Хонинговка циллиндров двигателя. Стоит делать или нет? | SUPROTEC
Хонинговка блока цилиндров – что это такое
Хонинговка двигателя – операция, когда на стенки цилиндров наносится сеть рисок глубиной на порядок меньше 0,05 миллиметра. Очень важно точно выдержать направление и частоту нанесения рисок. Требование одинаково и тогда обрабатываются предварительно расточенные до нужного размера и отполированные детали.
Правильно хонингованная поверхность имеет определенную степень шероховатости, помогающую удерживать достаточное количество моторного масла. Это обеспечивает защиту от износа и герметичность пары гильза-поршень.
Когда нужна хонинговка
Невозможно точно сказать, когда мотору понадобится расточка и хонинговка блока цилиндров – все очень индивидуально. Степень износа зависит от ряда факторов: качества бензина и моторного масла, стиля езды, работы охлаждающей системы и других параметров. Как правило, подобный ремонт требуется моторам с пробегом от 100 000 км.
Профессиональные автослесари-мотористы достаточно точно определяют, когда появились задиры, и мотору требуется хонинговка. Если вы заметите какой-либо из нижеперечисленных признаков, значит, нужно показать автомобиль специалисту:
Сизый дым появляется, когда поршневое кольцо не может полностью собрать масло с поверхности цилиндра, и оно сгорает вместе с бензином. Это следствие изменившейся геометрии внутреннего канала, по которому двигается поршень. Расход смазки увеличивается по этой же причине.
Провалы на холостом ходу и потеря мощности тоже обусловлены нарушением геометрии изношенного цилиндра. Поршневые кольца уже не так плотно прилегают к стенкам цилиндра блока, появляются микроскопические зазоры, через которые газы прорываются в картер. В камере сгорания падает компрессия, что и становится причиной падения мощности.
Проскальзывающие мимо поршня продукты сгорания, не выполняют полезную работу, просто пролетают в картер. При одинаковой работе такой двигатель расходует больше горючего, чем полностью исправный агрегат.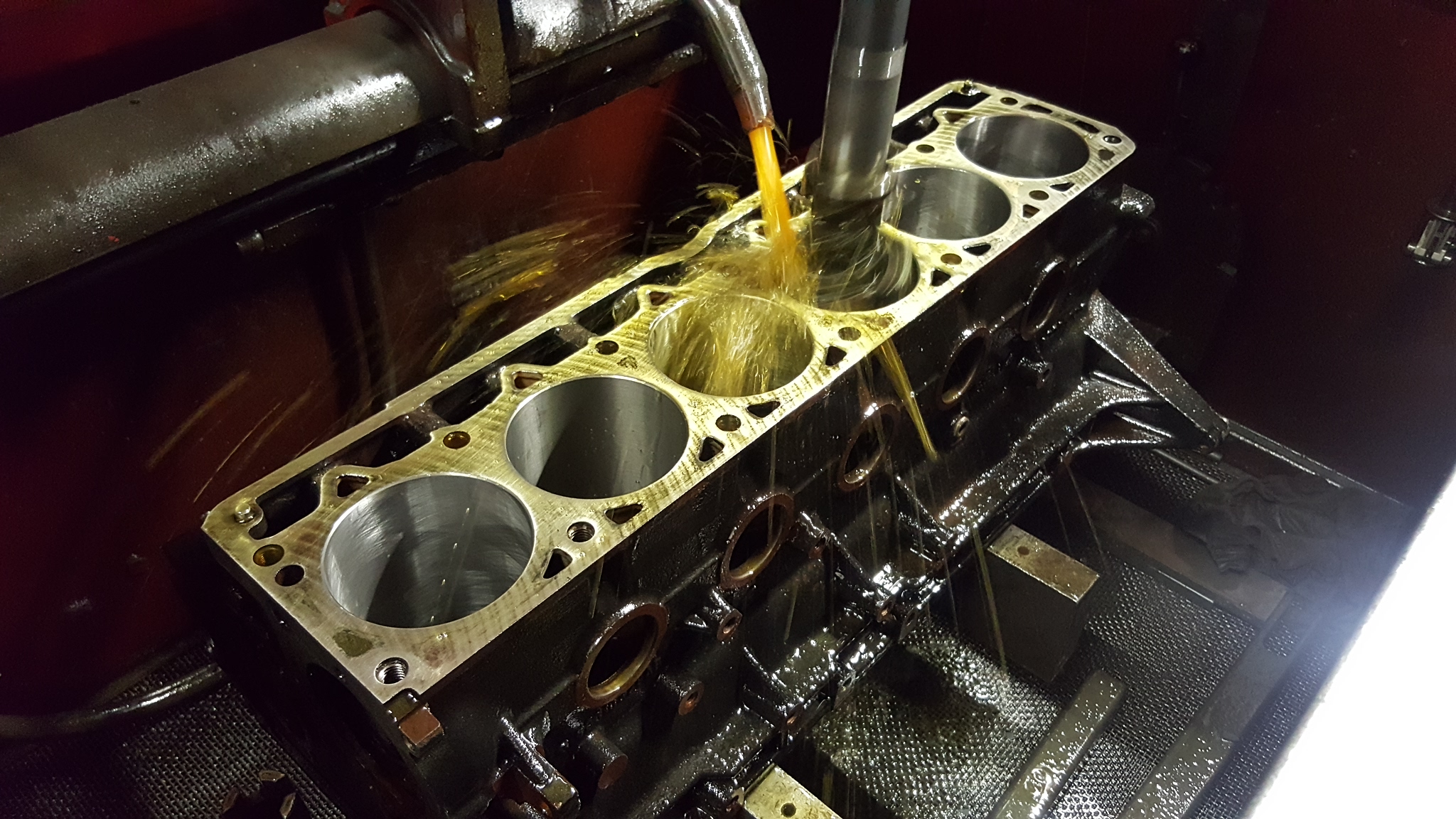 Отсюда повышенный расход топлива.
Отсюда повышенный расход топлива.
Что делать, если в моторе появились задиры
Выше уже отмечалось, что с задирами необходимо бороться сразу же. Если игнорировать проблему, состояние мотора быстро ухудшится. Износ будет идти по нарастающей: небольшая неисправность станет причиной следующей. Проблемы будут нарастать как снежный ком.
Если задиры еще совсем небольшие
Когда задиры совсем небольшие, можно решить проблему, не разбирая двигатель. Если износ не превосходит десятых долей миллиметра, купите и залейте в масло специальную присадку, например, Active Plus от российской компании «Супротек».
Это средство образует металлическую защитную пленку на парах трения. Специальная структура слоя позволяет восстанавливать изношенные поверхности (при небольших отклонениях от стандартных размеров и геометрии).
Необходимо строго следовать инструкции, как в случае применения трибосостава Suprotec, так и при использовании средств от других производителей. Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Когда присадки не помогают
Если применение присадок не дало нужного результата, значит, задиры уже слишком большие. В этом случае требуется расточка и хонинговка цилиндров ДВС. Эту операцию можно заказать в автомобильной мастерской, или выполнить самостоятельно.
Браться за хонинговку цилиндров своими руками следует только, если вы владеете навыками слесарного дела. Необходимо выдержать высокую точность: рисунок, образуемый на металле должен быть равномерным, штрихи должны сходиться под одинаковым углом.
Для этой работы потребуется специальное приспособление для хонинговки – хон. Выпускают два типа этих устройств – в виде «ершика» и в виде конструкции из трех брусков на центральном стержне. В гаражных условиях лучше использовать «ершик». Насадка с точильными камнями больше подходит для расточных станков.
- Хон нужно вставить в патрон дрели.
 Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем. Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать.
Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем. Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать. - На всем протяжении операции необходимо следить, чтобы обрабатываемая поверхность и приспособление для хонинговки цилиндров орошались достаточным количеством смазывающей жидкости. Как правило, используется керосин или его смесь с маслом.
- По завершении операции нужно обязательно очистить двигатель от стружки остатков абразивного материала. Используйте мыльный раствор, чтобы смыть все твердые частицы. Когда стенки высохнут, обработайте их специальным маслом, препятствующим коррозии.
- После хонингования рекомендуется дать двигателю некоторое время, чтобы пара цилиндр-поршень приработалась. В этот период следует избегать перегрузок, внимательно следить за качеством и объемом моторного масла.
 Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем. Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать.
Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем. Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать.Чтобы сделать процесс приработки более качественным и щадящим, можно использовать трибосостав Suprotec Active Plus и аналог. Преимущество средства российского производства – лояльная цена. По эксплуатационным характеристикам «Супротек Актив Плюс» не имеет зарубежных аналогов.
Преимущество средства российского производства – лояльная цена. По эксплуатационным характеристикам «Супротек Актив Плюс» не имеет зарубежных аналогов.
Главное преимущество хонинговки своими руками в том, что двигатель не обязательно демонтировать с автомобиля. Это сильно сокращает время выполнения операции. В тоже время следует помнить, что при высокой степени износа цилиндров эта мера не поможет – обязательно нужна расточка, полировка и затем хонингование.
Профессиональные услуги
Если износ уже значительный (например, когда эллипсность цилиндра превышает 0.1 мм, а конусность – 0.2 мм), необходимо проводить расточку цилиндров до ремонтного размера. В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
Как выполняется расточка
На первом этапе гильза растачивается на малой скорости. Из-за высокой прочности сплава большие скорости противопоказаны – пострадает точность. При обработке металла на малых скоростях верхний слой подвергается структурным разрушениям, поэтому его необходимо удалить. Для этого и нужна хонинговка. Эта технологическая операция позволяет исправить мелкие огрехи, которые неизбежны при расточке. Обработка хонами позволяет довести канал цилиндра до идеально круглой формы (при правильном хонинговании эллипсность составляет не более 0.03 мм).
