкера с большим дюймовым комбо сложно превзойти стоимость блока LS2 с внутренним диаметром 4 000 дюймов и блока цилиндров 6,2 л с диаметром цилиндра 4,065 дюйма. Оба могут вмещать более 400 кубических сантиметров, а их большие отверстия делают их совместимыми с головками цилиндров новейшего производства и послепродажного обслуживания.LS2 продается по GMPP за 1000 долларов, а блок 6.2L стоит 1400 долларов. (© GM Corp.)
GM производит железные моторы Vortec в конфигурациях 4,8 л, 5,3 и 6,0 л. Блок 6.0L, используемый в LQ4, LQ9 и LY6, наиболее популярен среди хот-роддеров. Он имеет диаметр отверстия 4000 дюймов и может быть куплен совершенно новым за 800 долларов. Он может безопасно вмещать 4,030-дюймовое отверстие и подходит для 421 ci в сочетании с 4,125-дюймовым ходом. Тем не менее, многие хот-роддеры предпочитают придерживаться стандартной 4.Диаметр отверстия составляет 000 дюймов, поэтому на стенках цилиндров остается много мяса для будущих ремонтов. С другой стороны, большинство алюминиевых блоков LS не предлагают такой роскоши. Для дальнейшего повышения их стоимости, осторожные покупки на местных свалках или в Интернете могут обнаружить полные бывшие в употреблении длинные блоки 6,0 л за 1000 долларов, что составляет небольшую часть стоимости алюминиевого двигателя LS.
Благодаря вместительному 4,125-дюймовому внутреннему диаметру LS7, GM смогла оснастить двигатель чудовищными 2,200-дюймовыми впускными клапанами. Такое большое отверстие происходит за счет толщины стенок цилиндра, поэтому, если в планах требуется заменить гильзу заводского алюминиевого блока, отливка LS2 является более доступной альтернативой.(© GM Corp.)
Главные колпачки из стальной заготовки, используемые в блоке LS7, имеют увеличенные окна для улучшения вентиляции картера, что, по утверждению GM, снижает насосные потери. GMPP была так довольна их производительностью, что компания скопировала их дизайн в блоке LSX. (© GM Corp.)
Для экономных хотродеров, которых не интересуют максимальные кубические дюймы, железный блок диаметром 3,780 дюйма, используемый в двигателях Vortec объемом 4,8 л и 5,3 л, является идеальной основой для экономичной сборки.Хотя маленькие цилиндры блока могут показаться огромным недостатком, они имеют достаточную толщину стенок, чтобы открыть их до 3 900 дюймов. Это означает, что блок совместим с множеством стандартных поршней LS1 со стандартным диаметром цилиндра и может обеспечить 396 кубических сантиметров в сочетании с ходом поршня 4,125 дюйма. Полные длинные блоки 4,8 л и 5,3 л продаются на рынке бывших в употреблении за 500 долларов, а голые блоки можно купить еще дешевле. Учитывая, что GM производит больше 4,8-литровых и 5,3-литровых двигателей Vortec, чем любой другой малоблочный LS, свалки будут заполнены этими недорогими драгоценными камнями в течение очень долгого времени.
Блоки вторичного рынкаКакими бы хорошими ни были серийные блоки GM, существует практический предел их мощности и рабочего объема. Потребность в блоках Gen III / IV для вторичного рынка возникла рано, так как непрерывный прогресс в технологии головки блока цилиндров означал, что жесткость блока и недостаток кубических дюймов часто были ограничивающими факторами при производстве мощности. К счастью, такие компании, как World Products, Dart и GM Performance Parts, все активизировали свои собственные блоки вторичного рынка.
