Хонингование — это… Что такое Хонингование?
Хонингование — Хонингование вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических поверхностей путём совмещения вращательного и возвратно поступательного движения… … Википедия
ХОНИНГОВАНИЕ — (англ. honing от hone точить), отделочная обработка поверхностей (в основном внутренних поверхностей цилиндрических заготовок) мелкозернистыми абразивными брусками, смонтированными на головке (хоне) хонинговального станка. Хон вращается и… … Большой Энциклопедический словарь
хонингование — сущ., кол во синонимов: 2 • зубохонингование (1) • отделка (39) Словарь синонимов ASIS. В.Н. Тришин. 2013 … Словарь синонимов
хонингование — Доводка, осуществляемая при одновременно выполняемых вращательном и возвратно поступательном движениях абразивного инструмента.
ХОНИНГОВАНИЕ — операция окончательной доводки обработанных поверхностей (в основном цилиндрических сквозных и реже глухих и ступенчатых отверстий) с помощью специального инструмента (см.) на хонинговальном станке. Обрабатываемая деталь в процессе операции… … Большая политехническая энциклопедия
хонингование — (англ. honing, от hone точить), отделочная обработка поверхностей (в основном внутренних поверхностей цилиндрических заготовок) мелкозернистыми абразивными брусками, смонтированными на головке (хоне) хонинговального станка. Хон вращается и… … Энциклопедический словарь
Хонингование — Honing Хонингование. Низкоскоростная шлифовка используемая в основном, чтобы произвести однородную высокоточную и чистовую отделку, наиболее часто на внутренних цилиндрических поверхностях.
Хонингование — (англ. honing, от hone хонинговать, буквально точить) Отделочная обработка в основном внутренних цилиндрических поверхностей деталей мелкозернистым абразивным инструментом (См. Абразивный инструмент) в виде брусков, смонтированных на… … Большая советская энциклопедия
хонингование — см. в ст. Абразивная обработка. Энциклопедия «Техника». М.: Росмэн. 2006 … Энциклопедия техники
ХОНИНГОВАНИЕ — (англ. honing, от hone хонинговать, букв. точить) отделка поверхности заготовок спец. инструментом хоном, обычно при относит. вращат. и возвратно поступат. движении заготовки и инструмента. Осуществляется на спец. хонинговальных станках. X.… … Большой энциклопедический политехнический словарь
Технология хонингования цилиндров
Хонингованием называется вид абразивной обработки отверстий, при котором используются специальные механизмы – хоны. При этом они совершают как вращательные движения вокруг своей оси, так и возвратно-поступательные по обрабатываемой поверхности. При хонинговании используется специальная смазочно-охлаждающая жидкость, которая является неотъемлемой составляющей данного технологического процесса.
При этом они совершают как вращательные движения вокруг своей оси, так и возвратно-поступательные по обрабатываемой поверхности. При хонинговании используется специальная смазочно-охлаждающая жидкость, которая является неотъемлемой составляющей данного технологического процесса.
Хонингование блока цилиндров является одним из наиболее эффективных способов устранения некруглости, конусности и волнистости их внутренних поверхностей, которые неизбежно появляются в процессе эксплуатации всех двигателей внутреннего сгорания. Эту же цель преследует и хонингование гильз, которые вставляются в блоки цилиндров и являются, по сути дела, заменяемыми элементами при проведении капитального ремонта автомобилей.
Хонингование блока цилиндров
Хонингование блока цилиндров чаще всего производится в стационарных условиях станций технического обслуживания автомобилей или в специализированных мастерских, располагающих необходимым оборудованием.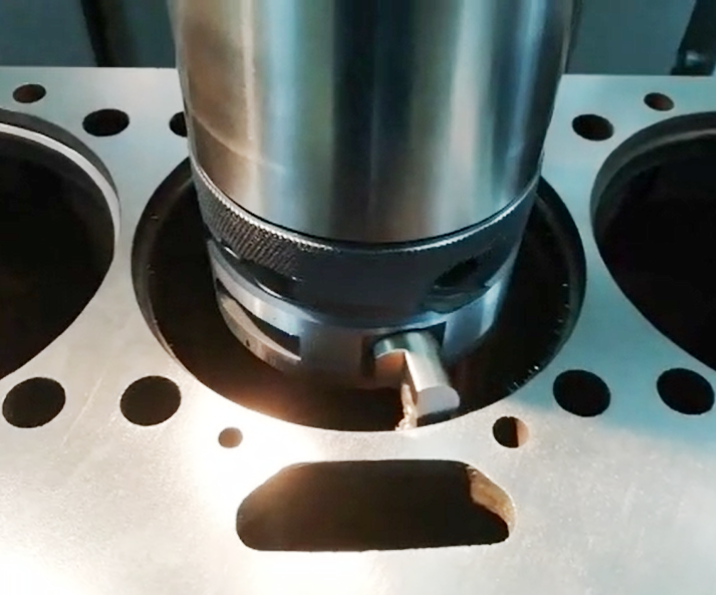 И в том, и в другом случае на рабочий орган, который называется хона, монтируются абразивные бруски, с зернистостью достаточной для обеспечения требуемой шероховатости и устранения неровностей обрабатываемой поверхности. Хонингование гильз и прочих изделий к отверстиям которых предъявляются повышенные требования, производится в соответствии с определённым технологическим процессом, в котором каждый брусок прижимается к обрабатываемой поверхности с помощью отдельных пружин.
И в том, и в другом случае на рабочий орган, который называется хона, монтируются абразивные бруски, с зернистостью достаточной для обеспечения требуемой шероховатости и устранения неровностей обрабатываемой поверхности. Хонингование гильз и прочих изделий к отверстиям которых предъявляются повышенные требования, производится в соответствии с определённым технологическим процессом, в котором каждый брусок прижимается к обрабатываемой поверхности с помощью отдельных пружин.
Перед тем, как производится хонингование блока цилиндров, он надежно закрепляется на горизонтальной (а иногда и на вертикальной) поверхности. С помощью специальных шлангов в каждый из обрабатываемых цилиндров подается смазочно-охлаждающая жидкость ( В результате соприкосновения движущегося абразива с внутренними поверхностями цилиндров или гильз происходит их обработка, а при помощи СОЖ осуществляется их охлаждение и смазка.
В результате соприкосновения движущегося абразива с внутренними поверхностями цилиндров или гильз происходит их обработка, а при помощи СОЖ осуществляется их охлаждение и смазка.
По сути дела, хонингование блока цилиндров представляет собой высокоточную обработку поверхностей, которая позволяет достичь параметра шероховатости Ra = 0,02 – 0,8, волнистости менее 0,2 микрометров, некруглости менее 1 мкм и непрямолинейности образующей в пределах от 2 до 5 мкм. При этом удается избежать появления микротрещин, напряжений растяжения и структурно фазовых изменений металла. Одной из альтернатив хонингованию является шлифование, однако во многих случаях по целому ряду причин производить его нежелательно,а порой и недопустимо.
Следует также заметить, что хонингование блока цилиндров и гильз может производиться различными хонами и абразивными брусками. Какие именно применимы в том или ином случае, в решающей степени зависит от материала, из которого изготовлена обрабатываемая поверхность. Что касается такого немаловажного момента, как контроль соблюдения размеров в ходе обработки, то он должен производиться высококвалифицированными мастерами и с помощью современного высокоточного мерительного инструмента.
Что касается такого немаловажного момента, как контроль соблюдения размеров в ходе обработки, то он должен производиться высококвалифицированными мастерами и с помощью современного высокоточного мерительного инструмента.
Что такое хонингование цилиндров двигателя? | AutoEura
Хониногование производят для уменьшения шероховатости стенок цилиндров и чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя.
В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя.
