КАК СДЕЛАТЬ РАЗВАРКИ СВОИМИ РУКАМИ — DRIVE2

Что такое разварки? Это диски увеличенной ширины. Машина на таких дисках смотрится более интересно и необычно. Разварки можно сделать из любого диска, чаще всего их делают из обычных заводских стальных штампованных дисков («штамповок»). Давайте разберемся как сделать такой диск.
Чтоб сделать один широкий диск, понадобятся:
— диск стандартный стальной(штампованный) – 2 штуки
— болгарка
— сварочный аппарат
— герметик шовный (не обязательно, об этом в самом конце статьи прочитайте)
Рассмотрим первый способ
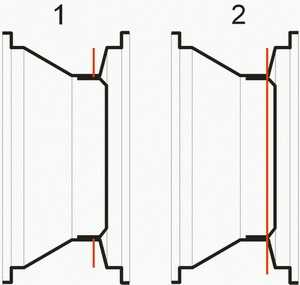
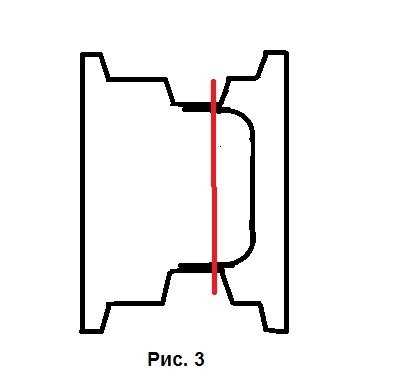
Берем два обычных штампованных диска и отпиливаем болгаркой или на токарном станке по красной линии.
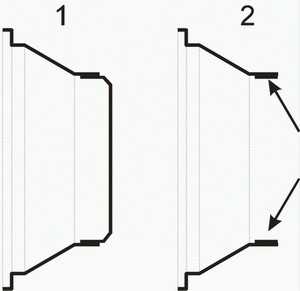
У второго диска убираем ненужные остатки болгаркой
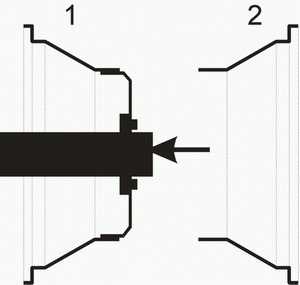
Оставшуюся часть диска 1 одеваем на ступицу заднего моста, фиксируем гайками и надеваем вторую часть. Выравниваем второй обод относительно первого, устраняем биение, прихватываем сваркой в четырех точках в местах стыка.
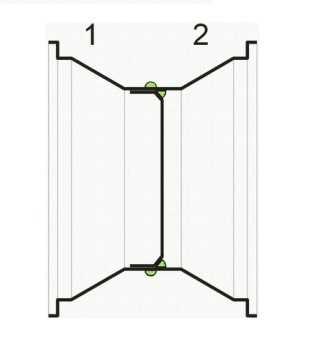
Зеленым цветом обозначены места проваривания.
И вот что из этого вышло:



Для бескамерной установки нам просто необходимо герметизировать шов в середине диска. Это конечно стоит делать до покраски. Для этой цели нам подойдет Шовный герметик 3М. В качестве варианта, его можно развести Обезжиривателем.
Внимание! Именно обезжиривателем, а не растворителем или, боже упаси, Уайт-спиритом! Разведенным герметиком мазать швы. Подождать пока встанет, удалить лишнее(стаместка, наждачка и т.п.), и в покраску, чтоб не ржавело и радовало внешним видом.
Второй способ немного отличается от первого. Суть в том что распиливается один диск на две части, и в середину вваривается полоса металла. Этот способ намного экономичнее, ведь нам понадобиться всего один комплект дисков.
Разрезаем диск на 2 части как это показано на рисунке.
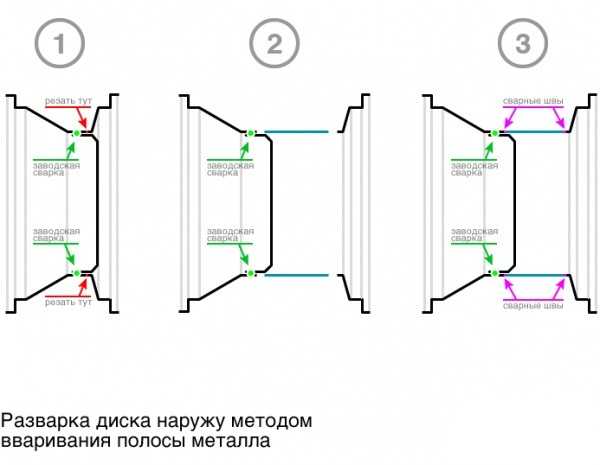
Ровно отрезаем полосу металла нужной ширины и гнем ее. Толщина металла на сколько помню 3мм. Гнуть можно как угодно, но лучше специальными роликами. Далее берем часть диска со ступицой и к ней прихватываем полосу сваркой. Ступичная часть хорошо придерживает полосу и задает ей правильное направление.