Некоторые из характеристик, которые обычно предлагаются послепродажными блоками, включают улучшенную прочность литья, более крупные картеры, утолщенные стенки цилиндров, каналы для приоритетной смазки, более длинные гильзы цилиндров, приподнятые отверстия распределительных валов и более высокую высоту деки. Все это равносильно дополнительному зазору для движущихся частей, повышенной прочности, а также большей мощности и потенциалу перемещения. В некоторых блоках также предусмотрены два дополнительных отверстия для болтов в головке вокруг каждого цилиндра — в положении «12 часов» и «6 часов» — для улучшения зажимного усилия и уплотнения прокладкой при использовании с головками цилиндров с шестью болтами.Кроме того, блоки послепродажного обслуживания обычно декорируются и выравниваются перед отгрузкой, поэтому единственная машинная работа, которая им требуется, — это растачивание (при желании) и чистовая шлифовка. По сути, это позволяет тратить деньги на оборудование, а не на рабочую силу. Для комбинаций двигателей LS с объемом двигателя около 500 кубических сантиметров и мощностью более 1000 л.с. идеальной основой для удержания всего на месте является блок вторичного рынка, а также прокладка при использовании с головками цилиндров с шестью болтами. Кроме того, блоки послепродажного обслуживания обычно декорируются и выравниваются перед отгрузкой, поэтому единственная машинная работа, которая им требуется, — это растачивание (при желании) и чистовая шлифовка.По сути, это позволяет тратить деньги на оборудование, а не на рабочую силу. Для комбинаций двигателей LS с объемом двигателя около 500 кубических сантиметров и мощностью более 1000 л.с. блок послепродажного обслуживания является идеальной основой для удержания всего на месте.
Некоторые люди чесали в затылках, когда GM сообщила, что LS9 будет меньше по рабочему объему, чем LS7, но инженеры определили, что стенки цилиндров LS7 слишком тонкие, чтобы выдерживать 638 л.с. и выдержать строгие заводские испытания на долговечность.Решение заключалось в использовании блока с внутренним диаметром 4,065 дюйма меньшего размера, что позволило получить более толстые стенки цилиндров. (© GM Corp.)
LSX Bowtie
Разработанный с помощью легенды NHRA Pro Stock Уоррена Джонсона, блок GM Performance Parts LSX Bowtie поддерживает мощность более 2500 л.с. и стоит 2200 долларов. Эта прочная отливка из чугуна может вмещать отверстие диаметром 4,250 дюйма и доступна с высотой деки 9,260 или 9,720 дюйма. Версия с короткой колодой может проглотить 4.Ход поршня 250 дюймов, а версия с высокой декой может выдерживать ход поршня 4,500 дюйма, что дает значения рабочего объема 482 и 511 Ки соответственно. Как и блок LS7, LSX оснащен стальными главными крышками с шпонками. Другие изменения включают усиленный туннель распредвала, два дополнительных отверстия для болтов в головке на цилиндр и приоритетные главные масляные галереи, которые направляют масло в основные подшипники перед подъемниками и распределительным валом. Для сравнения: стандартное масло направляет масло к кулачку и подъемникам перед магистралью.
В семействе LS модель Vortec 5.Алюминиевый блок 3L часто считается наименее желанным блоком для гребца. Он отлично работает со стандартными автомобилями, для которых он был разработан, но его тонкие гильзы цилиндра и крошечный диаметр отверстия делают его плохим выбором в качестве основы для двигателя. (© GM Corp.)
Поскольку для производства тысяч лошадиных сил часто требуется очень специализированное оборудование, LSX можно соответствующим образом адаптировать для таких целей. Интегрированные монтажные отверстия позволяют прикрепить переднюю пластину двигателя к блоку, а отверстия подъемника могут быть увеличены до 1.060 дюймов для бронзовых втулок или более крупных подъемников. Точно так же туннель кулачка можно просверлить, чтобы разместить 60-миллиметровый сердечник кулачка, а отверстия под болты головки можно увеличить для шпилек 0,5 дюйма. Кроме того, передние отверстия для подачи масла могут быть заблокированы или ограничены для улучшения смазки при работе механического кулачка, а передняя часть блока может быть обработана для установки синхронизатора с ременным приводом.
Для максимальной гибкости конечного пользователя в настройке размеров отверстия и хода блок LSX покидает литейный завод с 3.Диаметр цилиндра 880 дюймов. Это позволяет производителям двигателей растачивать блок до желаемого диаметра. Тем не менее, GMPP также предлагает две версии блока LSX с короткой декой, которые полностью скучны и отточены. Эти блоки доступны с диаметром отверстия 4,065 или 4,185 дюйма, и они имеют диаметр 9,240 дюйма. По сравнению с серийным литьем, единственным недостатком LSX является вес: блоки с короткой платформой составляют 225 фунтов, а блоки с высокой платформой — 250 фунтов. С другой стороны, если вы производите достаточно лошадиных сил, чтобы оправдать такой прочный блок, несколько лишних килограммов не сильно повлияют на производительность.