При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера.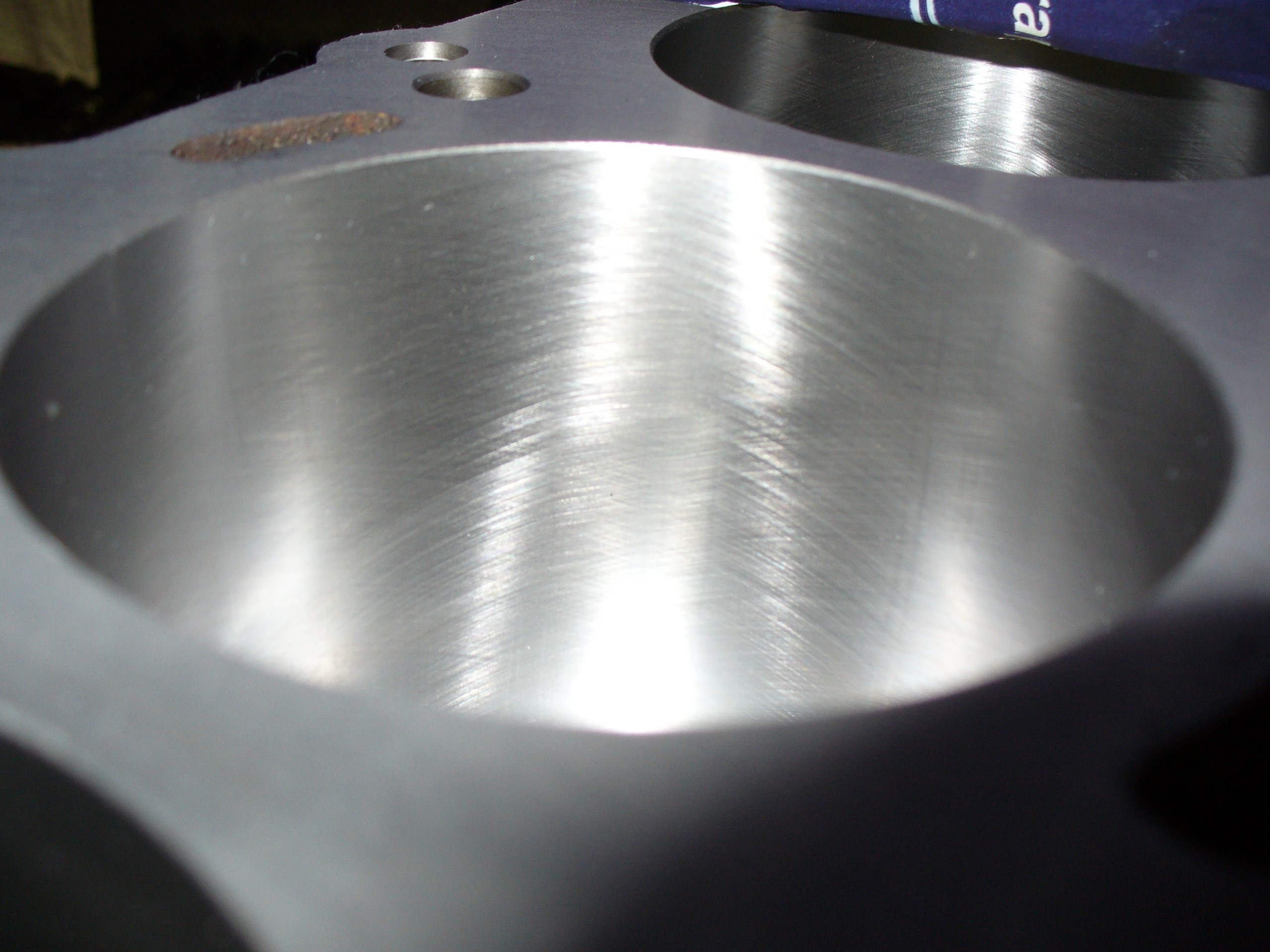 Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование. Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.
Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование. Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ. Его задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
КАК ПРОИСХОДИТ ПРОЦЕСС ХОНИНГОВАНИЯ ДВИГАТЕЛЯ?
Второй этап — это окончательная или финишная обработка. В дело вступает мелкозернистый абразив, который дает высокую точность обработки. В качестве абразивов для хонингования цилиндров используют алмазные и керамические бруски. Последние уступили место алмазным абразивам по ряду причин: это долговечность и меньшая итоговая цена алмазного хонингования.
После процесса хонингования нужно вымыть двигатель. Это позволит удалить металлические стружки и остатки полировочных паст.
Что такое хонингование, параметры процесса, типы и преимущества?
Инженеры чаще всего заботятся о точности любой детали машины или продукта.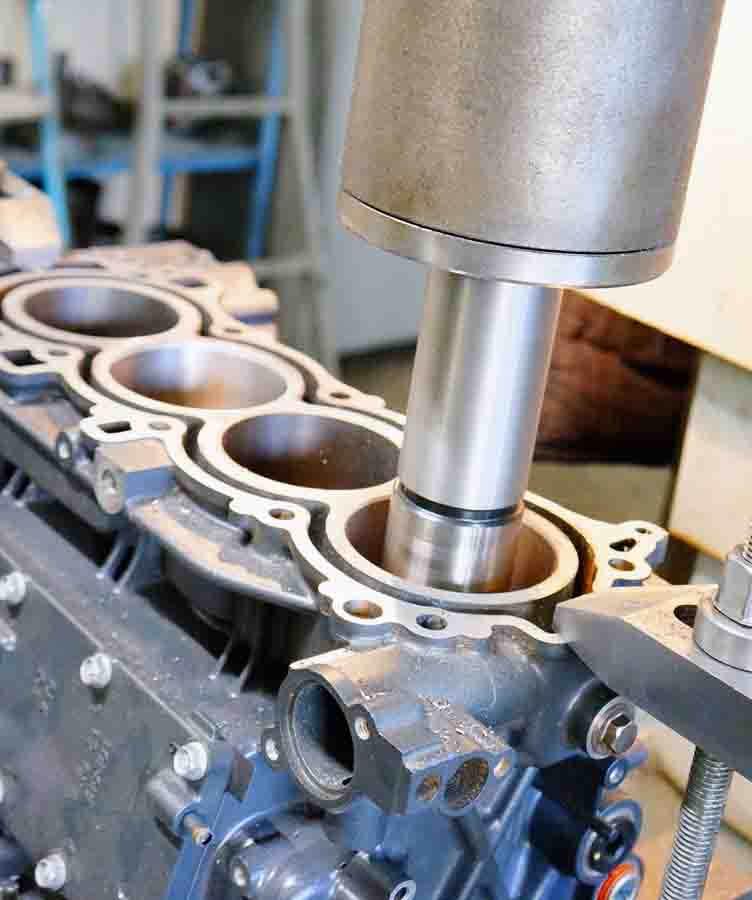 Они постоянно работают над развитием тех технологий, которые обеспечивают высокую точность деталей с минимальными допусками. Хонингование — один из этих процессов, который используется для улучшения качества поверхности и точности заготовки. Это чистовая обработка или, можно сказать, суперфинишная обработка круглых отверстий с помощью абразивного материала.
Они постоянно работают над развитием тех технологий, которые обеспечивают высокую точность деталей с минимальными допусками. Хонингование — один из этих процессов, который используется для улучшения качества поверхности и точности заготовки. Это чистовая обработка или, можно сказать, суперфинишная обработка круглых отверстий с помощью абразивного материала.
В этом процессе используется цилиндрическая оправка, покрытая абразивным материалом, например оксидом алюминия, карбидом кремния, алмазом и т. Д. Этот инструмент называется хонингованием. Этот инструмент совершал комбинированное вращательное и возвратно-поступательное движение для удаления материала по всей длине неподвижной заготовки. Инструмент вращается вокруг своей оси и совершает возвратно-поступательное движение в цилиндрическом отверстии, охватывая всю длину заготовки. В основном хонингование рассматривается как последующий процесс после сверления или растачивания. Иногда его используют для отделки внешних поверхностей.
Узнайте больше о том, что оттачивает параметры процесса, типы и преимущества в этой статье.
Что такое хонингование?
Хонингование можно рассматривать как процесс механической обработки, поскольку он включает удаление металла в виде микрочипов. Слово «Хонингование» происходит от слова «Хонинг». Хон используется для обработки цилиндрического инструмента, обработанного абразивным материалом. Этот абразивный материал используется в виде палочек, которые устанавливаются на оправку. Однако в настоящее время для завершения операции всего за один ход используются алмазные и углеродно-нитритные частицы бора.Этот процесс используется для получения точных размеров цилиндрических отверстий. Лучше всего подходит для отделки цилиндров двигателя. Иногда используется для чистовой обработки зубчатых колес, когда инструмент изготовлен из пластмассы, пропитанной абразивом.