Хонинговка после расточки выполняется в два этапа. Сначала стенки обрабатываются крупным абразивом. Затем производится доводка брусками с мелким зерном. Двигатель и станок надежно закрепляются на специальном стенде. В рабочую зону непрерывно подается охлаждающе-смазывающая жидкость. На заключительном этапе обязательно выполняется промывка обработанной поверхности мыльным раствором, чтобы удалить стружку и частицы абразива. В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.
В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.
Чтобы снизить износ деталей при приработке узла «поршневое кольцо-гильза», рекомендуется использовать присадку для двигателя «Актив Плюс» от компании «Супротек». Этот триботехнический состав специально разработан, чтобы создать условия для комфортной работы силового агрегата. Состав оптимизирует зазоры в парах поршень-гильза, благодаря чему выравнивается компрессия по цилиндрам. Также Suprotec Active Plus повышает эффективность работы гидрокомпенсаторов, улучшая смазку работающих узлов. Все эти факторы позволяют избежать излишнего износа деталей на стадии приработки.Также трибосостав «Актив Плюс» можно использовать для профилактики задиров на любых бензиновых двигателях, в том числе и оснащенных турбинами. Это дешевле, чем ремонтировать изношенную цилиндропоршневую группу.
Последствия задиров и варианты решения
Признак | Проблема | Решение |
Повышенный расход масла | Поршневое кольцо не снимает остатки смазки со стенки цилиндра, угар | 1. 2. Если триботехнический состав не помог, в запущенных случаях – расточить и хонинговать блок цилиндра. |
Сизый цвет выхлопа | Относительно большое количество масла сгорает вместе с топливом, значительный угар | 1. Залить в масло триботехнический состав «Супротек Актив Плюс». 2. Если состав не решил проблему, хонинговать цилиндры. 3. В тяжелых случаях – расточить и хонинговать блок цилиндров. |
Нестабильная работа двигателя на ХХ | Неплотное сопряжение пары поршень-гильза. | 1. Использовать трибосостав Active Plus от компании Suprotec. 2. Если первый пункт не помог – хонингование цилиндра. 3. При большой выработке, глубоких задирах – расточка и хонингование БЦ. |
Снижение мощности мотора | Часть газов прорывается сквозь сопряжение поршня с цилиндром, не выполняя полезной работы | 1. 2. Если трибосостав не справился, провести хонинговку цилиндров блока. 3. В запущенных случаях – расточить и хонинговать цилиндры. |
Повышенный расход горючего | Прорыв рабочих газов из камеры сгорания сквозь зазоры сопряжения пары «поршень-гильза». Мотору требуется больше топлива для достижения нужной мощности | 1. Использовать триботехническое средство «Супротек Актив Плюс». 2. Если первый пункт не решил проблему – осуществить хонингование цилиндров блока. 3. В запущенных случаях применить расточку и хонингование БЦ. |
 Добавить в масло средство Active Plus от компании Suprotec.
Добавить в масло средство Active Plus от компании Suprotec.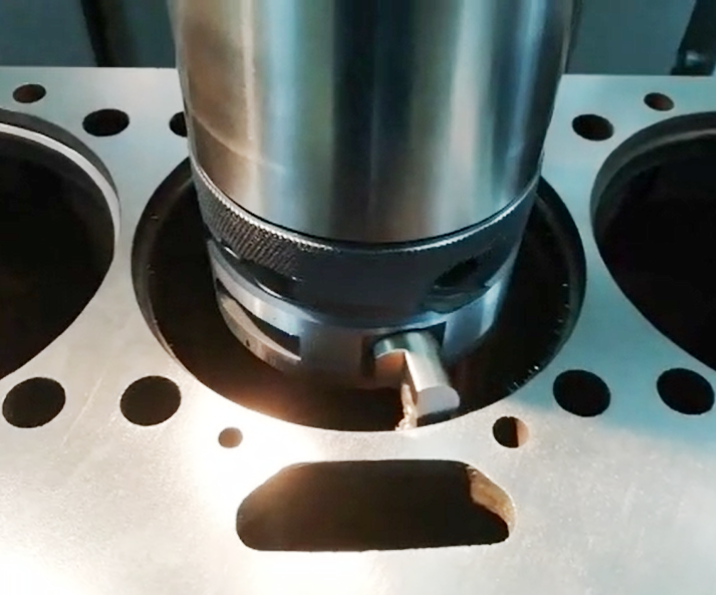 Добавить в масло средство «Актив Плюс Бензин» от компании «Супротек».
Добавить в масло средство «Актив Плюс Бензин» от компании «Супротек».Надеемся, наша статья помогла разобраться, нужна ли вашему «стальному коню» хонинговка цилиндров. Рекомендуем внимательно следить за состоянием двигателя, ведь это «сердце» автомобиля, без которого «ласточка» превращается в груду металла.
Хонингование цилиндров: что это такое?
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.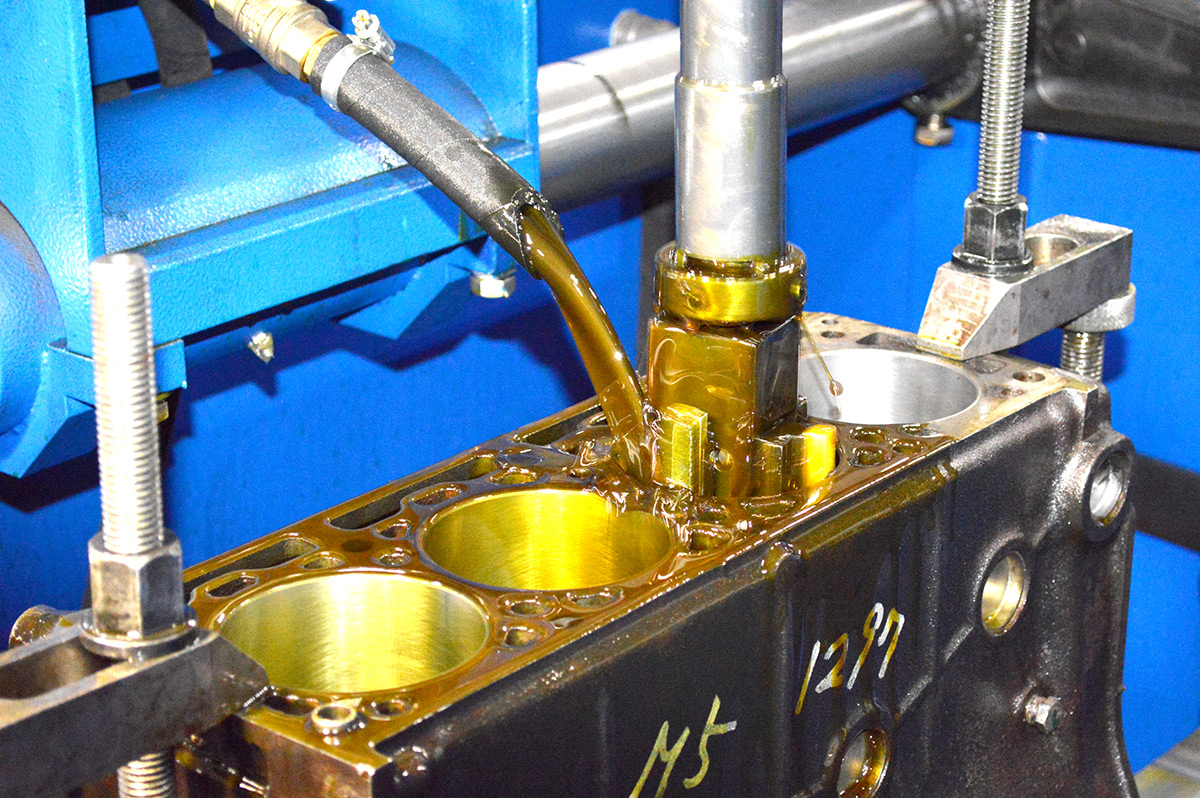
Содержание статьи
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование. Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже.
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Завершением процесса хонинговки цилиндров можно считать финишную чистку поверхностей при помощи специальной абразивной пасты. Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
 Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
 youtube.com/embed/TQidw6egXgs» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/TQidw6egXgs» allowfullscreen=»allowfullscreen»/>Читайте также
Механика. Расточка блока цилиндров двигателя. Хонингование.
Хонингование – операция финишная и… самостоятельная
(фото: хонингование цилиндров двигателя)
Создать сетку
Поскольку наша тема хонингование, напомним – что же это за операция такая. Вдруг кто-то забыл. Так вот, хонингование – это финишная обработка поверхностей цилиндров при капитальном ремонте двигателя. Проводится на специальных станках особым инструментом – хоном, совершающим возвратно-поступательное и вращательное движение.
Хонингование позволяет:
- обеспечить окончательный размер цилиндра с точностью до сотых долей мм;
- создать сетку хона, необходимую для удержания масляной пленки на стенках цилиндров.
Когда же оно применяется – хонингование? Об этом далее.
Хонингование, расточка, гильзовка
Ответ на вопрос «Что делать с изношенным блоком цилиндров?» может быть коротким: ремонтировать. А вот ответ развернутый потребует чуть больше времени и слов.
А вот ответ развернутый потребует чуть больше времени и слов.