RHS
Многие хот-роддеры были застигнуты врасплох, когда компания, наиболее известная производством головок блока цилиндров послепродажного обслуживания, объявила, что она разрабатывает новую отливку блока, но гоночный блок LS от Racing Head Service — очень впечатляющая работа. При весе в 119 фунтов, что всего на волосок больше, чем у серийного блока LS7, алюминиевое литье RHS обеспечивает исключительную прочность в легком корпусе.
Хотя компания не публикует официальную оценку мощности в лошадиных силах, ее гоночный блок LS доказал свою надежность в двигателях мощностью более 2000 л.с.Блок RHS, доступный с высотой деки 9,240 и 9,750 дюймов, отлит из алюминия A357-T6 и усилен структурными ребрами жесткости. Хотя ее максимальный размер отверстия ограничен 4,165 дюйма, версия с высокой платформой оснащена гильзами длиной 6,380 дюйма, которые могут выдерживать ход поршня 4,600 дюйма и 501 кубический дюйм. В блоке RHS со стандартной декой используются более короткие 5,870-дюймовые гильзы цилиндров, но он по-прежнему может выдерживать давление до 449 ci. Для облегчения установки длинноходных кривошипов в блоке RHS в нижней части картера есть выемки для увеличения зазора между болтами штока, а отверстия под кулачки приподняты.386 дюймов. В дополнение к использованию приоритетной основной смазки, боковой масляный канал был перемещен за борт блока. Это не только обеспечивает дополнительный зазор в штоке, но и упрощает подключение масляной системы с сухим картером, так как проход имеет резьбу для подачи -12AN.
Когда дело доходит до абсолютной прочности, железный блок Vortec 6.0L является лучшим соотношением цены и качества среди всех стандартных блоков и блоков вторичного рынка. Поскольку блок Gen III изначально был спроектирован как отливка из алюминия, он имеет большое ребро жесткости для уменьшения прогиба.Отливайте тот же дизайн из железа, и в результате получается блок, который весит на 70 фунтов больше, но может выдерживать более 1000 л.с. На высоких уровнях мощности железные блоки обычно обеспечивают более качественное кольцевое уплотнение, чем алюминиевые блоки. Лучше всего то, что подержанный блок Vortec 6.0L можно купить менее чем за 500 долларов. (© GM Corp.)
Поддерживают конкурентоспособность блока: отверстия под кулачок, которые можно увеличить до 60 мм, отверстия подъемника, способные вместить подъемники 1,060 дюйма, главные крышки из заготовок из стали и приспособления для шестиболтовых головок цилиндров.RHS включает в себя основные шпильки ARP с гоночным блоком, и, при необходимости, отверстия для основных шпилек могут быть открыты до 0,500 дюйма. Чтобы уменьшить сопротивление воздуха, были пересмотрены основные окна крышки, и, как и блок LS9, блок RHS может быть оснащен поршневыми масляными брызгами. Хорошо понимая, что блок RHS понравится как энтузиастам стрит / стриптиз, так и заядлым гонщикам, инженеры снабдили его монтажными отверстиями, совместимыми с креплениями в стиле Gen I / II и Gen III / IV, а также пластиной двигателя. Отливка такого калибра стоит недешево, и цена на блокировку RHS составляет 4900 долларов.Он доступен в виде отверстия 4,100 дюйма, которое требует как расточки, так и хонингования, отверстия 4,120 или 4,160 дюйма, которое требует только чистового хонингования, или полностью обработанного узла в отверстиях 4,125 или 4,165 дюйма, готовых к окончательной сборке прямо сейчас. коробки.
Одним из самых больших преимуществ блоков вторичного рынка перед производственными блоками является их распределенные направляющие масляного поддона. Это позволяет им воспринимать длинные ходы без необходимости шлифовать их для получения зазора. Даже с 4.Ход 500 дюймов, шатуны освобождают этот правый блок, оставляя свободное место.
World Products Warhawk
На протяжении десятилетий World Products выпускала блоки для вторичного рынка премиум-класса, поэтому выход компании на рынок LS был естественным. Блок Warhawk отлит из алюминия 357-T6 с высотой палубы 9,240 и 9,800 дюймов. Имея вес 133 фунта, он предоставляет хот-роддерам еще одну легкую альтернативу для больших кубических дюймов.