В процессе хонингования хорошо обработанный (с абразивными частицами) цилиндрический инструмент вращается вокруг своей оси. Диаметр инструмента практически равен внутреннему диаметру заготовки. Этот инструмент вращается вокруг своей оси, а также совершает возвратно-поступательное движение, что позволяет удалять материал в виде микрочипов.Он может достигать погрешности около 0,25 — 1,5 микрона. Этот вырез формирует на заготовке заштрихованный узор крест-накрест.
Диаметр инструмента практически равен внутреннему диаметру заготовки. Этот инструмент вращается вокруг своей оси, а также совершает возвратно-поступательное движение, что позволяет удалять материал в виде микрочипов.Он может достигать погрешности около 0,25 — 1,5 микрона. Этот вырез формирует на заготовке заштрихованный узор крест-накрест.
| Процесс хонингования |
Точность и чистота поверхности отверстия в основном зависит от различных параметров процесса, которые описаны ниже.
Параметры процесса:
Об / мин инструмента:
Если скорость инструмента увеличивается, увеличивается скорость съема металла и уменьшается шероховатость поверхности.
Время хонингования:
Если мы увеличим время хонингования, оно в некоторой степени уменьшит шероховатость поверхности, а затем начнет ее увеличивать. Он выбран таким образом, чтобы обеспечить минимальную шероховатость поверхности при максимальной скорости съема металла.
Он выбран таким образом, чтобы обеспечить минимальную шероховатость поверхности при максимальной скорости съема металла.
Давление хонинговального стержня:
На графике показано изменение скорости съема металла и шероховатости поверхности при изменении удельного давления. Давление хонинговального стержня выбирается таким образом, чтобы получить минимальную шероховатость при максимальной скорости съема металла.
Длина хода:
Длина хода должна быть достаточной, чтобы покрыть всю рабочую длину.
Типы:
Хонингование можно разделить на два типа.
Ручное хонингование:
В этом типе хонингования хонингование вращается непрерывно, и заготовка перемещается вперед и назад вручную. В настоящее время этот процесс используется редко.
Хонингование на станке:
Процесс хонингования, в котором хонинговальный станок выполняет комбинированное вращательное и возвратно-поступательное движение, а ручное хонингование требует меньше усилий. По типу станка этот процесс можно разделить на два типа
По типу станка этот процесс можно разделить на два типа
1. Вертикальное хонингование
2. Горизонтальное хонингование
Преимущества:
- Менее сложный или недорогой приспособления .
- Очень точный.
- Может использоваться как для длинных, так и для коротких проходов.
- Сохраняет исходную осевую линию отверстия.
- Обработка любого материала вне зависимости от его твердости.
Это все о процессе хонингования, его работе, типах, параметрах процесса и его преимуществах.Если у вас есть какие-либо вопросы относительно этой статьи, задавайте их в комментариях. Если вам понравилась эта статья, не забудьте поделиться ею в социальной сети. Подпишитесь на наш сайт для получения более информативных статей. Спасибо, что прочитали.
Типы, работа, инструменты, операции [PDF]
Из этой статьи вы узнаете , что такое Honing? и как работает хонинговальный станок? Типы хонинговальных станков с принципом действия , , операции , и др. А также загрузите PDF-файл этой статьи в конце.
А также загрузите PDF-файл этой статьи в конце.
Что такое хонингование?
Хонингование — это процесс, который выполняется во время работы для придания ей нужного размера путем удаления следов и шероховатостей, оставленных режущими инструментами на работе. Хонинговальный станок предназначен для изготовления двигателей внутреннего сгорания, шпинделей с воздушным подшипником, чистовой обработки цилиндров и шестерен.
Процесс хонингованияСуществует несколько типов хонинговальных головок , но все они содержат один или несколько абразивных камней, которые находятся под давлением на поверхность, на которой они работают.Для хонингования закреплены специальные хонинговальные насадки.
Используются гибкий электрический сверлильный станок и хонинговальный камень. Хонинговальный камень изготавливается из оксида алюминия, карбида кремния или алмазной пыли, которые выбираются в зависимости от металла работы. Хонинговальные бруски бывают разных размеров и форм, например круглые, квадратные или треугольные.
Хонинговальные бруски бывают разных размеров и форм, например круглые, квадратные или треугольные.
Выбор хонинговальных брусков зависит от следующих соображений:
- Металл детали должен пройти хонинговальную обработку.
- Твердость работы.
- Тип охлаждающей жидкости, которая будет использоваться для работы.
- Количество дополнительного материала, оставшегося на работе.
- Требуется ли грубое, среднее или тонкое хонингование.
- Тип обработки поверхности, необходимый для работы.
Хонинговальные насадки
Хонинговальный инструмент почти аналогичен регулируемой развертке большого размера, называемой хонингом. В нем закреплены три, четыре, пять или шесть хонинговальных брусков. Количество хонинговальных брусков определяется в зависимости от задания.
Эти камни легко фиксируются или снимаются. Они могут быть растянуты или сужены до определенной степени. Также может быть отрегулирован в соответствии с работой. Эту насадку можно поворачивать вверх и вниз в гибком сверлильном станке.
Также может быть отрегулирован в соответствии с работой. Эту насадку можно поворачивать вверх и вниз в гибком сверлильном станке.
Типы хонинговальных процессов
Ниже приведены хонингование процессы , которые описаны ниже:
- Ручное хонингование
- Машинное хонингование
# 1 Ручное хонингование
Ручное хонингованиеПри таком типе хонингования, хонинговальный станок вращается непрерывно, и заготовка вручную перемещается вперед и назад.Этот процесс редко используется в промышленности.
# 2 Машинное хонингование
Машинное хонингованиеВ таком хонинговальном процессе типа хонингование сочетало вращательное и возвратно-поступательное движение и уменьшало ручное взаимодействие, называемое машинным хонингом. Этот процесс можно разделить на два типа в зависимости от типа машины.
Типы хонинговальных станков
Ниже представлены два типа хонинговальных станков :
- Горизонтальное хонингование
- Вертикальное хонингование
# 1 Горизонтальный хонинговальный станок
Горизонтальный хонинговальный станок В горизонтальном хонинговальном станке более длинные работы легко обрабатываются.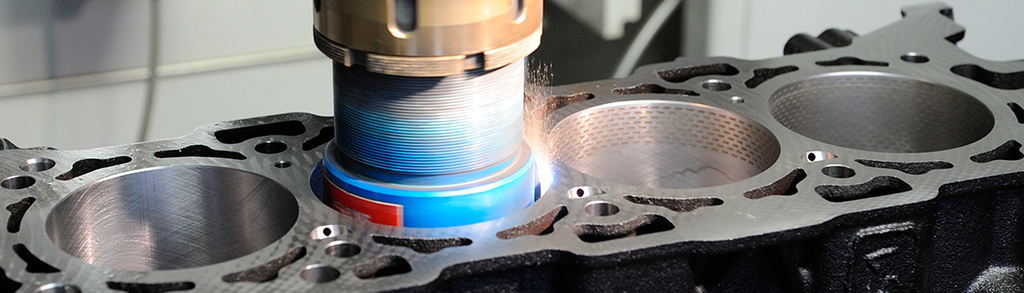 Эти станки имеют горизонтальную ось с хонинговальным инструментом. На некоторых станках заготовка кладется на стол и вращается вперед и назад.
Эти станки имеют горизонтальную ось с хонинговальным инструментом. На некоторых станках заготовка кладется на стол и вращается вперед и назад.
Хонок вращается вокруг своей оси, а также слегка колеблется. Это колебательное движение регулируется механически или гидравлически. В некоторых случаях хонинговальный инструмент закреплен на ходовой головке, вращается и перемещается одновременно.
В этом станке заготовка размещается в горизонтальном положении и вращается вокруг своей оси. Этот тип станка используется для обработки очень длинных заготовок.Правильный размер обработки проверяется с помощью калибра. Некоторые машины имеют два шпинделя.