В один далеко не прекрасный момент водитель чувствует: с мотором что-то не так. Мощность-то он развивает, но не столь резво как раньше. Масло «подъедает».. Да и выхлоп подтверждает: масло горит, запах этот ни с чем не спутаешь.
И обращается водитель в сервис, обычный, недорогой. Но правильный диагноз там могут поставить не всегда. А значит, и ремонт эффективным не будет. Говорите, расход масла увеличился? Сальники в порядке, значит, блок цилиндров изношен. Мы вам кольца новые поставим – и езжайте себе дальше. Вот и вся диагностика.
А всегда ли поможет простая замена поршневых колец? Далеко не всегда. А вот навредить может легко. Дело в том, что у изношенного цилиндра нарушена геометрия. И новые кольца, установленные в такой цилиндр, ее не исправят. И нормально работать новые кольца тоже не будут.
И хорошо, если владелец автомобиля обратится к профессионалам на специализированное моторное предприятие. Например, в компанию «Механика». А там начнут с обстоятельной диагностики состояния цилиндров. И прежде всего с тщательных замеров износа и искажений геометрии.
Например, в компанию «Механика». А там начнут с обстоятельной диагностики состояния цилиндров. И прежде всего с тщательных замеров износа и искажений геометрии.
Здесь есть четкие критерии:
1.Износ в области верхней мертвой точки (ВМТ) поршня – этакая «ступенька» на зеркале цилиндра. Критической считается величина порядка 0,05 мм. При большем износе условия работы колец резко ухудшаются.
2.Эллипсность цилиндра, нарушающая плотность прилегания колец к зеркалу. Критическая величина – около 0,03 мм.
В совокупности оба фактора приводят к падению компрессии, прорыву отработавших газов в картер (старение масла при этом резко ускоряется!) и упомянутому расходу самого масла.
Оценив износ, специалисты вынесут вердикт. Здесь может быть три варианта ремонта.
Во-первых, только хонингование. Специалисты «Механики» скажут: выработка мала, цилиндры можно дохонинговать без расточки, восстановить сетку, заменить кольца. Еще поездите, зато сэкономите на поршнях ремонтного размера.
Здесь хонингование выступает в двух ипостасях: как финишная и как самостоятельная операция. Но такие случаи, когда можно обойтись одним лишь хонингованием, редки, и отследить их могут лишь профессионалы.
Во-вторых, расточка цилиндров в ремонтный размер с последующим финишным хонингованием.
Расточке мы посвятим отдельную статью. А пока отметим, что ее назначают, когда устранить износ одними только хонинговальными брусками невозможно.
Расточка убирает и эллипсность, и конусность и ступеньку выработки цилиндра в зоне ВМТ поршня. Это самый распространенный случай ремонта.
И, наконец, в-третьих, гильзовка. Ее проводят, когда последний ремонтный размер уже выбран и расточка цилиндров невозможна. Но хонингование, как финишная операция, присутствует и в этом случае.
Таким образом, хонингование проводится всегда! При любом варианте ремонта блока из трех названных.
(фото: финишная обработка поверхности цилиндров после расточки)
Хонингование в цифрах
Каковы возможности хонингования по съему металла? Расточка или гильзовка оставляют под финишную обработку припуск величиной в «десятку» (0,1 мм). Или чуть больше – 0,15 мм. Дальше за дело берется хон.
Или чуть больше – 0,15 мм. Дальше за дело берется хон.
Собственно хонингование проводится в три этапа на одном и том же станке.
Этап 1. Работают грубые бруски. Они уменьшают припуск до 0,05 мм.
Этап 2. Мастер меняет бруски на чистовые, которые выводят поверхность цилиндра в окончательный размер. Они же создают правильный рисунок сетки. Теперь масляная пленка будет надежно удерживаться на стенках цилиндра, а излишки масла будут сбрасываться маслосъемными кольцами в картер двигателя.
Этап 3. Чистовые бруски заменяются щетками из нейлоновых нитей с кремниевыми кристаллами. Щетки убирают острые вершины хонинговальных рисок и заусенцы. Образно говоря, обеспечивают «суперфинишную» обработку после финишной.
«Изюминка» хониногования
И все же скептики могут спросить: всегда ли нужно хонингование? Нельзя ли в некоторых случаях обойтись одной расточкой цилиндров – например, на каких-нибудь суперточных станках?
Что мы им ответим? Теоретически да, возможно.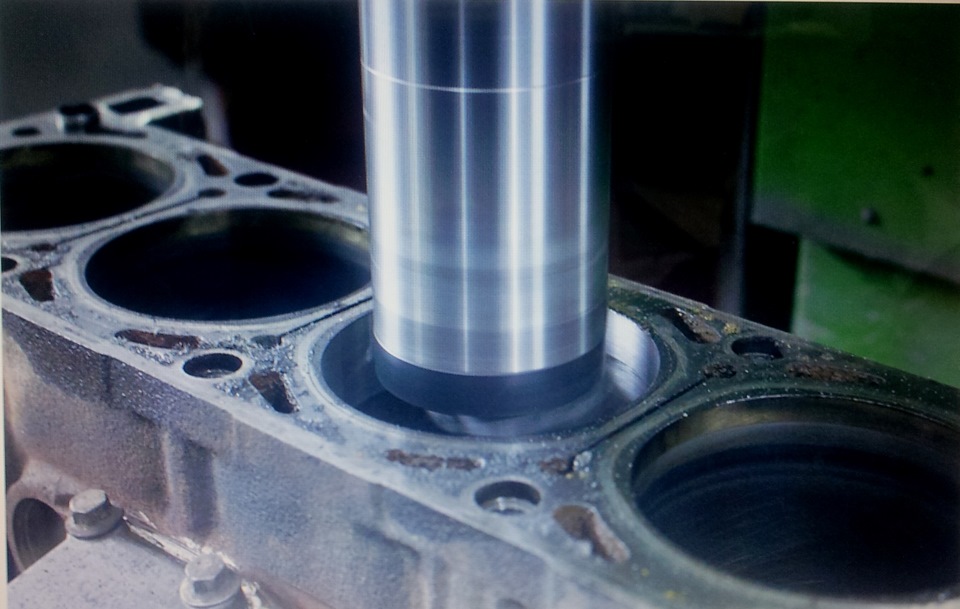 Особенно если вы не ждете от восстановленного двигателя большого ресурса. А почему ресурс будет небольшим? А потому что вы забыли про хонинговальную сетку, с которой начался этот рассказ. Резцом ее не получишь.
Особенно если вы не ждете от восстановленного двигателя большого ресурса. А почему ресурс будет небольшим? А потому что вы забыли про хонинговальную сетку, с которой начался этот рассказ. Резцом ее не получишь.
Но и это еще не все. Вспомним: что такое чугун? Это сплав, смесь мягкого железа (собственно Fe), карбида железа Fe3C и чистого углерода в виде графита. Свойства процесса резания чугуна таковы, что резец не только снимает стружку, но и «размазывает» мягкое железо по цилиндру. Кольца по такой поверхности работать будут, но недолго – масло на ней не держится.
А финишная операция хонингования не только формирует сетку, удерживающую моторное масло, но и убирает пленку железа со стенок цилиндра. Делается это при малых контактных напряжениях и небольших скоростях резания – можно сказать, «нежно». При этом открываются зерна графита – а графит не только улучшает структуру сетки, делая ее однородной, но и сам является твердой смазкой.
Вот и получается, что в профессиональной технологии ремонта без хонингования не обойтись.
Но почему «Механика»?
Выше мы упомянули фирму «Механика» – и неспроста. Это признанный эксперт в деле моторного ремонта. А вот и аргументы.
Автомобильные двигатели стремительно меняются. Увеличивается мощность при одновременном сокращении размеров агрегата. Термическая и механическая нагрузка на детали растет. А значит, совершенствуются конструкционные материалы для поршневых колец, поршней и блоков цилиндров. Меняются и сами кольца – уменьшается их высота, а число колец сокращается.
Все это необходимо знать, непрерывно отслеживать все новости отрасли, и прежде всего – инновационные решения производителей двигателей.
Так вот, сотрудники «Механики» держат руку на пульсе мирового автопрома. Но не забывают и классические технологии. Поэтому здесь отремонтируют и старый добрый «атмосферник», и новейший турбированный агрегат, рожденный под флагом downsizing.
Как уже говорилось, здесь проводят точную диагностику. А значит, выбирают правильную технологию ремонта.
В этой компании великолепный станочный парк, включая современные хонинговальные станки Sunnen. А работают на них опытные мастера. Эти не «прослабят» допуски, они чувствуют металл интуитивно.
(фото: станок для хонингования бц)
Инструмент – хонинговальные бруски и щетки – здесь импортные. Смазочно-охлаждающая жидкость (СОЖ) высшего качества. Она омывает инструмент и блок во время операции, тут же фильтруется и вновь подается в рабочую зону.
Не забудем и выходной контроль
Углы хонингования соответствуют требованиям, шероховатость тоже. А чему удивляться, «Механика» применяет европейские технологии, а такие проверки там обязательны.
Итак, хонингование проведено. Зеркало цилиндров готово под новые кольца. А в случае ремонтного размера – под новые поршни с кольцами. И двигатель снова будет наматывать километры.
Автор: Юрий Буцкий, к.т.н.
Блок цилиндров: расточка или хонингование? / Ремонт двигателей
Вопрос, который мы вынесли в название статьи, может показаться читателю, по меньшей мере, странным. Поскольку хорошо известно, что изношенные цилиндры блока принято сначала растачивать, а затем хонинговать в увеличенный (ремонтный) размер, тем самым обеспечивая восстановление геометрии каждого цилиндра и зазора между ним и поршнем.