При максимальном диаметре ствола 4,155 дюйма, Warhawk со стандартной декой может иметь ход 4,125 дюйма, а вариант с высокой декой — до 4,500 дюймов. Это дает максимальные значения водоизмещения 447 и 488 Ки соответственно. Как и в большинстве блоков послепродажного обслуживания, в Warhawk используется приоритетная основная смазка, основные стальные колпачки с шпонками и два дополнительных отверстия для болтов в головке на цилиндр. Кроме того, кулачковые отверстия Warhawk могут быть увеличены до 60 мм, а в его картере предварительно сделаны выемки до 4 мм.Ход 250 дюймов. Чтобы оставаться на уровне 1500 л.с., на котором он рассчитан, блок Warhawk имеет значительно более прочные стенки цилиндров, чем у стандартных блоков. В конструкции водяной рубашки по периметру используется гильза из ковкого чугуна толщиной 0,080 дюйма (при внутреннем диаметре 4,125 дюйма), окруженная блочным материалом толщиной 0,300 дюйма. В производственном блоке LS7 используются гильзы толщиной 0,070 дюйма, заключенные в материал блока 0,170 дюйма. Блок Warhawk доступен в незавершенной форме с отверстиями диаметром 3,990 и 4,115 дюйма и стоит 4500 долларов.World Products также предлагает полностью обработанные версии с диаметром отверстий 4.000, 4.030, 4.125 и 4.155 дюймов по цене от 4900 долларов.
При весе 250 фунтов железный блок LSX с высокой декой GMPP не является легким. Преимущество всей этой массы в том, что это, пожалуй, самый прочный блок послепродажного обслуживания. Он может выдерживать более 2500 л.с., а его толстые стенки цилиндра могут быть расточены до 4,250 дюйма. (© GM Corp.)
ERL
Один из самых уникальных блоков на рынке — Super Deck II LS2 от ERL.Компания начинает с заводского литья LS2, прикрепляет заготовки из алюминиевых заготовок к поверхностям палубы, а затем повторно устанавливает гильзы на блок с гильзами из ковкого чугуна Darton. Это увеличивает высоту деки с 9,240 до 10,200 дюймов, что позволяет установить ход поршня в 4,500 дюйма. В сочетании с максимальным диаметром отверстия 4.200 дюймов, комбинированный дает 500 кубических сантиметров. С точки зрения надежности вклинивание плиты настила между блоком и головками кажется безумным, но эта установка оказалась чрезвычайно надежной и долговечной в гонках с мощностью более 2000 л.с.ERL осталась безупречной, разработав крошечные четырехцилиндровые импортные гоночные двигатели, многие из которых производят более 1000 л.с., поэтому она кое-что знает о творческой модификации производственных блоков с пластинами палубы для получения дополнительных кубических дюймов.
Darton, которые в три раза прочнее стандартных, и плиты настила ERL, которые удерживают их в нужном положении, делают возможным продвижение такой большой мощности через модифицированный производственный блок. Конструкция плиты настила прикладывает зажимное давление прямо к верхней части гильз цилиндров, а не к поверхности деки, и болты головки затянуты вниз.Это направляет давление на меньшую площадь поверхности, что приводит к увеличению силы зажима. Ферменная конструкция плиты настила также передает нагрузки под поверхностью настила и между отверстиями цилиндров. Кроме того, ERL расширяет отверстия под болты головки до 0,500 дюйма, добавляет дюбели к переборкам коренных подшипников и заменяет стандартные железные основные крышки на стальные заготовки. Результатом всего этого является чрезвычайно прочный блок с превосходной прочностью и уплотнением прокладки головки блока цилиндров. Для тяжелых условий эксплуатации с принудительной индукцией компания рекомендует использовать меньший 4.125-дюймовое отверстие для увеличения толщины стенок цилиндра.
Как и многие конкурирующие блоки, блок LSX имеет два дополнительных отверстия для болтов в головке блока цилиндров, окружающих каждый цилиндр. У некоторых головок для вторичного рынка есть выступы, которые подходят к двум дополнительным отверстиям, но у производственных головок нет. Это не проблема, потому что необязательно использовать дополнительные отверстия, и производственные головки все равно будут прикручиваться. Другой вариант — приварить выступы к производственным головкам так, чтобы они совпадали с отверстиями для болтов.
Система Super Deck II продается в виде готовой короткоблочной сборки под ключ за 14 900 долларов. Если вы предоставите собственное ядро LS2, ERL снизит общую сумму на 1000 долларов. В эту цену входит блок ERL, коленчатый вал Callies, полная внутренняя балансировка, поршни Wiseco, кольца, подшипники, основные крышки заготовок, основные шпильки, отверстия подъемника с втулками, переходные пластины впускного коллектора, более длинные шпильки и толкатели, а также кулачок, изготовленный по индивидуальному заказу. заявление. Все, что вам нужно добавить, это головки цилиндров, впускной коллектор и масляный поддон.ERL предлагает размеры отверстий от 4.000 до 4200 дюймов и адаптирует сжатие к любому выбранному вами соотношению.