# 2 Вертикальный хонинговальный станок
Вертикальный хонинговальный станокПри этом типе обработки инструмент и заготовка располагаются вертикально. Эти станки доступны в большем количестве типов шпинделей.
Заготовка неподвижна, а инструмент вращается. Установлены приспособления для точного позиционирования заготовки. Гидравлические приводы существуют в современных типах машин для управления инструментами и деталями.
Гидравлические приводы существуют в современных типах машин для управления инструментами и деталями.
Вертикальные хонинговальные станки обычно предпочтительны для небольших работ. Эти станки чаще используются по сравнению с горизонтальными хонинговальными станками.
Хонинговальные и хонинговальные инструменты
Ниже представлены различные инструменты для хонингования:
- Гибкие хонинговальные инструменты
- Точильные камни
- Хонинговальные палочки
- Ручные хонинговальные хонинговальные инструменты
# 1 Гибкие хонинговальные насадки
Гибкие хонинговальные насадки Эти щетки используются в качестве инструменты для хонингования. К ним относятся абразивные шарики, прикрепленные к концам щетины.Они используются для сглаживания поверхности или для улучшения как внутренней, так и внешней поверхности металла. Этот тип хонинговальных инструментов также известен как гибкие токарные инструменты.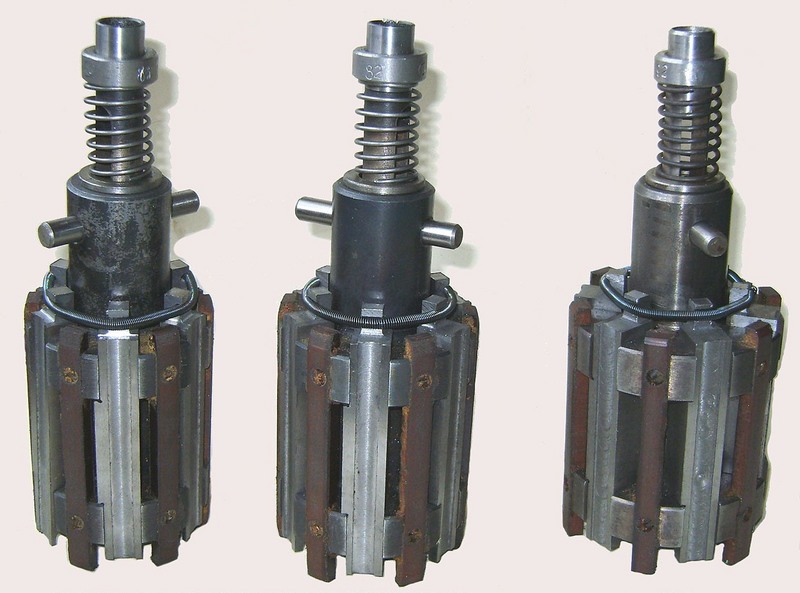
# 2 Точильный камень
Точильный каменьТочильный камень — это обычный абразивный камень, используемый для заточки краев или поверхности металла.
# 3 Хонинговальные стержни
Хонинговальные стержниИспользуется для окончательной обработки внутренних отверстий. В этом типе инструмента диаметр колес, используемых для шлифования металлической поверхности, короче.Чаще всего он используется в таких случаях для шлифования или чистовой обработки внутренней поверхности металла внутреннего диаметра.
# 4 Ручные тона
Ручные тонаРучные тона также известны как алмазные. Эти хонинговальные инструменты созданы для заточки кромок шлифованных режущих инструментов. Это техника левой руки, используемая в процессе хонингования.
Типы хонинговальных абразивных материалов
При хонинговании используются следующие три вида абразивных хонинговальных брусков:
- Необработанный хонинговальный камень
- Средний хонинговальный камень
- Тонкий хонинговальный камень
# 1 Грубый хонинговальный камень
Для того, чтобы удалить следы растачивания, оставленные расточным инструментом после нормального растачивания, используется грубый камень.
# 2 Средний шлифовальный камень
Этот тип шлифовального камня используется для средней отделки.
# 3 Тонкий хонинговальный камень
Для отделки поверхностей различных работ, в частности автомобильных цилиндров, используется мелкий хонинговальный камень.
Характеристики хонинговального инструмента
Тип абразивного зерна и размер зерна являются необходимыми факторами при выборе хонинговальных инструментов и инструментов. Варианты абразивных зерен включают:
- Оксид алюминия
- Керамика
- Карбид бора
- Карбид кремния
- Наждак или крокус
- Синтетический алмаз
- Кубический нитрид бора (CBM)
- Диоксид циркония
- Карбид вольфрама
Очистка металла путем удаления шероховатостей из его отверстия или отверстия, сделанного хонинговальным инструментом, называется операцией хонингования.Эта операция выполняется двумя способами:
- Сухое хонингование
- Мокрое хонингование
# 1 Сухое хонингование
Работы, требующие черновой обработки или требующие удаления дополнительного металла, подвергаются обработке сухим хонингованием. Другими словами, охлаждающая жидкость не используется. Камни, используемые для сухого хонингования, имеют абразивное зерно от 90 до 120.
Другими словами, охлаждающая жидкость не используется. Камни, используемые для сухого хонингования, имеют абразивное зерно от 90 до 120.
# 2 Мокрое хонингование
Работы, требующие чистовой обработки или требующие удаления меньшего количества металла, подвергаются обработке во влажном хонинговании.Используется хонинговальный камень с абразивным зерном 120 tp 130, а также применяется охлаждающая жидкость, подходящая для полировки. Но с помощью этого типа хонингования металл можно резать только до размера 0,005 дюйма.
Зачем нужен процесс хонингования?
Это экономичный процесс обработки. Ниже приведены причины использования процесса хонингования.
- Процесс хонингования используется для удаления припусков, поскольку это быстрый процесс.
- Используется для допуска и полировки отверстия.
- Хонингование используется для чистовой обработки отверстий практически на любых материалах, таких как напыленные покрытия, CGI, керамика и т.
 Д.
Д.
 Д.
Д.Преимущества процесса хонингования
Хонингование дает следующие преимущества:
- В работе отсутствует трение.
- Это позволяет легко вращать работу.
- Поверхность становится ровной, что невозможно ни при каких других операциях.
- Сохраняет исходную осевую линию отверстия.
- Обработка любого металла вне зависимости от его твердости.
- Обеспечивается высокая точность.
Различия между хонингованием и притиркой
Ниже приведены 6 различий между хонингованием и притиркой:
| Хонингование | Притирка |
| 1.Размер задания устанавливается сразу после удаления следов обработки хонингованием. | 1. Притиркой поверхность работы становится гладкой, как у стекла, так и полированной. |
2. Несомненно, что есть разница в размере работы после выполнения операции хонингования. | 2. Нет большой разницы в размере работы после притирки. |
| 3. Для операции хонингования необходима хонинговальная насадка и гибкий сверлильный станок. | 3. Притирка может производиться руками. |
| 4. Для операции хонингования необходимы как охлаждающая жидкость, так и смазка. | 4. Для притирки достаточно масла, смешанного с пастой. |
| 5. При операции хонингования хонинговальная насадка должна быстро вращаться только в одном направлении. | 5. При притирке зазор перемещается с малой скоростью или протирается. |
| 6. Для хонингования используется хонинговальный камень. | 6. Для притирки используется паста, состоящая из абразива и масла. |
Заключение
Как вы теперь знаете, хонингование — это процесс абразивной обработки, который создает точную поверхность на заготовке путем трения абразивным шлифовальным камнем с контролируемой траекторией по нему.
Как мы уже обсуждали все различные «типы хонинговального станка » с его работой, но все же, если у вас есть какие-либо вопросы, вы можете задать их в комментариях.Если вам понравилась эта статья, поделитесь ею с друзьями.
Скачать PDF:
Чтобы получить больше подобных статей, подпишитесь на нашу рассылку:
Вы можете узнать больше в нашем блоге:
- Слоттер: типы, 4 различных типа операций с PDF
- Как шлифовальный станок работает? Типы и работа шлифовального станка
- Что такое фрезерный станок? Детали, типы, операции [Загрузить PDF]
Изображение предоставлено: IndiaMart и Wikipedia
Что такое процесс хонингования?