Между тем наш вопрос вполне закономерен. Почему, спросите? Попробуем объяснить…
Прежде чем погрузиться в «дебри» ремонтных технологий, ответим еще на один простой вопрос, являющийся ключевым: зачем вообще нужно растачивать и хонинговать цилиндры, какова цель всех этих операций? Другими словами…
Зачем ремонтировать цилиндры?
В принципе, ответ ясен — цилиндры ремонтируют, если они изношены. Правда, величина и характер износа могут быть весьма различными, и не всегда блок цилиндров даже долго «ходившего» мотора требует ремонта.
Обычно предельную величину износа цилиндров определяют по двум параметрам: износу в зоне остановки верхнего поршневого кольца в ВМТ и эллипсности зеркала, возникающей в зоне контакта стенки цилиндра с юбкой поршня. Первый параметр оценивается критической величиной около 0,05 мм, второй — около 0,03 мм. Если состояние цилиндра хуже, то из-за износа в верхней части (характерной «ступеньки» на стенке цилиндра) нарушаются условия работы поршневых колец, появляется их вибрация и не исключены удары о край «ступени», в результате чего износ колец и их канавок на поршне резко ускоряется. Эллипсность нарушает плотность прилегания колец к цилиндру и увеличивает зазор между поршнем и цилиндром. Вместе оба фактора приведут к прорыву газов в картер, снижению компрессии и возрастанию расхода масла, даже если в двигатель установить новые поршни и кольца. Правда, после такого «косметического» ремонта указанные параметры иногда приходят в «норму», но ненадолго — тысяч на 10-20 километров пробега.
Первый параметр оценивается критической величиной около 0,05 мм, второй — около 0,03 мм. Если состояние цилиндра хуже, то из-за износа в верхней части (характерной «ступеньки» на стенке цилиндра) нарушаются условия работы поршневых колец, появляется их вибрация и не исключены удары о край «ступени», в результате чего износ колец и их канавок на поршне резко ускоряется. Эллипсность нарушает плотность прилегания колец к цилиндру и увеличивает зазор между поршнем и цилиндром. Вместе оба фактора приведут к прорыву газов в картер, снижению компрессии и возрастанию расхода масла, даже если в двигатель установить новые поршни и кольца. Правда, после такого «косметического» ремонта указанные параметры иногда приходят в «норму», но ненадолго — тысяч на 10-20 километров пробега.
Получается, что у изношенных цилиндров имеются недопустимые искажения в их геометрии, что требует ее восстановления до исходного состояния, то есть необходимо отремонтировать блок. Однако здесь и возникают проблемы, поскольку еще не совсем ясно. ..
..
Что нужно восстанавливать в цилиндре?
Грубо говоря, все геометрические характеристики блока цилиндров можно разделить на параметры «макро» и «микро». Макрогеометрия — это, очевидно, размеры, форма и взаимное расположение ремонтируемых и других (в том числе базовых, т.е. используемых для точной установки блока в станке) поверхностей. Проще всего восстановить размеры, а именно зазор между поршнем и цилиндром. Для этого достаточно увеличить диаметр цилиндра (к примеру, расточить) в соответствии с размером ремонтного поршня. Среднее значение рабочего зазора у большинства двигателей 0,04-0,05 мм — это та величина, на которую диаметр цилиндра превышает размер поршня, измеренный по юбке перпендикулярно оси отверстия поршневого пальца.
Несколько хуже обстоит дело с формой отремонтированной поверхности. Необходимо добиться (а это не так просто), чтобы эллипсность и конусность цилиндра не превышали 0,01 мм, иначе в цилиндре не получится стабильного рабочего зазора и хорошего прилегания поршневых колец.
В большинстве случаев при ремонте этим и ограничиваются малоопытные мастера, забывая о таких значимых параметрах, как взаимное расположение поверхностей. Речь идет прежде всего о перпендикулярности осей цилиндра и коленчатого вала — именно этот параметр во многом определяет не только ресурс двигателя в целом, но и некоторые более «второстепенные» характеристики, к примеру, шумность работы.
«Микрогеометрия» — это микропрофиль зеркала цилиндров. От того, какой получилась поверхность после ремонта, зависит трение и износ деталей, в первую очередь, поршневых колец. Для этого микропрофиль поверхности должен удовлетворять противоречивым требованиям — быть гладким, но одновременно и шероховатым, чтобы удерживать масло. Кроме того, необходимо, чтобы трущиеся детали имели минимальное время приработки.
Всем этим требованиям, как известно, лучше всего соответствует поверхность, имеющая впадины (риски) так называемой основной шероховатости глубиной до 0,005-0,010 мм и сглаженные (плоские) вершины — опорные поверхности. Такая поверхность формируется в процессе плосковершинного хонингования, о котором речь пойдет ниже.
Такая поверхность формируется в процессе плосковершинного хонингования, о котором речь пойдет ниже.
Итак, искомые геометрические характеристики цилиндров определены. Дело за малым — обеспечить все это на практике.
Как ремонтируют блоки?
Вначале небольшое замечание. Как мы показали выше, количество параметров, контролируемых при ремонте блока цилиндров весьма велико, а их значения могут меняться на разных стадиях механической обработки. Очевидно, что добиться высокого качества ремонта можно, только грамотно выстроив всю последовательность операций механической обработки и непременно контролируя геометрию блока на каждой стадии. Поэтому будет ошибкой рассматривать поступивший в ремонт блок цилиндров как некую деталь, требующую ремонта. Это упрощенный подход, при котором весьма проблематично получить положительный результат. Мы советуем рассматривать ремонтируемый блок только как заготовку, которой предстоит пройти долгий путь, прежде чем она станет деталью.
Очевидно, превращение заготовки в деталь достигается не по мановению волшебной палочки — необходимо несколько условий: соответствующее оборудование, хороший инструмент и правильная технология. Сюда мы бы обязательно добавили и грамотного специалиста-ремонтника, без которого трудно рассчитывать на успех.
Итак, обратимся к практике ремонта блоков цилиндров. Здесь многое определяется оборудованием. Как известно, станки, используемые для ремонта блоков недоступны большинству широкопрофильных СТО по причине высокой стоимости. Такой станок необходимо окупить, для чего нужна его загрузка соответствующими работами. В результате ремонт блоков обычно осуществляется в специализированных мастерских и технических центрах, располагающих этим оборудованием.
А какое оборудование здесь используется? Без сомнения, самым популярным в последние годы становится хонинговальный станок CV616 американской фирмы Sunnen. Его преимущества перед аналогами, в том числе отечественными, очевидны — высокая производительность, надежность, точность, простота управления, наличие автоматики. В результате блок цилиндров 4-цилиндрового двигателя может быть отремонтирован в течение 20-30 минут, и это при съеме металла с цилиндров до 0,5 мм на диаметр!
Добиться такой производительности позволяет конструкция станка, в частности, автоматическая подача абразивных брусков «на разжим» по мере снятия металла со стенок цилиндра.
То есть станок смело и прямо, без расточки, хонингует цилиндры в нужный размер. Быстро, удобно, выгодно — традиционная расточка уже не нужна, станок сам прекрасно выправляет геометрию самого изношенного и «кривого» цилиндра. Лишь в самом конце достаточно заменить бруски на хонинговальной головке на более мелкозернистые или на специальные абразивные «щетки», чтобы получить требуемую плосковершинную поверхность цилиндра. В результате имеем «то, что просили» — эллипсность и конусность цилиндра не более 0,01 мм и прекрасный микропрофиль поверхности, — что еще надо для «полного счастья» ремонтника-моториста?
К сожалению, картина не всегда оказывается такой радужной. Только выясняется это много позже, этак через 40-50 тысяч километров пробега отремонтированного двигателя. Заметили, что двигатель стал шумноват? Да и «маслицо подъедает»? Нет, быть не может, ведь все сделали хорошо. Хотя… Правильно, внимательный читатель, наверное, обратил внимание на то, что в описании преимуществ американского станка мы ничего не сказали о взаимном расположении поверхностей на отремонтированном блоке цилиндров. А в этом, как оказывается, и «зарыта собака».
Только выясняется это много позже, этак через 40-50 тысяч километров пробега отремонтированного двигателя. Заметили, что двигатель стал шумноват? Да и «маслицо подъедает»? Нет, быть не может, ведь все сделали хорошо. Хотя… Правильно, внимательный читатель, наверное, обратил внимание на то, что в описании преимуществ американского станка мы ничего не сказали о взаимном расположении поверхностей на отремонтированном блоке цилиндров. А в этом, как оказывается, и «зарыта собака».
Когда лучшее — враг хорошего
Давайте посмотрим, что же происходит при «прямом», без расточки, хонинговании цилиндров? Вначале бруски, опираясь на наименее изношенные участки цилиндра, постепенно выравнивают поверхность, убирая все «эллипсы» и «конусы». Цилиндр становится геометрически правильным, за исключением, может быть, следа от «ступеньки» в верхней части. Затем, по мере дальнейшего хонингования исчезает и она, а далее, после съема еще нескольких десятых или сотых долей миллиметра, искомый ремонтный размер цилиндра будет достигнут.
А где же так называемая «база» — поверхность, относительно которой обрабатывается цилиндр? Быть может, это нижняя плоскость блока? Или верхняя? Или постели подшипников коленвала? Ведь именно этим поверхностям должны быть перпендикулярны цилиндры.