Далее прихватываем полосу к второй части диска. И провариваем все швы, стараясь сделать так чтоб диск не повело. Хорошо если есть возможность автоматической сварки вращающейся детали — так все гораздо прочнее и предсказуемей.


Зачищаем швы — проверяем что все держится. Хорошо если у вас есть токарный станок чтобы зачистить шов на полке диска в том месте где он будет потом радовать глаз. Это к тому же поможет подправить геометрию диска если она немного нарушилась (а это очень вероятно). Даже если все сделано аккуратно — до покраски желательно получившиеся диски прокатать, чтобы быть уверенным в их геометрии. Наши разварки порадовали качеством и не смотря на кажущийся не очень ровным обод (диски то были б/у) показали минимальное биение.
Далее отправляем диски в покраску. Наши были отпескоструены и покрашены порошковой краской. На той стороне диска что обычно скрыта от глаз шиной было решено оставить усиление шва сварки (т.е. сам шов). На лицевой стороне шов был сточен. Диски собрали без камер и они отлично держат давление, о том как одеть резину на разварки можно прочитать перейдя по ссылке.
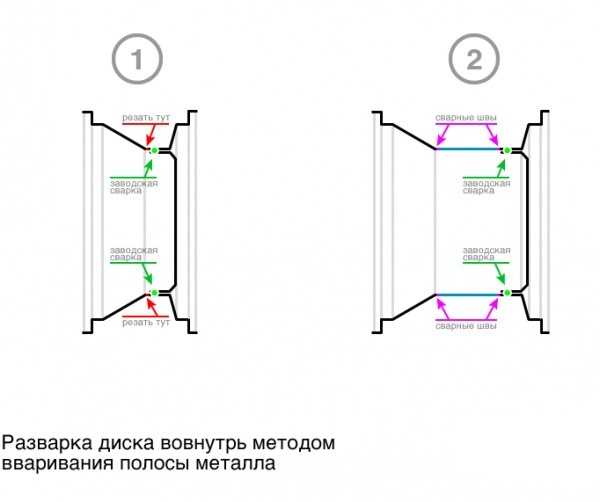
Справедливости ради я отмечу, что метод этот универсальный во всех смыслах. Я предположил тут с самого начала, что чаще всего всем надо разваривать диск наружу, чтобы получилась полка и специфичный вид. Но нужды и идеи бывают разные. Разварить диск можно и в другую сторону.
С тестовой разваркой у нас так и получилось. Мы этому были не очень рады в тот момент, но зато теперь можем тут показать вот эти фотки. Швы дополнительно не обработаны и их хорошо видно.

Если включить капельку фантазии — совсем не трудно догадаться, что можно разваривать диск в обе стороны сразу.
Вот ещё вам видео:
www.drive2.ru
Ремонт и Доработка» на DRIVE2
Привет всем! Сегодня хочу поделиться своим опытом изготовления разварок на ВАЗ своими руками.

Разварки на ВАЗ своими руками
По уже сложившейся моей традиции привожу список необходимого материала для изготовления разварок на ВАЗ своими руками.
Инструмент:
1 — Болгарка + обязательно защитные очки (!)
2 — Дрель
3 — Сварочный аппарат
4 — Ступица заднего колеса\оправка\токарный станок\специально изготовленная приспособа
5 — Очень прямые руки из того места
Расходники:
1 — Отрезные круги (1,2 мм)
2 — Электроды
3 — Сверло 11,5 мм по металлу
4 — Круг для грубой шлифовки
5 — Краска (+краскопульт — по желанию)
6 — Молоток, зубило, минусовая прочная отвертка
7 — Диски колесные штампованные (более-менее ровные)
Прежде чем начать, скажу сразу — хоть со стороны все выглядит предельно просто, не стоит даже начинать без чего-либо, описанного в списках выше. В дополнение также скажу: из полос разварки делать не делал, не делаю и делать не буду — дорого, муторно и менее надежно.
Вот такая гора дисков нам понадобится для работы:

Штампы ждут своей участи
А теперь начнем.
1 — Подготавливаем основу.
Закрепляем диск — основу и отрезаем ненужный кусок металла, чтобы осталась только основа. Пилим очень аккуратно, чтобы не зацепить саму основу.

Готовая основа для разварки с отрезанной лишней частью
Перед тем, как отрезать данный кусок металла с диска — его нужно хорошенько закрепить. Я закреплял на балансировочном станке. Простые смертные могут закрепить на задней ступице авто — разницы особой нет. Единственное — пилить на балансировочнике удобнее) Вот фото уже подготовленной основы для разварки.