Дротик
Без сомнения, алюминиевый блок LS от Dart является самым интересным и экзотическим на рынке. Он превращен из цельной заготовки из цельной алюминиевой заготовки 6061 в форму блока Gen III / IV. Это эквивалентно блоку из алюминия 7075, но с показателем удлинения в пять раз больше, чем у литого алюминия.Поскольку блок Dart обрабатывается на станке с ЧПУ, а не изготавливается из литейной формы, он может быть настроен на любой размер высоты деки, отверстия, туннеля кулачка, отверстия подъемника и корпуса главной шейки. Обладая способностью поддерживать мощность более 3000 л.с., этот блок, очевидно, предназначен только для самых экстремальных применений, где малая масса имеет первостепенное значение, а стоимость не имеет значения. Следовательно, в зависимости от варианта, цена блока LS заготовки Dart составляет от 7000 до 9000 долларов.
Блок RHS отличается исключительной прочностью в легком алюминиевом корпусе.Для максимального контроля качества RHS проверяет все свои блоки с помощью компьютерной томографии перед их отправкой.
Версия блока RHS с высокой декой имеет очень длинные 6,380-дюймовые рукава, которые могут выдерживать ход поршня 4,600 дюймов. В нижней части цилиндров имеются выемки для увеличения зазора между болтами штока. Это в значительной степени олицетворяет концепцию траты денег на оборудование, а не на рабочую силу.
Как и большинство блоков послепродажного обслуживания, отливка RHS имеет выступающие отверстия под кулачки, которые можно увеличить до 60 мм.Большее отверстие в туннеле кулачка имеет двоякое преимущество. Во-первых, он позволяет шлифовать кулачок на сердечнике большего диаметра, чтобы уменьшить изгиб кулачка при высоких оборотах и высоком давлении пружины клапана. Во-вторых, он также предоставляет дополнительное пространство для размещения кулачков с большим подъемом лепестков.
МашиностроениеПрикручивание компонентов нижнего конца премиум-класса к блоку с помощью некачественной работы станка — лучший способ испортить стопку деталей. Несмотря на то, что правильный выбор деталей имеет решающее значение для обеспечения того, чтобы ваш штрокер соответствовал вашим целям производительности, качественная работа машины не менее важна.Последствия плохой работы машины варьируются от чрезмерного расхода масла до снижения долговечности и снижения выработки мощности до катастрофического отказа двигателя.
Блок World Products Warhawk отлит из алюминия 357-T6 и весит 133 фунта. Он предлагается с высотой деки 9,240 и 9,800 дюймов с различными диаметрами ствола. Компания оценивает мощность блока в 1500 л.с. (Фото любезно предоставлено World Products)
По сути, оплата счета машиниста представляет собой оплату труда наличными, а не материальным продуктом, поэтому энтузиасты, естественно, не решаются это делать.Однако попытка скупить копейки на этапе механической обработки при сборке строкера может обречь двигатель на гибель до того, как начнется процесс сборки. Есть большая вероятность, что наименее дорогой механический цех в городе не выполняет работу наилучшим образом, но, с другой стороны, нет никаких гарантий, что за жесткую механическую обработку можно купить качество. Здесь в игру вступает опыт вашего местного сообщества хот-роддинга, который поможет вам найти уважаемый магазин. Естественно, знание того, что влекут за собой различные процедуры обработки, поможет вам определить, какие из них необходимы для сборки вашего двигателя, и сделать оплату за них более приемлемой.
Подготовка блока
Блоки вторичного рынка, новые блоки производства и блоки бывшие в употреблении — все они имеют разные потребности в обработке. Если вы просто обновляете двигатель, который, как вы знаете, в остальном находится в хорошей форме, или начинаете с совершенно нового блока, вы можете немедленно приступить к более серьезным операциям, таким как растачивание и укладка террасы. Однако, если вы спасли свой блок на свалке, обязательно проверьте его на наличие трещин, если только вы не планируете потратить тысячи долларов на обработку лома.Два недорогих и эффективных способа гарантировать отсутствие трещин в блоке — это магнитное плавление и испытание давлением. Магнафлюкс включает в себя замачивание блока в люминесцентном растворе, который выявляет трещины под флуоресцентным светом. Аналогичным образом, герметизация водяных рубашек и испытание под давлением каналов для охлаждающей жидкости может выявить внутренние трещины и проблемы с пористостью, которые трудно заметить при магнитофлюксе.