Введение в процесс хонингованияПроцесс хонингования, позволяющий получить хорошую поверхность на металлической заготовке, протирая ее абразивным камнем и задавая степень чистоты поверхности в диапазоне микрошлифовки.
Хонингование позволяет стабильно получать чистую отделку размером до 4 мкм, также возможна и более тонкая отделка.
 Он также может удалить от 0,0001 дюйма материала до 0,125 дюйма. Однако обычно на диаметре хонингования остается от 0,002 до 0,020 дюйма материала. Таким образом, хонингование в основном используется для исправления некруглости, конусности, следов инструмента и осевой деформации.
Он также может удалить от 0,0001 дюйма материала до 0,125 дюйма. Однако обычно на диаметре хонингования остается от 0,002 до 0,020 дюйма материала. Таким образом, хонингование в основном используется для исправления некруглости, конусности, следов инструмента и осевой деформации. Хонингование состоит из инструмента с тремя или более абразивными камнями, которые вращаются, контролируя давление и скорость, при контакте с заготовкой для получения точной конфигурации и чистовой обработки.
Камни изготавливаются из карбида кремния, оксида алюминия, кубического нитрида или алмазов. Почему хонингование?
Хонингование — это рентабельный процесс механической обработки для снятия припуска, создания точности, допуска отверстий, полировки отверстий, чистовой обработки отверстий практически из любого материала, такого как напыляемое покрытие, CGI, керамика и т. Д.
Что такое хонинговальная операция?
Инструмент вращается вручную, и заготовка проходит обратно над инструментом.
 Инструмент совершает медленное возвратно-поступательное движение при вращении для точного хонингования. Хонинговальные камни можно свободно удерживать в держателях, напрямую цементировать в держателях или заливать в пластиковые вкладки, удерживаемые в держателях.
Инструмент совершает медленное возвратно-поступательное движение при вращении для точного хонингования. Хонинговальные камни можно свободно удерживать в держателях, напрямую цементировать в держателях или заливать в пластиковые вкладки, удерживаемые в держателях. Хонинговальный инструмент может быть изготовлен таким образом, чтобы между инструментом и заготовкой преобладало плавающее действие, и любое давление, оказываемое на инструмент, могло передаваться на все стороны одинаково. Охлаждающие жидкости необходимы для этого процесса, чтобы смыть мелкую стружку и поддерживать однородную температуру.
| Хонинговальные инструменты |
Хонинговальный процесс, выполняемый инструментом, включая движения подъема, поворота и подачи.Эта кинематика дает типичный угол хонингования для этого процесса. Движение подачи заставляет инструмент распространяться в радиальном направлении, контактируя со стенками отверстия абразивом. Это создается электромеханической системой подачи, которая позволяет регулировать усилие подачи в регулируемых пределах.
Это создается электромеханической системой подачи, которая позволяет регулировать усилие подачи в регулируемых пределах.
Хонингование выполняется как средство на станках общего назначения, таких как токарный станок, сверлильный станок и переносные сверла, но можно получить более экономические результаты, затачивая станки для производственных работ.
Существует два основных типа хонинговальных станков: горизонтальный и вертикальный.
Процесс хонингования самых разных материалов дает преимущества, заключающиеся в низкой стоимости капитального оборудования, высокой скорости съема металла и исключительной точности 0,001 мм.
Хонингование может исправить детали, которые не имеют квадратной формы в пределах, которые используются для исправления некруглости, конуса, следов инструмента и осевой деформации.
Преимущества процесса хонингования
- Удаление всех материалов независимо от твердости.
- Любая степень обработки поверхности детали.
- Высокая производительность съема материала до 12 раз выше, чем при внутреннем шлифовании.
- Недорогой простой светильник
- Из-за более низкого давления, используемого при хонинговании, и, как следствие, более низкого давления фиксации, тонкостенные детали менее подвержены деформации.
- Точность хонингования не зависит от длины отверстия.
- Хонингование сохраняет исходную осевую линию отверстия.
- Отверстия исправляются с минимальным удалением материала.

Применение процесса хонингования
Идеально подходит для отделки внутренних поверхностей цилиндров двигателей внутреннего сгорания, гидроцилиндров и других цилиндров, где сохранение смазочной пленки на поверхности важно с функциональной точки зрения. В основном используется для чистовой обработки шейки коленчатого вала автомобилей.
Обзор производстваHoning — Engineers Edge
Обзор хонинговального производства
Производство Меню знаний | Хонинговальные производственные услуги
Обзор хонинговального производства
Хонингование производство — это технология низкоскоростной абразивной обработки. Хонингование состоит из инструмента с тремя или более абразивными камнями, который вращается, находясь в контакте с рабочим элементом. Контролируя давление и скорость, деталь отшлифована до точной конфигурации и отделки.
Хонингование состоит из инструмента с тремя или более абразивными камнями, который вращается, находясь в контакте с рабочим элементом. Контролируя давление и скорость, деталь отшлифована до точной конфигурации и отделки.
Обычно камни изготавливаются из карбида кремния, оксида алюминия, кубического нитрида или алмазов. Эти материалы комбинируются и склеиваются. Хонингование не повлияет на расположение цилиндрической детали, а скорее используется для улучшения ранее изготовленного цилиндра.Хонингование может использоваться для исправления цилиндра, имеющего некруглую, волнистую или коническую форму.
Часто хонингование используется для создания штриховок или многонаправленных чистовых шероховатостей. Этот тип поверхности отлично подходит для цилиндров фрикционного типа, где важна посадка уплотнительных колец.
Экономика хонингования Поскольку хонингование — это высокоточный процесс, он также относительно дорог. Поэтому он используется только в компонентах, требующих высочайшего уровня точности.Обычно это последняя производственная операция перед отправкой детали заказчику. Габаритные размеры объекта устанавливаются предшествующими операциями, последняя из которых обычно шлифовка. Затем деталь оттачивается для улучшения характеристик формы, таких как округлость, плоскостность, цилиндричность или сферичность.
Поэтому он используется только в компонентах, требующих высочайшего уровня точности.Обычно это последняя производственная операция перед отправкой детали заказчику. Габаритные размеры объекта устанавливаются предшествующими операциями, последняя из которых обычно шлифовка. Затем деталь оттачивается для улучшения характеристик формы, таких как округлость, плоскостность, цилиндричность или сферичность.
Поскольку хонингование — это относительно дорогой производственный процесс, он может быть экономически оправдан только для приложений, требующих очень высокой точности формы.Улучшенная форма после хонингования может привести к более тихой работе или более высокой точности детали.
Гибкий хонинговальный инструмент — это относительно недорогой процесс хонингования. Этот инструмент обеспечивает контролируемое состояние поверхности, недоступное никаким другим методом. Он включает в себя отделку, геометрию и металлургическую структуру. Получается высокий процент плато без резаных, рваных и складчатых металлов. Гибкий хонинговальный инструмент — это упругий, гибкий хонинговальный инструмент с мягким режущим действием. Каждая шарик абразива имеет независимую подвеску, которая обеспечивает самоцентрирование инструмента, самоцентрирование по отверстию и самокомпенсацию износа.
Получается высокий процент плато без резаных, рваных и складчатых металлов. Гибкий хонинговальный инструмент — это упругий, гибкий хонинговальный инструмент с мягким режущим действием. Каждая шарик абразива имеет независимую подвеску, которая обеспечивает самоцентрирование инструмента, самоцентрирование по отверстию и самокомпенсацию износа.
Рисунок «крест-накрест» используется для удержания масла или смазки для обеспечения надлежащей смазки и кольцевого уплотнения поршней в цилиндрах. Гладкая застекленная стенка цилиндра может вызвать задиры поршневых колец и цилиндров. Схема «крест-накрест» используется на тормозных дисках и маховиках.