Закрепленная основа для разварки

Четко отрезанная основа — металл не запилен
2 — Отпиливаем полки от «доноров»
Здесь все похоже на предыдущую операцию. Разрез производим в том же месте, что и у основы!
Только пилить донорский диск нужно насквозь — чтобы осталась только полка. Основу диска (с отверстиями под болты) можно выкинуть.
3 — Удаляем излишки металла с полки.
Это самый, пожалуй, важный пункт.
Самое простое — высверлить точечную сварку (на четвертом фото очень хорошо видны эти злополучные точки). Но для меня это не вариант — потом отверстия придется заваривать\зачищать\снова заваривать.
Другой способ — стачивать тот самый лишний металл болгаркой с шлифовальным кругом по местам самой точечной сварки. Довольно-таки муторно и сложно, но что делать…
Далее — зубилом, либо толстой минусовой отверткой сшибаем лишний пропиленный болгаркой металл. Главное — не выдрать точечную сварку с корнями. Иначе придется заваривать дыру)

Процесс удаления лишнего металла с полки

Полка без металла. На точках видны следы на краске от сильного нагрева во время шлифовки
Вот так выглядит наша полка изнутри. На сильные борозды можно не обращать внимание: они будут исправлены сваркой, но их можно немножко подшлифовать для самоуспокоения.

Полка без металла
После того, как основы подготовлены, а полки избавлены от лишнего металла — соединяем их воедино.

Полки сняты

Полки надеты
4 — Центруем — прижимаем — привариваем нашу основу и полку.
Примеряем, центруем. прижимаем. Берем сварочный аппарат, электроды я использовал 3 мм и привариваем полку к основе. Важно: прихватывать нужно в четырех диаметрально-противоположных местах! Иначе диск поведет и ничего хорошего из задуманного не выйдет. Провариваем диск изнутри и снаружи — здесь советов дать не могу, все итак вроде понятно. После сварочных работ не забываем просверлить сверлом на 11,5 мм отверстие для вентиля!

Ваш покорный слуга занят важным делом
В итоге получим примерно следующее:

Нормальный такой сварной шов

Разварка. Вид снаружи.
Разварки получаются примерно 7,5J. Сравните сами:

Сравнение ширины разварки и стандартного диска ВАЗ
5 — Герметизируем шов и красим наши разварки
Шов спокойно герметизируется шовным герметиком. Да и вообще, если нормально проваривать — герметизация в принципе не понадобится. Либо понадобится, но в маленьких количествах.
Далее — придаем эстетический внешний вид наших разварок. Процесс покраски достаточно прост. Подготавливаем поверхность — шкурим, грунтуем, красим. Лично мне нравится белый цвет, но можно и в 2-3 разных ядовито-кислотных покрасить, кому что нравится.

Готовый покрашенный комплект-2
6 — Надевание резины на разварки ВАЗ
После всех манипуляций с краскопультом и последующей сушкой пора бы и приступить к самому интересному — натягиванию резины на наши разварки и установку оных на авто. Скажу сразу — натягивал в одного и без взрыва. Ка
www.drive2.ru
Делаем разварки сами — DRIVE2
Для начала определимся, что такое «разварки». Разварки — это стальной автомобильный диск с увеличенной шириной. Существует два способа увеличить ширину стального диска. Далее мы рассмотрим оба.