Нет, базой при прямом хонинговании служит сама поверхность цилиндра. Только заметим — изношенного. И чем неравномернее износ (а такое наблюдается, и нередко), тем сильнее будет перекошена ось отремонтированного цилиндра. Кроме того, чем больше съем металла, тем сильнее может «уехать» ось цилиндра в результате воздействия разного рода случайных факторов. По нашему мнению, этот перекос легко может превысить 0,1-0.2 мм на миллиметр съема, достигнув величин более чем критических.
Еще хуже обстоит дело с блоками цилиндров отечественных автомобилей. Как мы уже отмечали ранее (см. № 1/2000), эти блоки не проходят операцию так называемого «старения» в необходимой степени. Вследствие этого со временем блоки «разъезжаются» — у них перекашиваются цилиндры и постели подшипников коленвала. Кроме того, цилиндры могут вообще быть «кривыми» от рождения. Очевидно, что при прямом хонинговании цилиндров не будет происходить исправления геометрии блока, — как был он «кривым», так им и останется, хорошо, если хуже не станет.
Кроме того, цилиндры могут вообще быть «кривыми» от рождения. Очевидно, что при прямом хонинговании цилиндров не будет происходить исправления геометрии блока, — как был он «кривым», так им и останется, хорошо, если хуже не станет.
Возможно, мы слишком сгустили краски. Тем более что точно измерить перекос оси цилиндра на уже готовом блоке очень сложно — необходимо изготовить специальное измерительное приспособление или иметь соответствующий прибор. Но даже если провести измерения, толку будет мало — повлиять на технологию прямого хонингования в ту или другую сторону нельзя.
Что же делать? Да, в общем, ничего особенного: раз технология дает (или может дать) сбой, надо просто ее изменить. А что менять? Тоже понятно: перед хонингованием надо цилиндры растачивать — так, как это делали и 10, и 40 лет назад.
Растачивание цилиндров, безусловно, процесс не быстрый: выверка положения блока на расточном станке и растачивание с малой подачей, чтобы качество поверхности было хорошим, требуют времени. Однако это гарантирует, что все цилиндры с точностью до 0,01 мм (по длине цилиндра), параллельны друг другу и одновременно перпендикулярны базе — плоскости (верхней или нижней) или, что лучше для «кривых» отечественных блоков, постелям коленвала.
Однако это гарантирует, что все цилиндры с точностью до 0,01 мм (по длине цилиндра), параллельны друг другу и одновременно перпендикулярны базе — плоскости (верхней или нижней) или, что лучше для «кривых» отечественных блоков, постелям коленвала.
При растачивании обязательно оставляется припуск около 0,1-0,15 мм на хонингование. Именно эта величина гарантирует, что будет удален весь дефектный слой металла, оставшийся после растачивания. Одновременно такой малый припуск не позволит перекосить оси цилиндров во время хонингования.
А теперь давайте посчитаем. «Правильная» технология ремонта блока цилиндров получается долгой в любом случае, поскольку предварительное растачивание обязательно. А время — это деньги: более длительная работа дороже. Сэкономить время удается лишь на хонинговании, правда, если использовать уже упомянутый американский станок, то, по сравнению с довольно неуклюжими отечественными хонинговальными станками, экономия общего времени обработки блока едва ли превысит 20%.
Но только так можно гарантировать высокое качество ремонта. Если же принять во внимание стоимость (а, значит и сроки окупаемости) оборудования, то при правильной технологии ремонта вопрос о том, какой хонинговальный станок использовать для ремонта блока цилиндров, похоже, пока остается открытым.
Авторская статья «Хонингование» на сайте инженерной-технологической компании Механика
Не так давно искал в Яндексе (не сочтите за рекламу) картинки и наткнулся на давно забытый «дрынохон». Решил заглянуть на сайт, где была размещена фотка. Вот, что там было изложено:
…Перед сборкой двигателя в обязательном порядке проводится хонингование зеркал цилиндров с целью достижения правильной посадки на них поршневых колец, обеспечивающей должную герметичность камер сгорания…
…Выпускаются два типа хонов для обработки зеркал цилиндров: хон типа «бутылочный ершик» и, более традиционный, поверхностный хон в виде насадки с подпружиненными точильными камнями. Оба инструмента обеспечивают необходимое качество обработки зеркал цилиндров, хотя использование первого для неопытного механика предпочтительнее. Потребуется также достаточное количество ветоши, специального хонинговочного или просто жидкого машинного масла, а также электродрель в качестве привода для хонинговочных насадок. Действуйте в следующем порядке….
|
Дрынохон как он есть и в действии |
Далее описана процедура гаражного хонингования. Неужели и сейчас кто-то производит восстановление цилиндров подобными методами. Я полагал, что к подобным текстам уже давно приписали что-то типа «устаревший метод, сейчас так никто не делает». Текст как водится размножен на многих сайтах (эдакий сетевой бэкап коллективного разума) и кто-то сочтёт, что этот метод вполне современен. Однако ж, технологии давно ушли вперёд и теперь дороже будет найти дрынохон, чем сделать хон на соответствующем станке. Преимущество «дрынохона» только в том, что поцарапать цилиндр можно не снимая блок с автомобиля. Фактически так можно только «освежить», но не сделать нормальный хон в изношенном цилиндре. Уж поверьте.
Немного теории и технологии
Хонингование — (от англ. honing, от hone — хонинговать, буквально — точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Хонингование применительно к деталям двигателя внутреннего сгорания
При ремонте двигателя, как это было сказано ранее, хонингуют в основной своей массе внутренние цилиндрические поверхности — отверстия. Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.
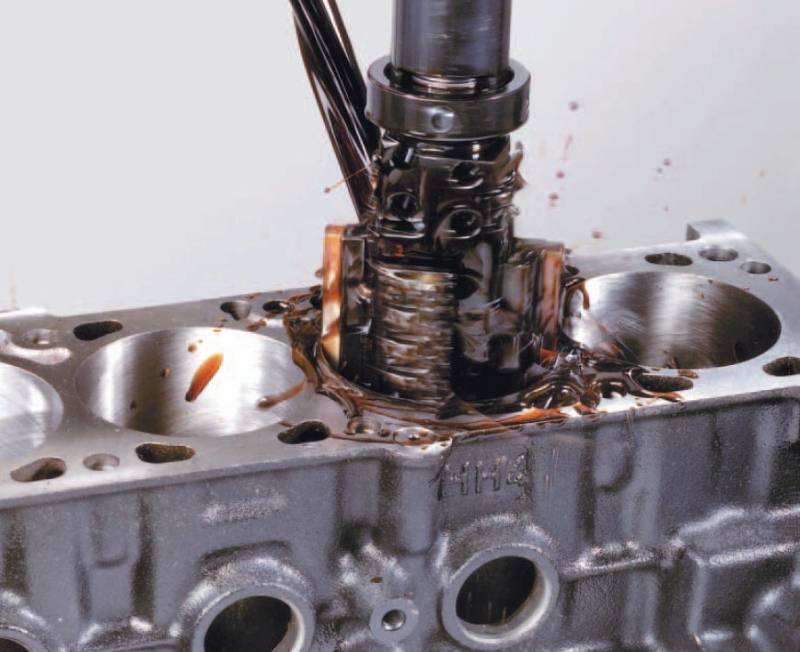
|
Хонголовка с хонбрусками в цилиндре |
Если считать, что цилиндры — это сердце мотора, то знания о хонинговании, свойствах получаемой поверхности и методах её получения — это кардиология.
Для нормальной работы поршневых колец (кардиологический аналог каждый может себе придумать сам) на стенке цилиндра необходимо обеспечить определённый микропрофиль поверхности — совокупность пересекающихся рисок. Глубина и взаимное расположение этих рисок в значительной степени определяет такие эксплуатационные параметры как компрессия, мощность, расход масла, расход топлива, износ цилиндро-поршневой группы и ресурс двигателя. Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра. Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра — угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. «Законодатель моды» в данном вопросе — фирма KOLBENSCHMIDT (KS) — дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное — методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах. Для контроля угла хонингования — применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.
|
Пленка-шаблон для проверки линий хона и наглядный рисунок самих линий из рекомендаций KS |
|
Прибор для контроля шероховатости Hommel |
О практическом влиянии параметров хонингования или разрушение мифа, о «зеркальной», абсолютно гладкой поверхности цилиндра
Для надёжного удержания масла на поверхности цилиндра (чего ради собственно и затеяна вся эта вращательно-поступательная «возня»), стенка последнего должна иметь определённую шероховатость абсолютно гладкая стенка не способна удержать на себе масло, в количестве необходимом для нормальной смазки колец. С абсолютно гладкой, зеркальной, поверхности масло будет сниматься почти полностью, оставшееся масло будет сгорать, а нового масла, необходимого для нормальной смазки поступать не будет. Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Грубая поверхность (глубокие риски — высокая шероховатость) получаются после применения крупно зернистого абразива, на первой стадии чернового хонингования. Здесь применяют алмазные бруски на медной основе. Хонингование ведётся с избытком СОЖ. Для выноса из зоны резания продуктов износа, как материала цилиндра, так и материала бруска. Получаемая после чернового алмазного хонингования поверхность непригодна для работы по ней колец, поршня да и работы вообще. В некоторых случаях алмазное (силовое) хонингование служит заменой расточки цилиндра, с той лишь разницей, что процесс хонингования более производительный и легче поддаётся автоматизации.
На второй стадии полученная поверхность обрабатывается более мелкозернистым абразивом, но не чистовым. При этом формируется новый микропрофиль поверхности. На данном этапе применяют абразивные материалы с размером зерна 1/150 мм.