Финиш плато
Отделка плато — это отделка, характеризующаяся удалением «выступов» в металле, при этом поперечная штриховка остается нетронутой для удержания масла.Платформенная отделка увеличивает опорную поверхность отделки и не требует, чтобы поршень или кольцо «врезались» в стенки цилиндра. Спецификация хонингования плато 1. Rz …. 3-6 микрон; 2. Rpk …. <= 0,3 микрона; 3. Rk ..... 0,3-1,5 микрон; 4. Рвк .... 0,8-2,00 мкм.
Спецификация хонингования плато 1. Rz …. 3-6 микрон; 2. Rpk …. <= 0,3 микрона; 3. Rk ..... 0,3-1,5 микрон; 4. Рвк .... 0,8-2,00 мкм.
Что такое хонинговальный процесс чистовой обработки деталей с ЧПУ
Несколько дней назад мы получили один запрос из Чехии.После анодирования нам необходимо провести хонинговальную чистовую обработку, чтобы обеспечить окончательные требования к поверхности.
А что такое хонинговальная финишная обработка обрабатываемой детали с ЧПУ; в чем преимущество и недостаток? Каковы его функции и применение в промышленности. В настоящее время мы в основном будем делиться некоторыми знаниями о процессе доводки деталей с ЧПУ, включая точность обработки, качество поверхности, диапазон обработки, процесс обработки, сильную способность исправлять отверстия и т. Д.
Что такое процесс чистовой хонингования?
Хонингование, чистовая обработка, при которой точильный камень внедряется на поверхность хонингования в поверхность заготовки под давлением. Как хонинговальные инструменты, так и детали должны вращаться друг с другом или совершать аксиально-линейное возвратно-поступательное движение, чтобы сократить минимальный припуск на обработку деталей.
Как хонинговальные инструменты, так и детали должны вращаться друг с другом или совершать аксиально-линейное возвратно-поступательное движение, чтобы сократить минимальный припуск на обработку деталей.
В целом площадь контакта между хонингованием и опорной поверхностью большая, а эффективность обработки выше, чем у других. Иногда самолет также можно обработать при определенных условиях. Точность размера отверстия составляет IT7 ~ 4, Ra 0,32 ~ 0,04 после хонингования. Для нас это очень важно. Точность хонингования может обеспечить допуск отверстия на уровне IT6-IT7, полировку поверхности — Ra0.2-0,025 мкм. Кроме того, процесс хонингования может обеспечить допуск формы отверстия менее 0,005 мм, но некоторые отверстия среднего размера даже менее 0,001 мм и т. Д.
В чем преимущество и недостатки процесса чистовой хонингования?
- Процесс хонингования заключается в придании поверхности деталей высокой точности и качества поверхности, а также длительного срока службы своего рода высокоэффективного метода обработки, который может эффективно улучшить точность размеров и формы и снизить значение RA. .Но это не может улучшить точность расположения отверстия и других поверхностей.
 .Но это не может улучшить точность расположения отверстия и других поверхностей.
.Но это не может улучшить точность расположения отверстия и других поверхностей.- Он может обрабатывать детали из чугуна, закаленной и незакаленной стали и бронзы, но не подходит для обработки деталей из цветных металлов с большой прочностью.
- Подходит для обработки отверстий. При обработке хонингованием он направляется по центру исходного отверстия. Диапазон обработки отверстий φ5 φ500, глубина до 10.
- Широко применяется для обработки отверстия цилиндра, ствола цилиндра, отверстия клапана и различных стволов оружия в массовом производстве.В то же время, мы также будем использовать его для некоторых небольших партий продукции.
- Процесс хонингования припуска на резку очень маленький,
- Это очень хорошая обработка, предназначенная для точного исправления отверстия, такого как размер отверстия, внутренняя полировка отверстия, некруглость, конусность и отклонение отверстия и т. Д.
Конечно, у него также есть одна короткая пластина в процессе хонингования, концентричность не может быть определена.
- По сравнению с обычным шлифованием, хонингование позволяет сократить ручной труд, повысить производительность, упростить автоматизацию и т. Д.
В настоящее время процесс финишной обработки постепенно получил признание и стал использоваться в нашей машиностроительной промышленности. Все более и более высокие стандарты поверхности продуктов просили сделать эту отделку, допуск поверхности под +/- 0,001 даже больше +/- 0,0005 мм, Мы сделали гораздо больше, это будет завершено до яркой отделки, очень красиво,
Какие детали в промышленности мы будем использовать при хонинговании и чистовой обработке?
До сих пор большая часть процесса доводки применялась в автомобилях, системах привода, поршнях, клапанах и других прецизионных деталях.Если вам нужна высокоточная передача поверхности, нам придется рассмотреть процесс финишной обработки, если у вас возникнут какие-либо потребности в ваших продуктах, обращайтесь к нам прямо сейчас. Наша команда ответит вам в течение 8 часов.
Наша команда ответит вам в течение 8 часов.
Creatingway концентрируется на Обработка с ЧПУ , Обработка прототипов , мелкосерийное производство , изготовление металлов и услуги отделки деталей , предоставление вам наилучшей поддержки и услуг . спросите нас один спросите сейчас .
Если у вас возникнут какие-либо вопросы или запрос предложений по технологии обработки металлов и пластмасс, а также по индивидуальной обработке, свяжитесь с нами по номеру
Позвоните + 86-0 (755) -89492523 или Отправьте нам запрос
Добро пожаловать к нам в гости, по любым вопросам проектирования и обработки металлов и пластмасс, мы здесь, чтобы поддержать вас. Адрес электронной почты службы поддержки:
: sales @ createdway.com
Заточка зубчатых колес: основы — THORS eLearning Solutions
Повышение качества прямозубых и косозубых зубчатых колес имеет решающее значение при производстве, и для этого существует множество методов. Стружка вращающегося зубчатого колеса и чистовая обработка валков выполняются в сыром или мягком состоянии перед термообработкой. Эти процессы позволяют изменять геометрию шестерни, чтобы компенсировать искажения, возникающие во время термообработки.
Стружка вращающегося зубчатого колеса и чистовая обработка валков выполняются в сыром или мягком состоянии перед термообработкой. Эти процессы позволяют изменять геометрию шестерни, чтобы компенсировать искажения, возникающие во время термообработки.
Зубчатое хонингование — это особенно эффективный метод удаления зазубрин и заусенцев с активных профилей зубьев после термообработки.В сочетании с его способностью улучшать чистоту поверхности и вносить незначительные коррективы в форму, процесс хонингования быстро принимается как метод чистовой обработки поверхности зубчатых колес после процесса термообработки.
Преимущества хонингования зубчатых колес g хонингование проушины:
- Исправляет размерные ошибки
- Исправляет искажения, вызванные термической обработкой
- Удаляет зазубрины от манипуляций.
- Улучшает чистовую обработку поверхности
Зубчатое хонингование характеризуется образованием мелких следов шлифования из-за шлифования под углом. При шлифовании используется хонинговальный круг для зубчатых колес в форме шестерни с внутренними зубьями, которая входит в зацепление с заготовкой для шлифования поверхности зуба. Хотя в некотором смысле это форма шлифования, так как в нем используется хонинговальный круг для зубчатых колес, его называют «хонингованием», чтобы отличать его от обычного процесса шлифования. Типичная шероховатость шлифованных поверхностей зубов находится в диапазоне от 0,8 до 1,6 микрон CLA (от 32 до 63 микродюймов). Хонингование выполняется для улучшения качества поверхности до диапазона CLA от 0,4 до 0,8 микрон (от 16 до 32 микродюймов).
При шлифовании используется хонинговальный круг для зубчатых колес в форме шестерни с внутренними зубьями, которая входит в зацепление с заготовкой для шлифования поверхности зуба. Хотя в некотором смысле это форма шлифования, так как в нем используется хонинговальный круг для зубчатых колес, его называют «хонингованием», чтобы отличать его от обычного процесса шлифования. Типичная шероховатость шлифованных поверхностей зубов находится в диапазоне от 0,8 до 1,6 микрон CLA (от 32 до 63 микродюймов). Хонингование выполняется для улучшения качества поверхности до диапазона CLA от 0,4 до 0,8 микрон (от 16 до 32 микродюймов).