Способ 1
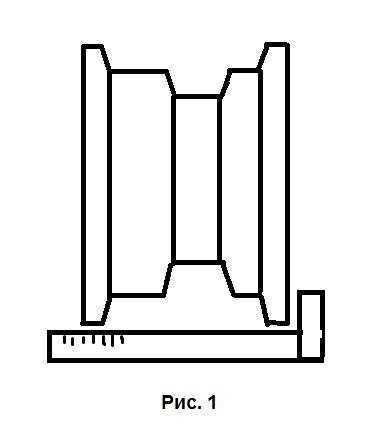
Разваривание диска методом «из двух штамповок». Соответственно, чтобы сделать одну разварку, нам понадобятся 2 стальных диска. Подготовка дисков. Желательно, чтобы они были ровные изначально. Идеально, если диски новые. Но чаще всего разварки изготавливаются из б/у дисков, так как использование новых значительно увеличивает конечную стоимость. Итак, у нас есть две штамповки (или 8, если говорить к комплекте). Первым делом нужно оценить их внешний вид и проверить насколько они ровные. Для этого зажимаем ступицу от автомобиля (на который вы делаете разварки) в тиски. Устанавливаем на нее диск и вращаем, фиксируя биение. Если нет отдельной ступицы, то можно одеть диск на ведущую ось автомобиля, включить первую передачу и оценить биение. Только в этом случае, чтобы авто не упало, нужно обязательно поставить подпорку вместо домкрата или «пирамидку», а под колеса положить кирпичи или бруски для предотвращения качения. Биение диска можно оценить двумя способами: на глаз (не точно, можно оценить только факт присутствия биения) и с помощью линейки. Линейкой можно измерить величину биения. Для этого прикладываем ее в двух плоскостях: горизонтальной и вертикальной (рис 1.) Если биение в пределах 1-2 мм — это нормально. Если более 2 мм в любой из плоскостей, то диск желательно прокатать на дископраве.
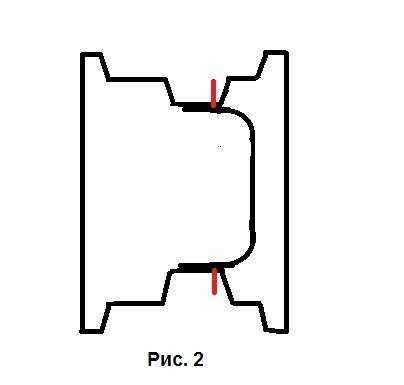
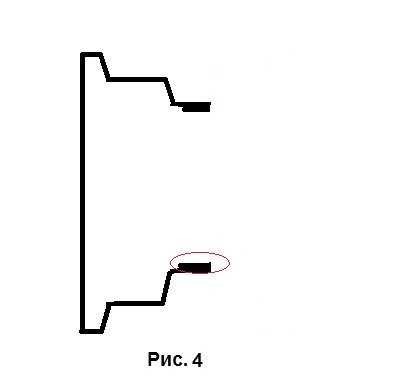
Далее из двух дисков выбираем более ровный, его будем использовать в качестве основы. Не лишним будет подписать его сразу, чтоб потом не запутаться, какие 4 из 8 служат основой. Второй диск будет ободом. После начинается резка. В идеале это делать на токарном станке. Но у кого нет такой возможности, можно отрезать и болгаркой. По своему опыту скажу, что редко у кого получается отрезать ровно с первого раза, но потом это не составит труда! Чтобы отрезать ровно, рисуем линию маркером или клеим толстый скотч (изоленту) и режем по краю скотча. Отрезаем наружный (маленький) обод от диска-основы как показано на рисунке 2. Второй диск режем, как как показано на рисунке 3. В итоге от второго диска остался внутренний обод, который будет наружным на диске-основе. Далее от него надо отрезать часть, которая осталась от диска рис. 4 Сделать это можно двумя способами: либо высверливаем дрелью точки сварки и сбиваем остальное зубилом, либо стачиваем болгаркой эти точки. После стыкуем две половинки будущей разварки (на глаз) и прихватывем тремя-четырьмя сварочными точками на равном расстоянии. Важно: не делать точки большими, чтобы потом можно было подправить центровку обода. Далее одеваем диск на ступицу и вращаем, оценивая биение. При необходимости подстукиваем молотком. После окончательно обвариваем диск. Чтобы диск не повело, варить начинаем с двух или трех равноудаленных точек на окружности распила. Варим от первой точки не сильно длинными стяжками (5-6см), потом переходим на вторую, на третью, и возвращаемся туда, где закончили на первой. И так далее, пока шов не замкнется в круг. Разварка готова! Да, не забудьте на новом широком ободе просверлить отверстие под сосок ( 11,5 мм)!


Способ 2
Изготовление методом вваривания полосы. Как сделать разварки методом вваривания полосы? Здесь нам понадобятся 4 штамповки и полосы металла нужной вам ширины и толщины. Для вазовских дисков хватит 2мм толщины. Для иномарок потолще надо брать. В общем, толщину полосы берем такую же как у диска. Для начала подготавливаем диски, как написано в способе 1. Тут не надо выбирать более ровный, надо, чтоб они все были ровные. Если нет — на дископрав. Далее режем диск как на рис.2. С помощью вот такого дивного приспособления делаем из полосы кольцо.




Привариваем отрезанный обод к кольцу 3-4 точками. Затем кольцо с ободом привариваем к диску также на точки. Далее все повторяется: на ступицу, крутим, подстукиваем молотком, обвариваем. Кстати, длину полосы можно легко посчитать по формуле: L=2Пr, где L — длина полосы, П — «пи»- 3,14, r — радиус окружности распила. Плюсом этого способа является то, что ширину диска можно сделать любую, в отличии от первого способа. Минус — этот способ сложнее, больше подгонки, и два сварочных шва, которые увеличивают шанс «ведения» металла в процессе сварки. Поэтому важно не варить сплошняком из одной точки!
После сварки диски можно свозить на дископрав, но это не обязательно и зависит от мастерства сварщика и желания заказчика! Также многие для прочности обваривают диск с «лицевой» стороны. Это стоит сделать, если шов внутри получился «не очень». Также плохо обработанный шов снаружи очень портит внешний вид.
Если вы собираетесь использовать бескамерные шины, то швы нужно загерметизировать. Для этого подойдет любой герметик. Но необходимо, чтобы на диске были хампы. В противном случае, ставим камеру. Лично я чаще использую камеру, так надежнее, да и «посадить» резину проще (особенно если она намного уже диска).
www.drive2.ru
Разварки своими руками — Лада 2105, 1.5 л., 1996 года на DRIVE2