Окончательное хонингование ведется материалами с зерном от 1/300 — 1/500 мм, до достижения окончательного размера цилиндра.
Финишная операция при хонинговании — хонинговое крацевание. При этой операции не происходит изменение размера цилиндра (отверстия) полученного при чистовом хонинговании. При этой операции полученный микропрофиль полностью очищается от остатков хонинговального абразива, обнажаются графитовые зёрна (для чугунных цилиндров), что влияет на снижение трения, а следовательно на механические потери и износ. При крацевании используют специальные щётки, из нейлоновых нитей с добавлением кристаллов кремния.
|
Щётки для крацевания |
Используя оборудование для хонингования можно проводить также нанесение анифрикционных покрытий на стенки цилиндров, обрабатывать цилиндры алюминиевых блоков (правда не всех) и выполнять плосковершинное хонингование. Данные операции принципиально не отличаются от обычного хонингования. Для их проведения необходимы специальные материалы и хонинговальные бруски.
|
Специальные хонинговальные бруски |
Применяется хонингование закалённых зубчатых колёс хонинговальной головкой в форме косозубого долбяка находящейся в зацеплении с обрабатываемым колесом и совершающей одновременно вращательное и колебательное движения. Н это уже экзотика:
P.S. С начала 2011 года желающие могут сходит на экскурсию по цеху механобработки в техцентре «Дзержинский». Записаться можно по электронной почте. Вам покажут и
расскажут в том числе и о хонинговании. Бутербробы и термос брать не обязательно — обещаем накормить.
Хонингование цилиндров:что это такое? | АВТОМАШИНЫ
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Содержание статьи
ДЛЯ ЧЕГО НУЖНО ХОНИНГОВАНИЕ ДВИГАТЕЛЯ?
Хониногование производят для уменьшения шероховатости стенок цилиндров и чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя.
В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя.При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование.
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ. Его задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Мотоцикл Дэна «Honing Your Cylinder»
Хонингование цилиндра может быть от легкого до безумного. Если цилиндр соответствует техническим характеристикам, и вы собираетесь установить только новый набор колец, вы должны заточить цилиндр, чтобы разрушить глазурь. Это создаст красивую штриховку на стенках цилиндра. Рисунок перекрестия удерживает масло и помогает смазывать поршень и кольца по мере износа колец в цилиндре. Это мягко. Хонингование цилиндра также можно использовать для расточки цилиндра до большего размера, и это дико.Ну … да, ваше право. Мне нужно получить жизнь, если я думаю, что это дико!Головки для цилиндров также можно использовать для заточки тормозных цилиндров, цилиндров сцепления и большинства круглых цилиндров. Цилиндрические шлифовальные машины могут быть довольно дешевыми, около пяти долларов, или довольно дорогими. Золотые монеты Ammco и Sunnen могут стоить сотни долларов. Дешёвые хорошо подходят для удаления пятна ржавчины или разрушения глазури. Дорогие модели могут точно расточить цилиндр, чтобы принять поршень следующего размера или больше.
Заточить цилиндр несложно.Просто воткни хон в цилиндр, слей немного масла и вперед. Перемещайте хонинговалку в цилиндре вперед и назад, чтобы получить штриховку под 45 градусов, и примерно через минуту все будет готово. Это при условии, что вам не нужно растачивать его слишком большого размера. Если цилиндр сильно изношен, вам придется расточить его большего размера. В цилиндре, который сильно изношен, поршень, установленный в верхней мертвой точке, будет покачиваться вперед и назад в отверстии. Это говорит нам о двух вещах. Во-первых, вам нужно расточить цилиндр большего размера, а во-вторых, вам, к сожалению, не хватает обслуживания.Если поршень достаточно тугой, вам, возможно, удастся отточить его и установить новые кольца. Если вы не уверены, вам нужно будет измерить зазор поршня. Для точных измерений вам потребуются микрометры внутри и снаружи.
Процедура проста, но вы должны быть очень точны в ее выполнении.
- Измерьте диаметр поршня примерно на полдюйма выше юбки.
- Измерьте диаметр цилиндра при:
- Как спереди назад, так и из стороны в сторону.
- Измеряется в верхней, средней и нижней части цилиндра.
| Измерительный поршень | Измерительный цилиндр |
| Измерение мест цилиндра Четырехтактный | Измерьте положение цилиндра Два хода. |
Возьмите размер поршня и вычтите его из самого большого размера цилиндра. Сравните результат с зазором поршня, указанным производителем поршня.Другими словами, если размер цилиндра составляет 2,6114 дюйма и вы вычтете диаметр поршня 2,609 дюйма, вы получите 0,0024 дюйма. Сравните это с минимальным / максимальным зазором, предложенным производителями поршней. В этом случае это будет 0,0016–0,003 дюйма с предел 0,004 «. Если это соответствует спецификации, вы можете заточить цилиндр и установить новый набор колец. Если это БОЛЕЕ этой спецификации, вам нужно будет расточить цилиндр до следующего по величине превышения размера и купить новый поршень и кольца.
Причина, по которой вы выполняете так много измерений, заключается в том, что цилиндры могут изнашиваться с разной скоростью в разных точках цилиндра.Наибольший износ происходит в верхней части цилиндра, а также в передней и задней части цилиндра. Наименьший износ в нижней части цилиндра. Иногда даже через много миль можно увидеть небольшие отметины на дне цилиндра. Цилиндр изнашивается конусом и изнашивается сверху вниз.
Иногда износ настолько выражен, что в цилиндр врезано кольцо чуть ниже верхней части цилиндра в месте остановки колец. На двигателях, у которых поршни установлены снизу цилиндра, гребень не имеет большого значения для разборки.На двигателях, в которых поршни должны быть установлены сверху цилиндра, возникает проблема. Кольца имеют тенденцию цепляться за этот гребень, поэтому вам придется использовать специальный инструмент, называемый Ridge Reamer, чтобы вырезать гребень из гребня.
Cheap Hones разрушают глазурь, но не более того. По крайней мере, если вы попытаетесь сделать больше, вы по-настоящему весело проведете время. Проблема в том, что вы не можете удерживать конус и отклонение от округлости с какой-либо точностью. Это не значит, что это невозможно сделать, просто это очень сложно сделать.Однажды я прочитал о человеке в Индии. Он увидел, как мальчик лет двенадцати медленно растачивал цилиндр напильником из крысиного хвоста. Он сказал, что каждый день, проходя мимо этой маленькой механической мастерской, он видел, как мальчик работает над цилиндром с этим напильником. Прежде чем он это сделал, потребовалось около пяти полных дней работы. Этот парень был лучшим механиком, чем я когда-либо буду! По крайней мере, у него было больше терпения, чем у меня. Я полностью верю этой истории. Это можно было сделать … только не в США.
Нельзя сказать, что я не проделал дикие и сумасшедшие дыры.В моей своенравной юности для друга я однажды расточил цилиндр Briggs and Stratton до следующего негабаритного размера с помощью шарового хонинговального станка. Это тоже сработало! К сожалению, цилиндр мотоцикла требует немного большей точности. Растачивание хонингованием занимает много времени. Вроде несколько часов. Однажды я хонинговал цилиндр с увеличенным размером 0,040 дюйма. Я держал его до нужной конусности и округлости, но это заняло много-много времени. Вам нужен качественный хонинговальный станок, я использовал хонинговальный станок Ammco. Затем вы немного затачиваете, а затем вы Немного отточите, а затем измерьте.Это занимает часы и очень, ну, скучно! Когда вы закончите, вам понадобится красивая штриховка под углом 45 градусов в отверстии. Никогда не затачивайте цилиндр насухо. При хонинговании используйте много масла. Купить специальное хонинговальное масло. Работает намного лучше, чем обычное масло. Хонинговальное масло охлаждает цилиндр и хонингование. Это также усиливает режущий эффект камней. Используйте много хонинговального масла!
Для расточки цилиндра лучше всего использовать расточный станок, а не хонинговальный станок. Если вы все-таки используете хонинговальный станок, вы должны использовать высококачественный хон, например Sunnen или Ammco.Отточки бывают разных размеров, чтобы соответствовать разным отверстиям цилиндров. Некоторые из хонингов Ammco имеют камни разных размеров, поэтому вы можете использовать хонор стандартного размера в большом отверстии цилиндра. Хоны Ammco также бывают разных размеров. Грубая (60), тонкая (220) и сверхтонкая (320) для алюминиевых и гальванических цилиндров. В некоторых первоклассных камнях используются камни с алмазной пропиткой, но они стоят немного выше моего ценового диапазона.
Я полагаю, вы могли бы попробовать расточить цилиндр практически любым точилкой, но вам нужно помнить об этом.Вы ДОЛЖНЫ сохранять округлость до 0,001-0,002 дюйма на ИЛИ на меньше. Конус ДОЛЖЕН быть меньше 0,001-0,002 дюйма сверху вниз. Стремитесь к 0,001 «на обоих! Настоящая проблема возникает, когда цилиндр уже изношен овальной и конической. Обычный дешевый хонинговальный станок будет просто изнашиваться более конусообразно и терять округлость. Хороший хонинговальный станок делается жестко, и если вы будете осторожны, он будет вернет цилиндр обратно в круглую форму.Начните с нижней части цилиндра, где почти нет износа и отверстие идеально круглое.Оттуда вы можете продвигаться вверх по цилиндру. Это не так уж и сложно. Просто это требует времени. Как мальчик из Индии. Ты должен быть терпеливым. Вам просто нужно немного заточить и измерить, затем немного заточить и измерить. Продолжайте, пока не добьетесь желаемого размера. Большая проблема — это время. Удаление 0,010 дюйма не так уж и плохо, но 0,020 дюйма или 0,040 дюйма занимает много времени.
