Хонингование цилиндров своими руками
Самым завершающим этапом при капитальном ремонте любого двигателя является хонингование. В этой статье вы подробно узнаете о том, что такое хонингование блока цилиндров, зачем оно производится и как осуществить его своими руками.
Что такое хонингование
Хонингование выполняется для уменьшения шероховатости поверхности цилиндров, чтобы обеспечить минимальное трение между поршнем и рабочей частью цилиндра. Данная процедура выполняется при помощи режущей обработки. Хонинговальные бруски устанавливаются в специальные хонинговальные головки, которые устанавливаются как радиально, так и плоскопараллельно через конусные механизмы или зубчатые рейки. Таким образом, достигается крестовая шлифовка поверхности и соответствующая сетка штрихов. В связи с этим, хонингование получило второе название – перекрестная шлифовка. Смазка и охлаждение обрабатываемого материала обеспечивается с помощью специального хонинговального масла, которое подается на всем протяжении обработки.
Для чего необходимо хонингование цилиндров
В процессе эксплуатации, двигатель поддается как термическим, так и механическим воздействиям, которые непременно меняют форму цилиндров. Цилиндр должен иметь строго определенную высоту и диаметр, который не должен меняться на всем протяжении стенок. Тем не менее, длительная эксплуатация и износ делают свое дело – цилиндры меняют свою форму на бочкообразную, конусообразную или седлообразную. Данные изменения невидимы не вооруженным глазом, тем не менее, довести форму цилиндра до ума просто необходимо. Именно для этого и применяется хонингование, которое может расточить цилиндр до самых номинальных размеров с точностью до миллиметра.
Если цилиндры не обрабатывают и оставляют все, как есть, то можно получить, примерно, следующую картину:
- Снижение давления в цилиндрах (компрессии), потеря мощности. Данный параметр напрямую зависит от формы цилиндра.
- Повышения расхода смазывающего материала и топлива.
 Сквозь промежутки, которые могут возникнуть между поршнем и стенками цилиндра, масло будет подниматься в камеру сгорания, прогорать и уходить в выхлопную систему.
Сквозь промежутки, которые могут возникнуть между поршнем и стенками цилиндра, масло будет подниматься в камеру сгорания, прогорать и уходить в выхлопную систему.
Хорошо, если дело обойдется только расточкой цилиндров. Однако, бывают случаи, когда капитальный ремонт становился слишком затратным. Многие водители умудрились довести мотор до такого состояния, что потребовалась замена всего кривошипно-шатунного механизма.
Требования к инструменту и материалам
Как вы уже догадались, применение обычного расточного станка при хонинговании блока цилиндров недопустимо. Для этого используется только специальное оборудование, которое позволяет добиться самых точных результатов. Ведь такой параметр, как размер, в блоке цилиндров играет очень важную роль.
Обработка блока цилиндра, изготовленного из алюминия должна выполняться с помощью специальных брусков. Для достижения более точной геометрии элемента их количество должно составлять от 5 до 8. Расположение брусков выполняется по всему периметру обрабатываемой поверхности. Монтаж инструмента осуществляется с помощью гидравлического или электромеханического привода, который позволяет изменить их положение в соответствии с требуемым размером. Такой подход, в отличии от ручной настройки, позволяет обеспечить точное регулирование брусков, в соответствии с требуемыми нормами. Именно поэтому, применение обычного станка, с малым количеством брусков и регулировкой механическими рейками недопустимо.
Расположение брусков выполняется по всему периметру обрабатываемой поверхности. Монтаж инструмента осуществляется с помощью гидравлического или электромеханического привода, который позволяет изменить их положение в соответствии с требуемым размером. Такой подход, в отличии от ручной настройки, позволяет обеспечить точное регулирование брусков, в соответствии с требуемыми нормами. Именно поэтому, применение обычного станка, с малым количеством брусков и регулировкой механическими рейками недопустимо.