Блок ERL Super Deck II начинается как стандартная отливка LS2. Затем ERL удаляет стенки цилиндра приклада, вдавливает набор мокрых втулок Darton и закрывает их алюминиевой пластиной настила из заготовок, которая увеличивает высоту платформы до 10.200 дюймов. ERL усовершенствовала этот изящный трюк на импортных четырехцилиндровых двигателях малого рабочего объема.
В дополнение к увеличению высоты деки пластина деки ERL также усиливает верхнюю часть отверстий цилиндров. Хотя некоторые могут сомневаться в долговечности блока, основанного на заводской отливке LS2, Super Deck II отлично справляется со многими гоночными моторами, развивающими мощность около 2000 л.с.
Большинство заводских железных блоков LS могут безопасно обрабатывать отверстие диаметром 0,030 дюйма, а втулки в стандартных алюминиевых блоках обычно можно растачивать.010 дюймов без задоринки. Тем не менее, заводские процедуры литья не идеальны, поэтому акустическая проверка стенок цилиндров на достаточную толщину всегда является хорошей идеей, особенно с блоками, которые уже были перфорированы. Посылая звуковые волны в отверстия с помощью ручного зонда и считывая, как быстро они отражаются назад, звуковые контролеры могут определять толщину в любой заданной части стенки цилиндра. Наиболее важными областями для проверки являются основные упорные поверхности, а именно внутренняя стенка блока цилиндров со стороны водителя и внешняя стенка со стороны пассажира.Производители послепродажного обслуживания публикуют максимально рекомендуемые диаметры стволов для своих блоков, которые не должны превышаться, но поскольку некоторые хот-роддеры всегда бросают кости и пробуют, звуковая проверка является обязательной для тех, кто предпочитает игнорировать их советы.
После того, как вы определили, что блок прочный, тщательная очистка не только сделает его красивым, но и упростит работу. Наиболее распространенный метод очистки блока — это горячая цистерна, при которой блок погружается или промывается под давлением в щелочном щелочном растворе для удаления жира и грязи.В большинстве случаев он работает достаточно хорошо, но не всегда полностью очищает водяные рубашки, нагар, ржавчину или окалину в сильно изношенных блоках. В таких случаях термическая очистка, когда блок обжигается примерно до 700 градусов, чтобы сжечь все загрязнения, является более эффективной альтернативой. Следующим этапом термической очистки является очистка блока носителем для удаления всего нагара, что также снимает напряжение с блока. Наконец, блок переворачивают, чтобы удалить всю металлическую дробь, оставляя после себя необработанное чугунное покрытие.
Расточка
По мере того, как мили набегают на двигатель, стенки цилиндров изнашиваются до формы, которая уже не является идеально цилиндрической. К счастью, почти каждый производственный блок отлит из дополнительного материала, который можно увеличивать или просверливать, чтобы снова выровнять цилиндры без нарушения целостности блока. Поскольку заводские алюминиевые блоки LS имеют относительно тонкие гильзы цилиндров, часто бывает более практичным просто отшлифовать их до 0,005 дюйма. Точно так же блоки заводского изготовления не требуют очистки ствола и готовы к запуску после быстрой заточки.Блоки вторичного рынка, с другой стороны, бывают разных конфигураций. Некоторым требуется только чистовая заточка, другие уже готовы к работе, а необработанные отливки имеют отверстия меньшего размера, которые можно увеличить до желаемого размера.
Для увеличения высоты настила требуются более длинные шпильки с головкой, которые ERL включает в себя свои блоки. Отверстия для болтов также увеличены до 0,500 дюйма.
Растачивание блока не слишком сложно, но все же требует хорошего оборудования и квалифицированных рук.Расточная оправка хороша ровно настолько, насколько хорош ее оператор, и независимо от того, установлен ли блок прямо в приспособлении, он сверлит отверстие прямо вниз. Для более старых машин, которые регистрируют поверхность деки, очень важно убедиться, что поверхность полностью плоская, прежде чем начинать растачивание. Хотя с ними все в порядке, у них больше права на ошибку. Предпочтительным методом является использование расточного станка, который фиксирует осевую линию коленчатого вала, прикрепляя его к отверстиям коренных подшипников.Это гарантирует, что отверстия цилиндра перпендикулярны кривошипу.