1
Сделали разварки наконец-то.Сразу скажу огромной спасибо моим друзьям Артему, который заваривал мне все это дело и обеспечил болгарками, дисками и самое главное металлом для пластин, и Денису, который помогал все это дело бить кувалдой, пинать заготовки, матюхаться на весь гараж и пыхтеть изгибая пластину, и позже натягивая резину на диск, без них эта ебо**я с дисками была бы намного дольше и дороже.
Так как не было у нас ни балансировочного станка, ни трубогиба, то пришлось немного повозиться. Вырезали болгаркой пластину шириной в 85 мм и в длину обрезаем до 98 см (потом еще придется подрезать на 2-4 см в зависимости от ситуации), болгаркой и человеческими руками из металлического листа железа в 3 мм. Диск разрезали на машине, поддомкратив заднюю ось и включив 2 передачу.На один диск уходило 3 маленьких круга в 125 мм или одна треть большого круга на большой болгарки. Сразу даю напутствие, когда режете диск на пополам на машине, не отрывайте болгарку от диска, разрезайте одним разом и равным нажатием, не прилагая большого усилия на диск, тогда разрез будет идеально ровный без отклонений и заусенцев.НО так как нам нужен ровный диск, то нам нужно промерить каждую половина диска штангенциркулем и саму пластину и убедиться, чтобы на каждой детали не было отклонений в ширине больше чем на 1 мм, тогда он будет более менее ровный и похож на заводской.Выбираем наименьшую ширину каждой половины диска, а остальную часть шлифуем болгаркой до этой ширины.

2
Если обод будет чуть-чуть гулять восьмеркой, то это норма (в пределах разумного) на езде это не отразиться и если вы посмотрите на стандартный диск, то поймете, что он тоже не идеально ровный. Конечно можно заказать идеально ровную пластину с завода, но это деньги да и плюс нужно искать место, от куда это возможно будет сделать.

3
Как только прихватили начало пластины на большую часть диск, то начинаем гнуть ее рукой и пыхтеть, а другой человек сваркой прихватывает стыки диска и пластины и так до конца. Если вы гнете пластину руками как я (чего бы я не советовал), то она будет согнута и загнута слегка во внутрь, из-за чего вам придется на глаз херачить молотком изнутри, придавая ей больший диаметр, ну а дальше, примерно подогнав все это дело, ставили второе внешнее кольцо диска и на глаз ставите одну точку.

4
Потом все это дело ставите на машину, включаете 1 передачу (или 2) и смотрите как крутиться 2 крайних точки диска, а именно два обода, именно они нам важны, так как на них садиться и упирается резина, внутри как и сама пластина может быть вся кривая, но обод должен быть ровно приварен. Для этого (оооочень зае…но) нужно мерить каждую сторону уровнем и выравнивать их, после, попытки примерно с 3 , вы найдете баланс в ободах и опять прихватите точками, чтобы не повело.
Ну после финишной проверки, обвариваем диск, может так получиться что щели будут доходить до 8 мм между пластиной и верхним диском (все из-за того, что пластину гнули рукой и она получается элипсно-подобной) и счищаем болгаркой сварной шов, смотрим где недоварили и еще раз обвариваем. После чего финишно зачищаем швы изнутри. Снаружи в идеале сварки быть не должно и она туда даже не вылезет, так что там можно смело пескоструить (или как я шкурить на машине ) и красить. Если же есть косячки на месте стыка пластин, то все исправит автомобильная шпаклевка.

5

6

7
Ширина диска получилась 8.5 J резину натянули 175/70 R 13 НО с камерой, так как такую узкую резину натянуть на такой диск без камеры невозможно. Такую резину можно натянуть на диск шириной максимум 9 J.

Мой радостный друг с готовыми разварами
www.drive2.ru
что это, плюсы и минусы, как делают своими руками
Всем доброго времени суток! Тюнинг автомобилей является многогранной и разносторонней процедурой, начиная от серьезных технических доработок двигателя и подвески, заканчивая простейшими визуальными изменениями. Сегодняшней темой разговора станет разварка дисков.
Далеко не все знают, что это такое, для чего делают разварку и к какому результату она в итоге может привести.
Такой вид тюнинга ориентирован на автомобилистов, которых не устраивает стандартный внешний вид своей машины, им хочется сделать что-то действительно необычное. Могу сказать, что разварку можно сделать своими руками. Само изготовление выполняется 2 основными способами. Но прежде хочу ответить на другие вопросы. Главным из них выступает такой — стоит ли ставить себе на автомобиль разваренные колесные диски.