При расточке блока цилиндров применяются специальные бруски с алмазными зернами. Крепление зерен обеспечивается с помощью пластмассовой связки. Данный материал применим для обработки блока цилиндров, изготовленного из алюминия. Конструкция брусков позволяет добиться самозатачивания алмазов. Это означает, что связывающая пластмасса очень прочна, что немало важно при удержании алмазов в процессе обработки, и достаточно мягкая, чтобы удержать алмазы, концы которых уже затупились.
Как правильно делается хонингование цилиндров двигателя
Капитальный ремонт блока делится на несколько этапов. Вначале происходит расточка цилиндра до ремонтного размера. Обязательным условием является оставление припуска в 0,1-0,15 миллиметров. Данный размер позволяет вначале придать форму будущему цилиндру, а затем провести обработку шероховатой поверхности, чтобы сделать ее максимально гладкой.
После того, как второй этап будет завершен, необходимо выполнить промывку двигателя. Дело в том, что при обработке появляется большое количество металлической стружки, которая сразу может быть и незаметна. Однако, ее присутствие на стенках гильз совсем не желательно и может привести к повторному износу блока, поэтому ее необходимо удалить.
Внимание! Чтобы бруски не замазались и не переломились, необходимо через определенные промежутки времени прерывать хонингование, примерно, на 30 секунд.
 При этом, касание инструмента стенкам цилиндра должен быть прекращен. За это время обрабатываемую поверхность и бруски нужно промыть и обработать новой порцией хонинговального масла. После этого, можно снова продолжать обработку.
При этом, касание инструмента стенкам цилиндра должен быть прекращен. За это время обрабатываемую поверхность и бруски нужно промыть и обработать новой порцией хонинговального масла. После этого, можно снова продолжать обработку.
Чтобы бруски изнашивались равномерно, рекомендуется постоянно менять направление вращения головки. Данное требование позволяет не только ровно обработать деталь, но и добиться повышенной экономии материала, что не маловажно при проведении работ любого вида.
На этом хонингование блока цилиндров завершено. Как видно, на теории в этом нет ничего сложного. Однако на практике многие водители могут столкнуться с различными трудностями, например, отсутствие необходимого оборудования или специальных навыков, нужных при обработке блока цилиндров. Именно поэтому, такую работу лучше доверить профессионалу, который за относительно небольшие деньги выполнит точную и качественную шлифовку цилиндров.
Хонинговка без расточки | Цена 600 ₽
- Цены
- Расточка и хонингование блока цилиндров
- Хонинговка без расточки
Цена:
600 р.
Бесплатная консультация в Viber
- Описание
- Отзывы (0)
- Вопросы
Общепринятой технологией сегодня является плосковершинное хонингование цилиндров: на поверхности вначале создается сеть рисок определенной шероховатости, а затем их вершины сглаживаются специальной, финишной операцией.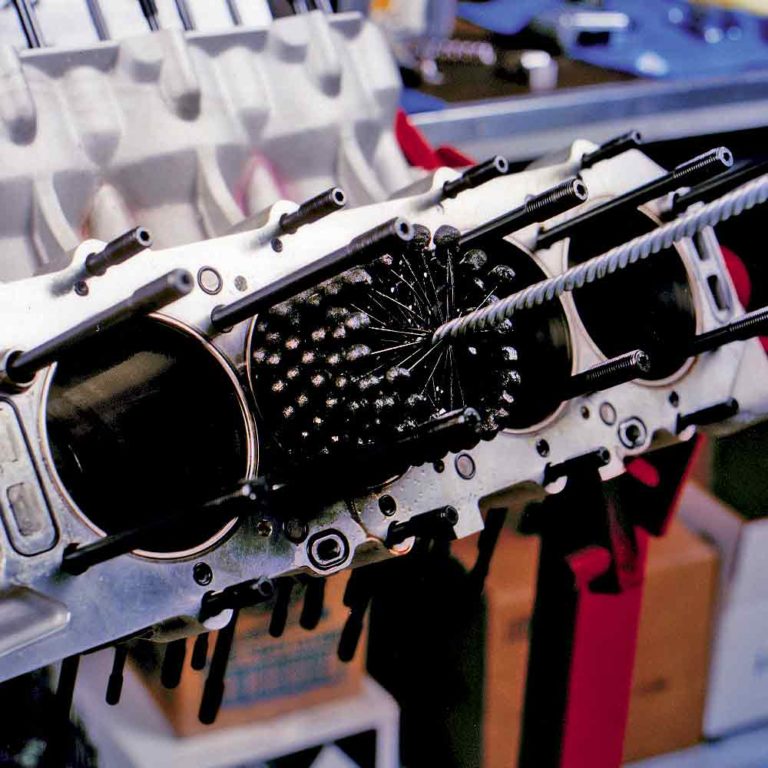 Так же можно встретить хонингование, которое выполняют по упрощенной технологии, без придания поверхности цилиндров необходимого профиля. Вы можете записаться на хонингование без расточки в нашей мастерской по низким ценам.