Цилиндрыобычно растачиваются с точностью до нескольких тысячных дюйма от их окончательного диаметра отверстия, а затем оттачиваются в соответствии со спецификациями. Расточная оправка Rottler FA является одной из самых популярных в отрасли, и наиболее важным этапом ее настройки является центрирование консоли расточной оправки внутри стенки цилиндра. Это достигается путем выравнивания зазора между тремя пальцами, выходящими из прутка, с помощью щупа.Чтобы установить ширину пропила, используется очень точный индексирующий инструмент для установки глубины резца.
Хонингование
Растачивание очищает и выпрямляет стенки цилиндра путем удаления материала, а при хонинговании сглаживаются отверстия, обеспечивая гладкую поверхность для движения поршней и колец. Окончательная отделка позволяет кольцам правильно уплотняться, а также определяет величину трения, оказываемого на возвратно-поступательный узел.
Как правило, гонщики в поисках незначительного увеличения мощности предпочитают сверхгладкое покрытие, чтобы уменьшить сопротивление кольцу.Однако это не обязательно лучший подход для уличного паровоза. Хотя заточенное отверстие кажется гладким на ощупь, на самом деле отделка представляет собой серию мелких выступов и впадин. Поскольку впадины удерживают масло, более гладкая поверхность уменьшает глубину впадин. Большая часть износа двигателя происходит при холодном пуске, поэтому у уличных двигателей, которые испытывают обычные тепловые циклы, нужно жертвовать плавностью хода во имя долговечности. Здесь в игру вступает опыт вашего машиниста, поскольку песчинка камней, которые он использует, зависит от предполагаемого использования вашего двигателя.
Поскольку блоки цилиндров расположены под углом 90 градусов, перемещение головок вверх также перемещает их дальше друг от друга. Чтобы компенсировать это, ERL предоставляет переходные пластины для заготовок, которые заполняют зазор, который в противном случае существовал бы между головками цилиндров и впускным коллектором.
Когда-то считавшимся экзотическим, но в настоящее время распространенной практикой, является процесс прикручивания торсионной пластины к поверхности деки во время хонингования. Этот процесс имитирует деформацию, которую испытывает блок, когда головка цилиндра прикручивается на место, и это просто еще одна мера, используемая для того, чтобы отверстия были как можно более круглыми.Другая процедура, которая становится все более распространенной при строительстве уличных двигателей, — это хонингование на плато, или хонингование в несколько этапов. Как следует из названия, сначала используется начальный камень для хонингования, а затем несколько камней с более мелкой зернистостью на разных стадиях выравнивания выступов на поверхности. В результате получается гладкая поверхность с более глубокими впадинами, которые улучшают удержание масла и смазку поршней и колец. В наши дни почти все двигатели работают на плато, и машинисты, как правило, в некоторой степени скрытны о том, какие камни они используют, которые варьируются от магазина к цеху.
В отличие от большинства блоков, которые отливаются из литейных форм, заготовка Dart 6061 изготавливается на станке с ЧПУ из цельной алюминиевой заготовки. В результате его критические размеры могут быть сопоставлены практически с любой конфигурацией.
Однако до сих пор ведутся споры относительно горячего хонингования. Он включает в себя нагрев хонинговального масла примерно до 200 градусов для имитации расширения блока при рабочей температуре. Как и в случае использования пластин против проворачивания, идея состоит в том, чтобы сделать отверстия как можно более круглыми, но мнение о том, дает ли это какие-либо преимущества, неоднозначно.
Профнастил
Чтобы обеспечить надлежащее уплотнение головки блока цилиндров, поверхность блока часто покрывают или украшают, чтобы обеспечить гладкую, ровную поверхность для уплотнений и головок блока цилиндров. Как и в случае с растачиванием, очень важно, чтобы дека обрабатывалась перпендикулярно средней линии коленчатого вала. Поскольку в большинстве производственных блоков поршни находятся ниже платформы в ВМТ, высота платформы часто уменьшается для улучшения закалки и повышения степени статического сжатия.Если в планах предусматривается возможное повторное использование блока для будущих ремонтов, поршни следует оставить на несколько тысячных дюйма ниже поверхности палубы. Таким образом, остается достаточно материала для последующих процедур настила.