Не поддавайтесь желанию погрузить точильную головку в сверлильный станок, пнуть ее высоко и схватить. Был там, сделал это. Не получилось так хорошо.Медленно, стабильно и много-много измерений. Это путь.
Лучше использовать сверлильный станок. Расточка будет более точной.
Если цилиндр, который вы растачиваете, является двухтактным, снимите фаску или сломайте края отверстий напильником, чтобы кольца не зацепились за края. Для этого отлично подходит шаровая отточка. Также не забудьте проверить силовой клапан. Если после расточки он выйдет в цилиндр, его придется отшлифовать, чтобы никакая его часть не могла коснуться поршня.
Гальванические цилиндры можно затачивать, но совсем немного. Все, что вам нужно, это сделать перекрестную штриховку, чтобы кольца лучше сидели. В зависимости от вида покрытия цилиндра может потребоваться покупка специальных камней. Чтобы убедиться в этом, обратитесь к производителю.
Когда вы закончите, очистите цилиндр чистым растворителем, а затем промойте его в теплой мыльной воде. Затем возьмите чистую тряпку и смажьте ее свежим маслом. Теперь протрите им только что заточенный цилиндр. Если вы видите грязь на тряпке, повторно промойте цилиндр и протрите его снова.Делайте это, пока тряпка не станет чистой.
Когда все сказано и сделано, лучший способ — это. Измерьте цилиндр и поршень. Если зазор в пределах спецификации, немного заточите цилиндр, наденьте новые кольца и продолжайте движение. Если вам необходимо расточить поршень увеличенного размера, возьмите поршень, установите правильный зазор, отнесите оба цилиндра и цилиндр в механический цех, который растачивает цилиндры и дает им расточить его. Это лучший и самый дешевый способ выполнить работу правильно.
Эта страница вам помогла? Хотели бы вы нам помочь? Если да, Щелкните ЗДЕСЬCopyright 1999-2010 dansmc.com. Все права защищены.
Хонинговальные цилиндры по лучшей цене — Отличные предложения на хонинговальные цилиндры от мировых продавцов хонинговальных цилиндров
Отличные новости !!! Вы находитесь в нужном месте для хонингования цилиндров. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как этот верхний хонинговальный цилиндр вскоре станет одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели точильные цилиндры на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще сомневаетесь в правильности заточки цилиндров и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, мы думаем, вы сможете приобрести Honing cylinders по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните лучший опыт покупок прямо здесь.
Хонинговальный станок с цилиндрическим диамантом Вертикальный горизонтальный стальной шлифовальный инструмент
С 1907 года Barnes Bore Honing and Finishing Systems считается мировым лидером в разработке новых инновационных технологий и процессов, помогающих производителям повышать производительность, качество и стоимость продукции.Первые хонинговальные станки Barnes были первыми, в которых хонингование стало практичным и эффективным средством чистовой обработки отверстий автомобильных цилиндров (хонингование цилиндров). По мере роста производственных требований росла и способность Барнса удовлетворять потребность в большей скорости, точности и эффективности. Барнс представил множество новых продуктов и инноваций, включая многошпиндельные станки, автоматическую частичную загрузку / разгрузку и передачу, устройства автоматической смены инструмента, измерения технологических деталей, системы расширения хонинговального камня с сервоприводом и чистовую обработку отверстий за один проход.Эта долгая история инноваций привела к появлению нового поколения станков, инструментов, приспособлений и абразивов, которые обеспечивают повышение точности хонингования и обработки отверстий, обработки поверхности, производительности и эффективности, которые невозможно было представить всего десять лет назад.
Хонинговальные станки / системы
Barnes Stroke Honing Machines & Finishing Systems предлагает полную линейку продуктов для всех требований хонингования. Мы можем предложить полностью интегрированные системы и машины для крупносерийного производства и оборудование для небольших производственных цехов.Мы также предлагаем услуги по восстановлению и модернизации существующих машин. Мы предоставляем нашим клиентам полностью разработанные комплексные индивидуальные решения и предлагаем полную линейку аксессуаров и расходных материалов в дополнение к комплексным услугам по обучению и ремонту.
Наша обширная линейка хонинговальных станков / систем позволяет затачивать отверстия станков диаметром от 0,25 до 30 дюймов и длиной отверстия до 75 футов. Мы предлагаем системы как для среднего, так и для крупносерийного производства, а также для мелкосерийного производства; эти системы могут быть выполнены с ручным управлением или полностью автоматизированы.Основными целями компании Barnes Stroke Honing & Finishing Systems являются инновации и обслуживание клиентов. Компания постоянно исследует и разрабатывает новые технологии и оборудование. Постоянно следя за последними разработками на рынке, мы гарантируем, что нашим клиентам предоставлено самое современное производство и контроль.
Хонинговальные станки / системы за один проход
Линия однопроходного хонинговального / чистового станкаBarnes подходит для различных операций однопроходного хонингования.Гибкая конструкция станка может быть сконфигурирована с одним шпинделем для удовлетворения требований производства меньших объемов в самых маленьких механических цехах. Он также может быть оснащен несколькими шпинделями, чтобы удовлетворить потребности самых требовательных компаний в большом объеме производства. Наши однопроходные хонинговальные станки спроектированы и изготовлены с учетом минимальных требований к техническому обслуживанию, а их доступная конфигурация также сокращает время настройки и переналадки от детали к детали.
Загрузить техническое описание HV1000
хонингование цилиндров — определение — английский
Примеры предложений с «хонингованием цилиндров», память переводов
tmClassРучные инструменты для ремонта автомобилей, по типу хонингования цилиндров Польские Патенты Хонинговальная головка для цилиндров, особенно для двухступенчатых цилиндровОбщая ползунокПоворотный хонинговальный станок предназначен для хонингования отверстий цилиндров.Обычный хонинговальный станок Описание: Вертикальный хонинговальный станок предназначен для хонингования отверстий блока цилиндров, отверстий гильз цилиндров. Обычное ползание Теперь у нас есть возможность хонинговать цилиндры диаметром от 25 до 500 мм и длиной 2000 мм. Обычный хонинговальный станок Вертикальный хонинговальный станок предназначен для хонингования отверстий блока цилиндров, отверстий гильз цилиндров. .WikiMatrixЭтот термин образован от хонингования цилиндров и отверстий. Обычное ползание Описание: Переносной хонинговальный станок предназначен для хонингования отверстий цилиндров. Патенты-wipo Хонинговальный инструмент может использоваться, в частности, для хонингования поверхностей цилиндров при производстве блоков цилиндров или гильз цилиндров для поршневых двигателей с возвратно-поступательным движением. .После сборки каждый автомобиль проезжал по дорогам общего пользования от 150 миль (240 км) до 400 миль (640 км), затем двигатель был разобран, цилиндры отточены, клапаны подкрашены, а затем снова собраны и снова испытаны на дороге. Во-первых, отверстия цилиндров хонингованы нитридом бора, что обнажает пористость в сплаве цилиндров, который фактически сохраняет микроскопический слой масла для уменьшения начального износа. tmClass Ручной инструмент для хонингования и удаления глазури цилиндров двигателя Обычное ползание Хонинговальный станок и финишная обработка там, где требуется более индивидуальный подход, мы используем ручной переносной хонинговальный станок.Отверстия часто измеряются, чтобы убедиться, что они не имеют конусности и не круглой формы. Обычное проскальзывание Специалисты ООО «Мотордеталь-Конотоп» уделяют особое внимание хонингованию рабочей поверхности гильз цилиндров. TmClass Инструмент для заточки цилиндров двигателя и тормозных цилиндров патент-wipo устройство для напыления цилиндра, способное выполнять хонинговальную обработку и чистовую обработку после того, как напыленная пленка образуется в отверстии цилиндра в состоянии, когда отверстие цилиндра деформируется манекеном. Обычное ползание Многие из нынешних звезд MotoGP, включая текущий чемпионат мира четверка лучших из Дани Педроса, Хорхе Лоренцо, Валентино Росси и Кейси Стоунер пробились через классы 125сс и 250сс, а Mr.Эзпелета подчеркнул важность нижних категорий цилиндров для райдеров для оттачивания своего мастерства. Обычное ползание Хонинговальные камни (расширенное хонингование) или цилиндрические хонинговальные камни (прогрессивное хонингование): прецизионные инструменты, позволяющие хонинговать внутренние поверхности деталей, таких как гильзы цилиндров, опоры шатунов и т.д. Головка, подшипники коленчатого вала. Обычное хонингование. Хонинговальные камни (расширенное хонингование) или цилиндрические хонинговальные головки (прогрессивное хонингование): прецизионные инструменты, позволяющие шлифовать внутренние поверхности деталей, таких как шестерни, тормозные цилиндры.В поршневом сервоуправлении для главного вала хонинговального станка используется замкнутый контур положения механизма с числовым программным управлением и замкнутый контур положения гидравлики, состоящий из линейного механико-гидравлического сервоклапана, для реализации числового управления скоростью, и реверсирование гидроцилиндра главного вала (10) хонинговального станка, что позволяет реализовать простую конструкцию, надежное управление, низкую цену и легкую регулировку, эксплуатацию и обслуживание. patents-wipo Согласно способу изготовления блока цилиндров, цилиндричность отверстие цилиндра, на котором образуется термически напыленное покрытие, после того, как крышка подшипника крепится хорошо, и, таким образом, ухудшение обрабатываемости чистовых работ (хонингование) на внутренней поверхности отверстия цилиндра (термически напыленное покрытие) может быть подавленным.Патенты-wipo Изобретение относится к способу изготовления поверхности гильзы цилиндра для картера цилиндра двигателя внутреннего сгорания, отличающемуся следующими этапами способа: (а) предварительное хонингование внутренней поверхности гильзы цилиндра, состоящей из чугуна. образовывать углубления на поверхности; (b) нанесение материала покрытия, содержащего цинк, на указанную хонингованную поверхность; (c) окончательное хонингование поверхности с покрытием таким образом, чтобы покрывающий материал, содержащий цинк, оставался только в углублениях, образованных при предварительном хонинговании.Патенты-wipo Устройство (1) специально адаптировано для структурирования канала цилиндра двигателя внутреннего сгорания с помощью лазерного луча (4) с помощью конических структур. (16, 18) по существу остальная часть внутренней поверхности (32) цилиндрической гильзы может быть хонингована. Patents-wipo Инструмент (10) для использования при шлифовании, хонинговании, притирке или иной отделке или обработке внутренней поверхности отверстия, Отверстие, цилиндр или подобная заготовка включает абразивный элемент (11), зависимо опирающийся на узел оправки (18).Показаны страницы 1. Найдено 26 предложения с фразой cyl hone.Найдено за 5 мс.Накопители переводов создаются человеком, но выравниваются с помощью компьютера, что может вызвать ошибки. Найдено за 0 мс.Накопители переводов создаются человеком, но выравниваются с помощью компьютера, что может вызвать ошибки. Они поступают из многих источников и не проверяются. Имейте в виду.