Так же можно встретить хонингование, которое выполняют по упрощенной технологии, без придания поверхности цилиндров необходимого профиля. Вы можете записаться на хонингование без расточки в нашей мастерской по низким ценам.
У нас работают настоящие специалисты своего дела, поэтому можете смело обращаться в нашу компанию. Мы предлагаем такие услуги как: расточка всех видов двигателей, гильзовка и шлифовка.
Если Вы хотите записаться на хонинговку без расточки прямо сейчас, нажимайте кнопку «заказать» или звоните нам по телефону.
Телефон: +7(904)915-50-32
Пожалуйста, скажите, что узнали номер на СКИДКОМ
Показать телефон
Задайте свой вопрос
Смотрите также:
Расточка и хонингование бл.цилиндров дв.ЗИЛ 130 (Шт)
Расточка и хонингование бл. цилиндров дв.ЗИЛ 130 в Нижнем НовгородеДля того, чтобы провести расточку, необходимо обращ…
цилиндров дв.ЗИЛ 130 в Нижнем НовгородеДля того, чтобы провести расточку, необходимо обращ…
Бесплатная консультация в Viber
Расточка и хонингование бл.цилиндров дв.легковой иномарки(за 1 цилиндр) (Шт)
Расточка и хонингование бл.цилиндров дв.легковой иномарки(за 1 цилиндр) в Нижнем НовгородеДля того, чтобы провести ра…
Бесплатная консультация в Viber
Расточка и хонингование бл.цилиндров дв. грузовой иномарки, V- образный (за 1 цилиндр)
грузовой иномарки, V- образный (за 1 цилиндр)
Расточка и хонингование бл.цилиндров дв.грузовой иномарки, V- образный (за 1 цилиндр) в Нижнем НовгородеДля того, что…
Бесплатная консультация в Viber
Расточка и хонингование через ремонт + 50% (Шт)
Расточка и хонингование через ремонт + 50% в Нижнем НовгородеДля того, чтобы провести расточку, необходимо обращаться…
Бесплатная консультация в Viber
Расточка и хонингование бл. цилиндров дв.ОКА
(Шт)
цилиндров дв.ОКА
(Шт)
Расточка и хонингование бл.цилиндров дв.ОКА в Нижнем НовгородеДля того, чтобы провести расточку, необходимо обращатьс…
1000 р.
RUB
Бесплатная консультация в Viber
Хонинговка двигателя на другой диаметр
Хонинговка двигателя на другой диаметр в Нижнем НовгородеКак известно, при ремонте двигателя недостаточно только раст.
1200 р.
RUB
Бесплатная консультация в Viber
Расточка блока двигателя (72-82 мм)
Расточка блока двигателя (72-82 мм) в Нижнем НовгородеЕсли Вам необходимо произвести расточку блока двигателя (72-82 …
1300 р.