Когда появился подобный тюнинг
В таких городах как Москва, Спб, Минск или Киев можно встретить довольно большое количество автовладельцев, на машинах которых установлены разваренные диски.
Хотя многие считают это прерогативой сугубо спортивных машин, разварку без проблем ставят на Газель, автомобили УАЗ. Даже для Оки такой тюнинг не под запретом.
Если заглянуть в историю автотюнинга именно в России, то тут первые образцы автомобилей со сваренными колесными дисками появились примерно в середине 70-х годов прошедшего 20 века. С такими колесами ездили машины, принимающие участие во всевозможных соревнования и состязаниях. Фактически установка разварки давала им определенное преимущество при движении, поскольку на машине могли располагаться более широкие шины.
Чаще всего разварку делают поклонники такого вида соревнований на автомобилях как дрифт или дрифтинг.
Это обусловлено тем, что измененные диски обеспечивали лучшую маневренность и надежность при удержании автомобиля на треке.

Популяризация тюнинга нарастала стремительными темпами. Подобные решения можно встретить на множестве автомобилей.
К числу популярных машин, на которых можно встретить разваренные диски, относятся:
- Nissan 350Z;
- Nissan 370Z;
- Toyota Mark 2;
- Toyota Chaser;
- Nissan Skyline;
- Mitsubishi Lancer;
- Honda S2000;
- Honda Civic;
- Ford Mustang;
- Dodge Charger и пр.
Но этими автомобилями перечень не ограничен.
Самое главное понять, что это такое, зачем нужна разварка и стоит ли вообще ее применять на собственном транспортном средстве.

Способы и виды разварки
В настоящее время нет никаких проблем с тем, чтобы выбрать диски и установить необходимый комплект на собственный автомобиль. Цена на изделия зависит от целого ряда факторов.
Но что вы скажете на то, что некоторые из двух дисков делают всего один? То есть фактически для оснащения автомобиля 4 колесами потребуется купить 4 диска. Именно это и называют разваркой. Хотя объективно это не единственный способ. Суть процедуры заключается в том, чтобы увеличить по ширине штампованный диск для транспортного средства. А вот в случае литых изделий такой фокус не пройдет. Работают мастера и обычные гаражные умельцы со штампованными автомобильными покрышками. Само изготовление бывает самостоятельным и заводским.
В случае с заводским производством специалисты просто делают изначально более широкие диски. Они отличаются тем, что стоят очень дорого, а сам тираж ограничен.
Для владельца недорогой машины покупка заводского комплекта наверняка не вариант. Объективно очень дорого, и тратить на это деньги готовы лишь единицы.

Потому они идут альтернативным путем. А именно выполняют разварку своими руками. Но как сделать из двух дисков одно изделие, подходящее для установки на автомобиль?
Фактически есть 2 способа.
- Первый вариант простой, но по цене наиболее дорогостоящий. Тут потребуется взять 2 диска, сварить их друг с другом. Крайне важно выполнить разрез в строго определенном месте. Высокая стоимость обусловлена необходимостью покупки сразу 2 комплектов изделий для оснащения 4 колес машины;
- Второй способ дешевле, но тяжелее в реализации. Тут потребуется задействовать дополнительную полосу из металла. Ее вырезают, закругляют. Один диск разрезается пополам, и между этими половинками вваривается полоса металла. Плюс способа в том, что ограничения по ширине создаваемой разварки фактически отсутствуют.
Насколько это целесообразно и необходимо, судите сами. В сети можете найти множество видео о том, как это делается и по итогу выглядит. Главное, чтобы было реально подобрать шины по диску для полученных размеров.
В некоторых случаях, чтобы установить разваренный диск, придется резать еще и колесную арку на машине.
Дальше остается лишь выполнить порошковую покраску диска и привести его в надлежащее внешнее состояние.
Преимущества и недостатки
А теперь, как по мне, самое главное. Хочу объективно посмотреть на плюсы и минусы подобного вида тюнинга.
Из преимуществ выделяют только 2 пункта. Это эффектный и необычный внешний вид, а также возможность обеспечить лучшую стабильность и устойчивость для автомобилей, которые участвуют в соревнованиях по дрифту. Но в основном разварку используют для выставочных машин, не предназначенных для повседневной эксплуатации.

А вот недостатков куда больше. Причем многие минусы непосредственно влияют на характеристики, эксплуатационные показатели и долговечность машины:
- очень тяжело порой подобрать шины с нужными параметрами;
- слишком узкая резина в любом момент может просто соскочить с диска;
- значительно увеличивается нагрузка на подвеску авто;
- такие конструкции сложно устанавливать;
- накачать шины на разваренных дисках реально только методов взрыва;
- машины с такими дисками не пройдут технический осмотр;
- к авто с разваркой повышенное внимание со стороны сотрудников ДПС и ГИБДД;
- за разварку легко получить штраф;
- высока вероятность того, что машину заберут на штрафстоянку.
Как по мне, в разварке нет совершенно никакого практического смысла. Да, это красиво и внешне эффектно. Но не более того.
А что на этот счет думаете вы? Какие аргументы можете привести за или против рассмотренного вида тюнинга? Возможно, вам есть что противопоставить представленным аргументам.
Подписывайтесь, оставляйте комментарии, задавайте вопросы и рассказывайте своим друзьям о нашем проекте!
pricep-vlg.ru
Ремонт и Доработка» на DRIVE2
Здравия желаю!
С праздником, мужики!
Сегодня хочу поделиться своим опытом изготовления разварок на ВАЗ своими руками.
Девизом сей записи можно считать слова: «дело было в автосервисе, делать было нечего». Вот и решил заморочиться и создать разварки из восьми R13 дисков.