Скорость резания расточной оправки зависит от того, сколько металла удаляется за один раз. При большем внутреннем диаметре стержень опускается медленнее, чем при меньшем внутреннем диаметре, и наоборот. Растачивание блока на 0,030 обычно занимает 40 минут.
На протяжении многих лет Sunnen HBS-2100 является отраслевым стандартом для настилов блоков.
Процесс настила начинается с размещения основных несущих переборок блока на стержне из стали квадратного сечения. Перед началом резки по поверхности деки в многочисленных точках проводят индикатор с круговой шкалой, чтобы убедиться, что она полностью плоская. Установка режущей головки на место требует деликатного прикосновения и большого опыта. Его опускают до тех пор, пока он не коснется поверхности деки, после чего машина приступит к работе.
Центровка-растачивание и хонингование
Основные принципы растачивания и хонингования аналогичны принципам стандартного растачивания и хонингования, но для основных крышек, а не для стенок цилиндров.Существует большая разница. Переточка цилиндра — это обычная процедура восстановления, но поскольку кривошип работает на комплекте подшипников, центрирование требуется только для блоков, которые подверглись серьезному износу или имеют вращающиеся подшипники. Процесс влечет за собой удаление материала с сопрягаемой поверхности основных крышек, затягивание их до требуемого значения при снятом коленчатом валу, растачивание основных седел с точностью до нескольких тысячных долей дюйма от требуемого внутреннего диаметра и хонингование их остальной части. путь. Это гарантирует, что отверстия коренных подшипников совпадают от крышки до крышки, и исключает заедание кривошипа.
Во время процесса хонингования в наши дни стандартной практикой является привинчивание упорной пластины к поверхности деки, чтобы имитировать напряжение, которое головки цилиндров и болты оказывают на блок. В зависимости от размера отверстия и длины цилиндра машинист может установить частоту вращения и время выдержки хонинговального вала. Он шарнирно закреплен на нескольких универсальных шарнирах, что позволяет расположить его прямо в отверстии. Во время процесса хонингования слесарь позволяет блоку охлаждаться каждые 10-15 минут, чтобы предотвратить его деформацию.
Первый этап хонингования заключается в установке регулировочных шайб на окончательный размер отверстия. Для максимальной точности машинист может выбирать между различными зернистыми камнями в зависимости от желаемой отделки.
Во время процесса настила скорость вращения ножа и скорость, с которой нож перемещается по деке спереди назад, регулируются вручную. После каждого смахивания индикатор с круговой шкалой используется для отслеживания прогресса, и весь процесс занимает около часа.
Главные крышки в большинстве серийных двигателей LS не удерживаются на месте установочными штифтами, поэтому они имеют тенденцию смещаться со временем. Даже в этом случае использованные блоки, которые не подвергались частым злоупотреблениям, обычно требуют только выравнивания-хонингования, и многие механики также любят выравнивать-хонинговать новые блоки.
Выравнивание-растачивание выполняется с помощью расточного приспособления Sunnen, которое крепится к хонинговальному станку Sunnen CH-100. Они являются отраслевым стандартом для растачивания и хонингования. Приспособление может быть сконфигурировано так, чтобы соответствовать расположению болтов колокола практически любого двигателя, а расточная оправка скользит внутри пары втулок, которые находятся внутри передней и задней части сети, чтобы обеспечить прямолинейность.Штанга вращается с заданной скоростью, и машинист вручную прикладывает давление, чтобы определить, насколько быстро растачиваются крышки. Глубина фрезы устанавливается путем измерения со стороны блока магистрали, а колпачки растачиваются в несколько этапов до тех пор, пока они не станут на 0,0025 дюйма от окончательного диаметра основного отверстия. В результате процесса обычно остаются полосы шрапнели по краям шляпок, которые необходимо аккуратно снять фаску с помощью резака. Чем больше подшипник контактирует с сетью, тем больше тепла он может рассеять в блоке, поэтому очень важна гладкая, ровная поверхность.Оператор регулирует натяжение камней с помощью дискового переключателя, и он может увеличивать давление небольшими приращениями, чтобы медленно достичь желаемого конечного диаметра. Процесс обычно занимает от 1 до 11 ⁄2 часа, и, если все будет сделано правильно, линия раздела между колпачком и блоком будет едва заметна.
Написано Барри Ключиком и опубликовано с разрешения CarTechBooks
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга.Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
.