Все чаще и чаще большинство шестерен, используемых в приложениях с высокими нагрузками, уменьшаются в размерах, чтобы сэкономить вес и место.Улучшение чистоты поверхности и точности размеров зубьев и отверстий шестерни позволяет более мелким и легким шестерням нести ту же нагрузку, что и более крупная конструкция более низкого качества.
Во многих цехах по производству зубчатых колес шлифовка является заключительным этапом обработки как торцевых поверхностей, так и отверстий. Этот пост представляет собой попытку познакомить инженеров-технологов (особенно в цехах, специализирующихся на малых и средних производствах) с идеей финишной обработки и хонингования чашечных кругов как потенциальной альтернативы шлифованию.
С экономической точки зрения хонингование зубчатых колес стало важной частью производства высокоскоростных трансмиссий. Шестерни, которые были заточены вместо шлифовки, обладают отличными характеристиками износа и работают очень тихо.
Хотя хонингование зубчатых колес является универсальной технологией, в основном она используется в автомобильной, аэрокосмической, грузовой и тяжелой промышленности. Этот метод подходит для любого применения, где требуется тихая, прочная и надежная передача. По мере развития гибридных и электрических технологий в автомобильной промышленности шум редукторов стал проблемой, требующей решения.В зубчатых передачах, разработанных с использованием процесса хонингования, шум двигателя значительно снижен, и люди не смогут слышать шум шестерен. Производители оригинального оборудования осознают это и увеличили использование шумоподавляющих хонинговальных зубчатых колес в этих областях применения. Кроме того, в таких областях применения, как трансмиссии тяжелых грузовиков, где необходимы надежность и долговечность, хонингование является предпочтительным методом чистовой обработки зубчатых колес.
Производители оригинального оборудования осознают это и увеличили использование шумоподавляющих хонинговальных зубчатых колес в этих областях применения. Кроме того, в таких областях применения, как трансмиссии тяжелых грузовиков, где необходимы надежность и долговечность, хонингование является предпочтительным методом чистовой обработки зубчатых колес.
Хотите узнать больше о шестеренках? Получите бесплатную демонстрацию наших курсов, связанных с снаряжением, здесь.
{{cta (’49a5dbd9-748a-44f7-a0f1-0f6063def176 ′,’ justifycenter ’)}}
Honing Steel vs Sharpener — вот в чем разница — Kitchen Knife Planet
Существует много недоразумений, связанных с хонингованием стали и точилками, и в чем именно заключается разница. Я часто вижу, что хонинговальные стали ошибочно обозначаются как заточные стержни, даже когда они продаются, особенно в Интернете.
Дело в том, что хонингование стали и точилки — это разные инструменты для самых разных работ.
Если вы не уверены, в чем разница между хонингованием стали и точилками, то читайте дальше.
Я подробно расскажу о разнице, почему это важно, как часто вам нужно затачивать и затачивать и как вы можете легко найти правильные инструменты для выполнения работы, не вводя в заблуждение неточный маркетинг.
Хонингование стали, выравнивание лезвия после загибания кромки. Точилки для ножей удаляют слой лезвия, чтобы открыть новую острую кромку лезвия.Хонинговальные стали изготавливаются из материала, аналогичного по прочности стальным лезвиям. Точилки должны быть изготовлены из более твердого материала, например алмаза, керамики или абразивного материала, например камня, чтобы они могли удалить сталь с лезвия.
Ищете новую хонинговальную сталь?
Я рекомендую Wüsthof 10 Inch. Вы можете просмотреть его на Amazon здесь (открывается новая вкладка).
Ищете новую заточку?
Я рекомендую керамический стержень Messermeister. Вы можете просмотреть его на одном Amazon здесь (открывается новая вкладка).
Вы можете просмотреть его на одном Amazon здесь (открывается новая вкладка).
Хонинговальная сталь и заточка стали
Во-первых, заточки «сталь» на самом деле не существует. Заточные приспособления должны быть изготовлены из более твердого материала, чем нож, поэтому они обычно керамические или инкрустированные алмазами.
Заточку «стали» на самом деле следует называть заточкой «стержнями». Все, что сделано из стали, может быть приспособлением для хонингования.
Между хонинговальной сталью и точильным стержнем большая разница.
Я подробно расскажу о каждом из них ниже, но вкратце:
- Хонингование стали выравнивает лезвие, чтобы сделать его более прямой край
- Заточка стержней удаляет тонкий слой лезвия, чтобы обнажить свежую острую кромку
Нож можно затачивать очень часто, для домашних поваров я обычно рекомендую затачивать нож каждые три использования.
Вам следует точить ножи гораздо реже. Я бы рекомендовал примерно каждые 6-12 месяцев для ножа, которым вы пользуетесь регулярно.
Что такое хонинговальная стальИз всего, что мы обсудим в статье, хонингование стали — это, вероятно, инструмент, который вы видели больше всего. Они состоят из стального стержня около 12 дюймов с ручкой у одного и закругленным у другого. Самая толстая часть стержня находится на рукоятке, а затем она слегка сужается к закругленной части.
Они есть на каждой профессиональной кухне, их часто можно увидеть в телевизионных кулинарных шоу, но они также очень распространены среди домашних поваров. И они должны быть такими, они просты в использовании, относительно недороги и очень важны для хорошего ухода за ножом.
Проблема в том, что их часто путают с надписью «заточка стали», что является неправильным.
Давайте посмотрим, что делает хонинговальный нож и что нужно знать, чтобы отличить хонинговальную сталь от точильного стержня.
Первое, что нужно знать, это то, что технически затачивая нож, вы его не затачиваете. Тем не мение; он делает лезвие более острым и продлевает срок службы ножа.
Честно говоря, это не так запутанно, как может показаться, если вы поймете, что на самом деле делает с ножом заточка и заточка.
Когда используется нож, он неизбежно ударится о твердую поверхность, будь то разделочная доска или кусок куриной кости, это просто неизбежный результат приготовления.Когда лезвие ножа ударяется об эти твердые поверхности, удар заставляет его изгибаться и складываться.
Эти складки крошечные, поэтому вы, вероятно, даже не заметите их визуально. Но представьте себе микроскопический конец лезвия ножа, он похож на тысячи крошечных зубцов, и они настолько тонкие, что на самом деле не обладают огромной прочностью, поэтому удар о твердую поверхность очень быстро заставит их загнуться. . Чем сильнее ударяется нож о поверхность, тем быстрее будут возникать складки, поэтому деревянные разделочные доски с торцевым рисунком лучше всего подходят для ножей, а твердые мраморные разделочные доски могут нанести большой ущерб.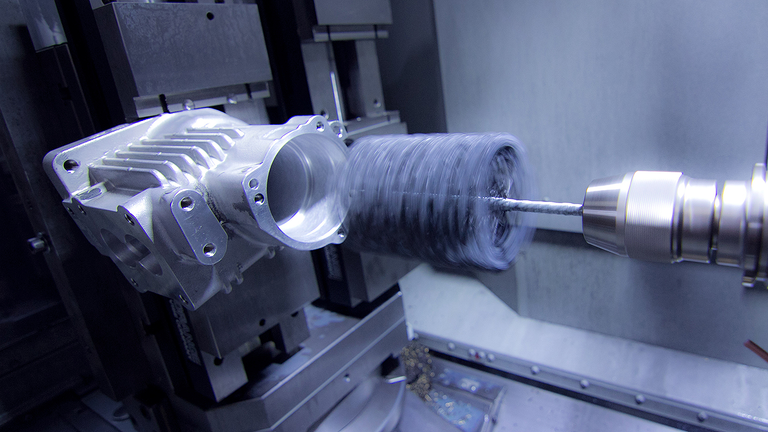
Итак, крошечные зубцы на краю лезвия загнуты, но они все еще там, и они все еще острые, они только что были согнуты с нарушением совмещения.
Входит наш спаситель, хонинговальная сталь.
Хонинговальная сталь не зря изготавливается из стали. Лезвия ножей сделаны из стали, и мы хотим использовать инструмент такой же прочности, чтобы вернуть эти зубцы в правильное положение.
Когда вы проведете ножом по прямому краю хонинговальной стали, лезвие будет плавно выровнено.После того, как зубцы полностью выровнены, нож как инструмент становится более острым, хотя каждый зуб вообще не был заточен.