Полный размер
Разварки на ВАЗ своими руками
По уже сложившейся моей традиции привожу список необходимого материала для изготовления разварок на ВАЗ своими руками.
Инструмент:
1 — Болгарка + обязательно защитные очки (!)
2 — Дрель
3 — Сварочный аппарат
4 — Ступица заднего колеса\оправка\токарный станок\специально изготовленная приспособа
5 — Очень прямые руки из того места
Расходники:
1 — Отрезные круги (1,2 мм)
2 — Электроды
3 — Сверло 11,5 мм по металлу
4 — Круг для грубой шлифовки
5 — Краска (+краскопульт — по желанию)
6 — Молоток, зубило, минусовая прочная отвертка
7 — Диски колесные штампованные (более-менее ровные)
8 — Вагон терпения
Прежде чем начать, скажу сразу — хоть со стороны все выглядит предельно просто, не стоит даже начинать без чего-либо, описанного в списках выше. В дополнение также скажу: из полос разварки делать не делал, не делаю и делать не буду — дорого, муторно и менее надежно.
Вот такая гора дисков нам понадобится для работы:

Полный размер
Штампы ждут своей участи
А теперь начнем.
1 — Подготавливаем основу.
Закрепляем диск — основу и отрезаем ненужный кусок металла, чтобы осталась только основа. Пилим очень аккуратно, чтобы не зацепить саму основу.

Полный размер
Готовая основа для разварки с отрезанной лишней частью
Перед тем, как отрезать данный кусок металла с диска — его нужно хорошенько закрепить. Я закреплял на балансировочном станке. Простые смертные могут закрепить на задней ступице авто — разницы особой нет. Единственное — пилить на балансировочнике удобнее) Вот фото уже подготовленной основы для разварки.

Полный размер
Закрепленная основа для разварки

Полный размер
Четко отрезанная основа — металл не запилен
2 — Отпиливаем полки от «доноров»
Здесь все похоже на предыдущую операцию. Разрез производим в том же месте, что и у основы!
Только пилить донорский диск нужно насквозь — чтобы осталась только полка. Основу диска (с отверстиями под болты) можно выкинуть.
3 — Удаляем излишки металла с полки.
Это самый, пожалуй, важный пункт.
Самое простое — высверлить точечную сварку (на четвертом фото очень хорошо видны эти злополучные точки). Но для меня это не вариант — потом отверстия придется заваривать\зачищать\снова заваривать.
Другой способ — стачивать тот самый лишний металл болгаркой с шлифовальным кругом по местам самой точечной сварки. Довольно-таки муторно и сложно, но что делать…
Получим примерно следующее: три точки-три запила. Но на диске у нас четыре группы по три точки => итого имеем 12 точек, уфффь! На разных дисках, кстати, количество точек может отличаться, но не сильно.
Далее — зубилом, либо толстой минусовой отверткой сшибаем лишний пропиленный болгаркой металл. Главное — не выдрать точечную сварку с корнями. Иначе придется заваривать дыру)

Полный размер
Процесс удаления лишнего металла с полки

Полный размер
Полка без металла. На точках видны следы на краске от сильного нагрева во время шлифовки
Вот так выглядит наша полка изнутри. На сильные борозды можно не обращать внимание: они будут исправлены сваркой, но их можно немножко подшлифовать для самоуспокоения.

Полный размер
Полка без металла
После того, как основы подготовлены, а полки избавлены от лишнего металла — соединяем их воедино.

Полный размер
Полки сняты

Полный размер
Полки надеты
4 — Центруем — прижимаем — привариваем нашу основу и полку.
Примеряем, центруем. прижимаем. Берем сварочный аппарат, электроды я использовал 3 мм и привариваем полку к основе. Важно: прихватывать нужно в четырех диаметрально-противоположных местах! Иначе диск поведет и ничего хорошего из задуманного не выйдет. Провариваем диск изнутри и снаружи — здесь советов дать не могу, все итак вроде понятно. После сварочных работ не забываем просверлить сверлом на 11,5 мм отверстие для вентиля!

Полный размер
Ваш покорный слуга занят важным делом
В итоге получим примерно следующее:
www.drive2.ru
Разварки на ВАЗ своими руками — Сообщество «Кулибин Club» на DRIVE2
Привет всем! Сегодня хочу поделиться своим опытом изготовления разварок на ВАЗ своими руками.
Девизом сей записи можно считать слова: «дело было в автосервисе, делать было нечего». Вот и решил заморочиться и создать разварки из восьми R13 дисков.