Инструменты Flex-Hone для цилиндров, инструменты для цилиндров, Flex-Hone
Цилиндровый инструмент
Когда дело доходит до сохранения целостности вашего оборудования, нет ничего лучше инструмента Flex-Hone®.Этот упругий инструмент создает плато за счет мягкого режущего действия. Созданная гладкая поверхность не содержит фрагментов, аморфных или размазанных металлов, оставшихся после предыдущих операций. Когда именно вам понадобится эта гладкая поверхность?
Инструмент абразивного цилиндра для удаления глазури
Для сохранения или восстановления характеристик двигателя необходим инструмент для чистовой обработки цилиндров. В бензиновых или дизельных двигателях поршни перемещаются вверх и вниз внутри двигателя, обеспечивая при этом герметичное уплотнение через поршневые кольца.Со временем это движение к стенке цилиндра создает гладкую поверхность.Если стенки цилиндра слишком гладкие, смазочное масло в двигателе не будет прилипать к поверхности. Кроме того, при разрыве вновь установленных поршневых колец должен происходить небольшой износ между кольцами и стенкой цилиндра, чтобы кольца правильно прилегали и обеспечивали газонепроницаемое уплотнение. Если стенки цилиндра будут слишком гладкими, кольца не будут сидеть должным образом, а вместо этого они будут «скользить» по поверхности.
Цилиндрический хонинговальный инструмент может обеспечить оптимальную чистовую обработку при удалении глазури. С помощью инструмента Flex-Hone® механик может разобрать двигатель и удалить глазурь с цилиндров. Этот инструмент создает перекрестную штриховку под углом 45 градусов крошечных канавок в стенке цилиндра и восстанавливает рабочие характеристики двигателя.
Цилиндрический инструмент для снятия заусенцев в поперечном отверстии
В результате обработки металлов появляются выпуклые частицы и стружка, известные как «заусенцы».Цилиндры для снятия заусенцев важны для качества, эстетики, функциональности и бесперебойной работы рабочих частей. Кроме того, удаление заусенцев важно для безопасности, потому что даже небольшая выемка увеличивает вероятность травмы или ненужной задержки производства. Эти проблемы могут стоить компаниям денег, но их можно легко предотвратить с помощью цилиндрического чистового инструмента.
Инструмент Flex-Hone с различными типами абразивных материалов, зернистостью и диаметрами может создать требуемый результат: чистую гладкую поверхность.В Brush Research Manufacturing мы являемся экспертами в создании этого плато, потому что мы первыми разработали эту концепцию. С помощью нашего инструмента Flex-Hone® вы сможете насладиться преимуществами оптимальной поверхности ваших цилиндров. Свяжитесь с дистрибьютором сегодня, чтобы узнать, как наш инструмент Flex-Hone может помочь легко, быстро и эффективно продлить срок службы вашего оборудования.
Обслуживание цилиндров с покрытием| Покрытие Хонингование Ремонт | Комплекты большого диаметра | Мотоциклы | Снегоходы | Грязные велосипеды | Восстановить | Заменить
Покрытие цилиндра | Ремонт цилиндров | Расточка цилиндра
U.Обслуживание цилиндров S. Chrome обеспечивает лучшую долговечность, лучшее удерживание масла, лучшее сжатие, меньшее трение и лучшую мощность. Мы являемся мировым лидером в области нанесения покрытий на цилиндры, химии композитных покрытий, хонингования и восстановления цилиндров. Если вам нужна максимальная производительность, мощность и надежность, доверяйте US Chrome. Наши услуги по цилиндрам включают:
Предлагая превосходное обслуживание цилиндров с 1979 года, U.S. Chrome гордится тем, что обслуживает как профессиональных гонщиков, так и райдеров выходного дня на рынках квадроциклов, снегоходов, мотоциклов, внедорожников, морских судов и автомобилей.Мы предлагаем быстрые услуги и один из лучших графиков выполнения работ в отрасли. Заполните форму заказа сейчас, чтобы начать.
Срок выполнения работ по состоянию на 16 декабря 2020 г .: 4 недели
Срочное обслуживание (7 рабочих дней) доступно по цене 100 долларов США за отверстие цилиндра
Покрытие, ремонт и восстановление цилиндров с гарантией 1 год
U. S. Запатентованное хромом покрытие Nicom улучшит характеристики всех двигателей для автоспорта. В отличие от низкокачественных процессов, наши покрытия обладают превосходной долговечностью, тепловыделением, смазывающими свойствами и твердостью по сравнению с заводскими покрытиями OEM или покрытиями конкурентов.Мы уверены в нашей способности отремонтировать или отремонтировать сверх ваших ожиданий. Вот почему мы предлагаем годовую гарантию на дефекты материалов и изготовления с момента покупки. Чтобы увидеть все детали нашей гарантии, просмотрите нижнюю часть формы заказа на покрытие цилиндров.
По вопросам и проблемам обращайтесь к специалисту по восстановлению Chrome из США.
Популярные услуги по ремонту цилиндров
Arctic Cat Ремонт цилиндров
BRP Ремонт цилиндров
Honda Off Road Ремонт цилиндров
Ремонт цилиндров мотоцикла Honda
Ремонт цилиндров Polaris
Yamaha Ремонт цилиндров
Применение покрытия цилиндров
U.S. Chrome является лидером в области покрытия цилиндров и ремонта заводских отверстий Nikasil ™, Nicom ™, электрофузии и твердого хрома. US Chrome полностью восстановит ваш цилиндр мотоцикла, цилиндр снегохода, цилиндр PWC или любые заводские цилиндры из твердого хрома или покрытые Nikasil. Сосредоточив внимание на исключительном качестве, быстром времени выполнения работ и персонализированном обслуживании клиентов, мы покрыли более 1 миллиона отверстий цилиндров для различных применений и брендов, включая, помимо прочего:
Представляем антикоррозионные покрытия TriCom
U.S. Chrome с гордостью представляет семейство антикоррозионных покрытий TriCom. Покрытия TriCom являются эксклюзивными для U.S. Chrome. Совершенно новое гальваническое покрытие из карбида кобальта и хрома (Cr3C2) обеспечивает превосходные антикоррозионные и износостойкие свойства.
- Твердость: 300-400 VHN при нагрузке 100 г
- Объемная доля карбида: 12-25% по объему
- Обработка поверхности после покрытия: Ra ≈ 400 мкдюймов (10 мкм)
- Типичная толщина покрытия: .001 — 0,015 дюйма (25-375 мкм)
Нетоксичный и безвредный для окружающей среды, TriCom идеально подходит для использования на сельскохозяйственном оборудовании и других областях применения с чрезмерным износом при вращении. Благодаря низким фрикционным характеристикам до 800 ° C TriCom может работать с множеством металлов.
Подробнее о TriCom Coatings
Покупаем бывшие в употреблении / изношенные или поврежденные цилиндры!
U.S Chrome также купит ваши цилиндры. Все цилиндры подлежат ремонту. Цилиндры с рукавами или модифицированные цилиндры не принимаются.Ниже приведен список цилиндров наших торговых марок, которые мы покупаем:
Arctic Cat
- Arc-S 900cc 88J2, 88J4, 88J5
- Arc-S 700cc 96B1
- Arc-S 600cc 87K1
Polaris
- Pol-S 550cc EC55PM — Только версия с покрытием!
- Pol-S 700cc 3021866
- Pol-S 800cc 3022205, 3022201, 3022352
- Pol-S 800cc 3022449
Skidoo
- Ski-S 800cc 6623240 (Rotax — 2 отверстия)
- Ski-S 800cc 613852 (Rotax)
- Лыжный-S 600cc 623262
- Лыжный-S 700cc 923695
U.S. Chrome интересуется почти всеми цилиндрами для двухтактных мотоциклов, мотоциклов и гидроциклов.
Это лишь некоторые из цилиндров, которые мы купим. Чтобы просмотреть весь наш список закупок баллонов, щелкните ссылку ниже.