Это действительно простой и быстрый процесс. Вам нужно всего лишь три или пять раз провести каждой стороной ножа по хонинговальной стали, прежде чем лезвие будет выровнено.
Однако; вам действительно нужно знать, как часто вы должны затачивать нож, так что давайте посмотрим на это.
Как часто нужно затачивать нож На мой взгляд, затачивание ножа гораздо важнее, чем заточка, и делать это нужно гораздо чаще. Вот почему гораздо чаще можно увидеть хонинговальную сталь, а не точилки, и, вероятно, именно поэтому их так легко перепутать.
Вот почему гораздо чаще можно увидеть хонинговальную сталь, а не точилки, и, вероятно, именно поэтому их так легко перепутать.
Лезвие ножа начнет очень быстро выходить из строя на микроскопическом уровне, буквально, как только вы начнете пользоваться ножом. Если подумать, крошечные микроскопические зубцы на краю лезвия ножа не выдержат всей силы, когда вы режете твердую поверхность.
Следовательно, точить нож нужно очень часто.Я рекомендую затачивать нож как минимум каждые три использования . Честно говоря, не помешало бы оттачивать его после каждого сеанса приготовления, но для домашнего повара подойдут каждые три использования.
Виды хонинговальных сталейНайти хонинговальную сталь на самом деле очень просто, если вы знаете, для чего она нужна. Ключ к разгадке в названии «сталь»!
Если она продается как хонинговальная сталь и сделана из стали, то это нормально. Они довольно недорогие и служат десятилетиями.
Этот 10-дюймовый Wüsthof на Amazon (открывается в новой вкладке) был бы идеальным выбором, и вам, вероятно, никогда не придется его заменять.
Что такое точилка для ножей Точилкибывают разных стилей, мы обсудим различные типы точилок ниже, но сначала давайте поговорим о , что не является точилкой.
Стальные стержни — это не точилки, что бы ни говорили маркетологи. Теперь вы можете зайти в Интернет и выполнить поиск по запросу «заточка стали» или «заточка стержня», и вы столкнетесь с десятками продуктов, которые заявляют, что это стержни для заточки, но, скорее всего, это не так.
Причина в том, что заточные инструменты не из стали . Теперь, возможно, будет несколько доступных сверхпрочных точилок из стального композитного материала, которые действительно затачивают ножи, но в 99% случаев, если вы видите «точилку», сделанную из стали, то это на самом деле вовсе не точилка, это хонинговальный стержень.
Я могу только предположить, что продукты позиционируют себя как точилки, когда они на самом деле хонинговальные стержни, потому что люди не понимают, что такое хонинговальные стержни, поэтому продавец просто пытается описать продукт подходящим образом.
Беда в том, что заточка и хонингование очень разные . И делать их нужно на разных частотах. Чтобы полностью понять, давайте теперь посмотрим, что на самом деле происходит при заточке ножа.
Для чего нужна заточка ножаМы уже обсуждали, что заточка ножа просто выравнивает лезвие ножа, которое вышло из выравнивания, просто.
Заточка ножа — это другой процесс.Когда мы затачиваем нож, мы делаем это, потому что лезвие ножа так не выровнено, или настолько повреждено, что его просто невозможно отрегулировать с помощью хонинговальной стали. Фактически, этот край уже нельзя сохранить, и нам нужен новый.
Войдите в точилку. Точилки должны быть сделаны из более твердого материала, чем нож , или из абразивной поверхности, такой как камень, точильные камни обычно называются точильными камнями или водяными камнями.
Причина, по которой материал должен быть более твердым, заключается в том, что ему нужно удалить тонкий слой стального лезвия, чтобы под ним открылась совершенно новая и острая кромка.Здесь мы говорим о довольно мелких частицах, почти как стальная пыль. Этого нельзя добиться с материалом меньшей или равной прочности, он должен быть прочнее.
Вот почему «точилки для стали» — это ерунда. Сталь нельзя удалить с помощью стали, это немного неподвижная сила, встречающаяся со сценарием неудержимого объекта, победителя нет.
Настоящие точилки изготавливаются из более твердых материалов, большинство точилок изготавливаются из этих трех материалов:
- Алмазная инкрустация
- Керамика
- Точильные камни или водные камни
Если изделие изготовлено из одного из этих трех предметов, оно заточит нож.Это важно знать, потому что существует огромная разница между тем, как часто вы должны затачивать нож и как часто вы должны затачивать нож. Давай обсудим это дальше.
Как часто нужно затачивать ножЗаточка для ножа более разрушительна, чем хонингование. Хонингование просто выравнивает текущую кромку; однако при заточке фактически удаляется часть вашего ножа.
Если вы часто затачиваете нож (по крайней мере, каждые три использования, как я упоминал выше), то вам действительно не нужно затачивать нож очень часто, возможно, каждые шесть месяцев или один год.
На самом деле вы сможете определить, когда ваш нож нужно заточить, потому что это произойдет тогда, когда после заточки ваш нож не станет более острым. Это указывает на то, что лезвие настолько не выровнено, что его просто невозможно отрегулировать с помощью хонинговальной стали, и вам нужно удалить край.
Эта разница частот является основной причиной того, почему так важно знать разницу между хонингованием, затачиванием и необходимыми затратами.
Было бы так легко ошибочно подумать, что нож нужно точить почаще и каждую неделю шлифовать алмазной точилкой, это было бы ужасно для ножа.
Точно так же кому-то было бы легко подумать, что использование хонинговальной стали каждые шесть месяцев на самом деле затачивает их нож, опять же, это было бы неправильно и этот нож быстро изнашивался.
Итак, теперь вы знаете, что на самом деле означает заточка ножа, давайте посмотрим на различные типы точилок, которые вы можете использовать.
Существует три материала, из которых изготавливается большинство точилок для ножей:
- Алмаз
- Керамика
- Камень, называемый точильный камень или водяной камень
Есть также три типа точилок, которые вы найдете, самые странные и замечательные, но большинство точилок вы найду попадет в эти категории:
- Стержень для заточки
- Точилка для сквозных отверстий
- Точильный камень или водяной камень
Я написал полную статью о каждом типе точилки и о том, как ими пользоваться, которую вы можете увидеть здесь.
Вкратце, домашнему повару я бы, вероятно, порекомендовал начать с керамического стержня. Алмазные стержни могут быть довольно жесткими для лезвия ножа только потому, что алмаз , а значит твердый. Вам просто нужно быть немного осторожным с керамическими стержнями, потому что они могут быть хрупкими, если уронить их, можно увидеть, как они сломаются пополам. Но пока вы будете осторожны, все будет в порядке.
Если вам нужно что-то более продвинутое для сверхострой обработки, я бы порекомендовал использовать точильные камни. Их на самом деле не так уж сложно использовать, когда вы к ним привыкнете, и они создают блестящую отделку.
Разница между хонингованием и заточкой ножаЕсли вы прочитали все вышесказанное, то вы уже знаете ответ на этот вопрос, но если у вас его нет, вот простая разбивка.
- Хонингование выравнивает форму согнутого лезвия
- Заточка удаляет небольшой слой лезвия, открывая новую острую кромку
Опять же, если вы прочитали все вышесказанное, то вы уже знаете ответ на этот вопрос, но если у вас нет, вот простая разбивка.Все дело в материале, из которого изготовлен инструмент:
- Хонинговальные стали производятся только из стали
- «Стали» для заточки не существуют, даже если они продаются как таковые. Точилки должны быть изготовлены из более твердого материала, чем сталь. Алмазные, керамические точилки или точилки для точильного камня заточат ваши ножи.
Если это не имеет смысла, я бы порекомендовал прочитать раздел «Что делает заточка ножа» выше.
Заточка или заточка ножа важнееБольшинство, вероятно, скажет, что оба они одинаково важны, но в реальном мире я думаю, что заточение ножа — безусловно, самое важное.
Если вы будете часто затачивать нож, по крайней мере, каждые три использования, то вы значительно продляете срок службы своих ножей.
Заточку нужно делать так редко, чтобы вы, честно говоря, могли обходиться без заточки более года, если вы часто затачиваете, и ваши ножи все равно прослужат очень хорошо.