Разварки на ВАЗ своими руками
По уже сложившейся моей традиции привожу список необходимого материала для изготовления разварок на ВАЗ своими руками.
Инструмент:
1 — Болгарка + обязательно защитные очки (!)
2 — Дрель
3 — Сварочный аппарат
4 — Ступица заднего колеса\оправка\токарный станок\специально изготовленная приспособа
5 — Очень прямые руки из того места
Расходники:
1 — Отрезные круги (1,2 мм)
2 — Электроды
3 — Сверло 11,5 мм по металлу
4 — Круг для грубой шлифовки
5 — Краска (+краскопульт — по желанию)
6 — Молоток, зубило, минусовая прочная отвертка
7 — Диски колесные штампованные (более-менее ровные)
8 — Вагон терпения
Прежде чем начать, скажу сразу — хоть со стороны все выглядит предельно просто, не стоит даже начинать без чего-либо, описанного в списках выше. В дополнение также скажу: из полос разварки делать не делал, не делаю и делать не буду — дорого, муторно и менее надежно.
Вот такая гора дисков нам понадобится для работы:

Штампы ждут своей участи
А теперь начнем.
1 — Подготавливаем основу.
Закрепляем диск — основу и отрезаем ненужный кусок металла, чтобы осталась только основа. Пилим очень аккуратно, чтобы не зацепить саму основу.

Готовая основа для разварки с отрезанной лишней частью
Перед тем, как отрезать данный кусок металла с диска — его нужно хорошенько закрепить. Я закреплял на балансировочном станке. Простые смертные могут закрепить на задней ступице авто — разницы особой нет. Единственное — пилить на балансировочнике удобнее) Вот фото уже подготовленной основы для разварки.

Закрепленная основа для разварки

Четко отрезанная основа — металл не запилен
2 — Отпиливаем полки от «доноров»
Здесь все похоже на предыдущую операцию. Разрез производим в том же месте, что и у основы!
Только пилить донорский диск нужно насквозь — чтобы осталась только полка. Основу диска (с отверстиями под болты) можно выкинуть.
3 — Удаляем излишки металла с полки.
Это самый, пожалуй, важный пункт.
Самое простое — высверлить точечную сварку (на четвертом фото очень хорошо видны эти злополучные точки). Но для меня это не вариант — потом отверстия придется заваривать\зачищать\снова заваривать.
Другой способ — стачивать тот самый лишний металл болгаркой с шлифовальным кругом по местам самой точечной сварки. Довольно-таки муторно и сложно, но что делать…
Получим примерно следующее: три точки-три запила. Но на диске у нас четыре группы по три точки => итого имеем 12 точек, уфффь! На разных дисках, кстати, количество точек может отличаться, но не сильно.
Далее — зубилом, либо толстой минусовой отверткой сшибаем лишний пропиленный болгаркой металл. Главное — не выдрать точечную сварку с корнями. Иначе придется заваривать дыру)

Процесс удаления лишнего металла с полки

Полка без металла. На точках видны следы на краске от сильного нагрева во время шлифовки
Вот так выглядит наша полка изнутри. На сильные борозды можно не обращать внимание: они будут исправлены сваркой, но их можно немножко подшлифовать для самоуспокоения.

Полка без металла
После того, как основы подготовлены, а полки избавлены от лишнего металла — соединяем их воедино.

Полки сняты

Полки надеты
4 — Центруем — прижимаем — привариваем нашу основу и полку.
Примеряем, центруем. прижимаем. Берем сварочный аппарат, электроды я использовал 3 мм и привариваем полку к основе. Важно: прихватывать нужно в четырех диаметрально-противоположных местах! Иначе диск поведет и ничего хорошего из задуманного не выйдет. Провариваем диск изнутри и снаружи — здесь советов дать не могу, все итак вроде понятно. После сварочных работ не забываем просверлить сверлом на 11,5 мм отверстие для вентиля!

Ваш покорный слуга занят важным делом
В итоге получим примерно следующее:

Нормальный такой сварной шов

Разварка. Вид снаружи.
Разварки получаются примерно 7,5J. Сравните сами:

Сравнение ширины разварки и стандартного диска ВАЗ
5 — Герметизируем шов и красим наши разварки
Шов спокойно герметизируется шовным герметиком. Да и вообще, если нормально проваривать — герметизация в принципе не понадобится. Либо понадобится, но в маленьких количествах.
Далее — придаем эстетический внешний вид наших разварок. Процесс покраски достаточно прост. Подготавливаем поверхность — шкурим, грунтуем, красим. Лично мне нравится белый цвет, но можно и в 2-3 разных ядовито-кислотных покрасить, кому что нравится.

Готовый покрашенный комплект-2
6 — Надевание резины на разварки ВАЗ
После всех манипуляций с краскопультом и последующей сушкой пора бы и приступить к самому интересному — натягиванию резины на наши разварки и установку оных на авто. Скажу сразу — натягивал в одного и без взрыва. Как? Вот так! 🙂
Забортовыв
www.drive2.ru