RUB
Бесплатная консультация в Viber
Расточка и хонингование бл.цилиндров 2-х тактного дв.иномарки (за 1 цилиндр) (Шт)
Расточка и хонингование бл.цилиндров 2-х тактного дв.иномарки (за 1 цилиндр) в Нижнем НовгородеДля того, чтобы провес…
1500 р.
RUB
Бесплатная консультация в Viber
Расточка и хонингование бл. цилиндров 2-х тактного (за 1 цилиндр) (Шт)
Расточка и хонингование бл. цилиндров 2-х тактного (за 1 цилиндр) в Нижнем НовгородеДля того, чтобы провести расточку…
1500 р.
RUB
Бесплатная консультация в Viber
Расточка и хонингование бл.цилиндров компрессора (Шт)
Расточка и хонингование бл.цилиндров компрессора в Нижнем НовгородеДля того, чтобы провести расточку, необходимо обра…
1500 р.
RUB
Бесплатная консультация в Viber
Расточка бл.цилиндра вакуумного насоса (Шт)
Расточка бл.цилиндра вакуумного насоса в Нижнем НовгородеДля того, чтобы провести расточку, необходимо обращаться к с…
1500 р.
RUB
Бесплатная консультация в Viber
Расточка блока компрессора 2-х цилиндров (79-90 мм)
Расточка блока компрессора 2-х цилиндров (79-90 мм) в Нижнем НовгородеПри износе внутренней поверхности цилиндров ком…
1500 р.
RUB
Бесплатная консультация в Viber
Работа по 1 цилиндру + 20 % (Шт)
Работа по 1 цилиндру + 20 % в Нижнем НовгородеДля того, чтобы провести расточку, необходимо обращаться к специалисту,…
от 1500 р.
RUB
Бесплатная консультация в Viber
Расточка и хонингование бл.цилиндров ВАЗ,АЗЛК,ЗАЗ (Шт)
Расточка и хонингование бл.цилиндров ВАЗ,АЗЛК,ЗАЗДля того, чтобы провести расточку, необходимо обращаться к специалис…
1700 р.
RUB
Бесплатная консультация в Viber
Расточка блока двигателя (76-79 мм)
Расточка блока двигателя (76-79 мм) в Нижнем НовгородеЕсли Вам необходимо произвести расточку блока двигателя (76-79 …
от 1800 р.
RUB
Бесплатная консультация в Viber
Расточка гильз автомобиля «Запорожец»
Расточка гильз автомобиля ‘Запорожец’ в Нижнем НовгородеИзношенные цилиндры двигателей восстанавливают, используя спо. ..
..
2500 р.
RUB
Бесплатная консультация в Viber
Расточка и хонингование бл.цилиндров дв.ЗМЗ-402,406,УАЗ (Шт)
Расточка и хонингование бл.цилиндров дв.ЗМЗ-402,406,УАЗ в Нижнем НовгородеДля того, чтобы провести расточку, необходи. ..
..
от 2700 р.
RUB
Бесплатная консультация в Viber
Хонингование Определение и значение | Dictionary.com
- Основные определения
- Викторина
- Связанный контент
- Примеры
[ hoh-ning ]
/ ˈhoʊ nɪŋ 9 0 /
3 Сохранить это слово!
См. синонимы: хонингование / хонингование на сайте Thesaurus. com
com
сущ.
действие или процесс заточки чего-либо на точильном или брусковом камне: Точность выравнивания ножа режущего станка не зависит от заточки острой кромки .
действие или процесс улучшения или совершенствования навыка, программы, идеи и т. д.: На третьем и четвертом курсах упор делается на повышение квалификации с дальнейшим оттачиванием навыков и приобретением компетентности.
прилагательное
служит для заточки или совершенствования: нам всегда приятно приходить сюда и отвечать на ваши вопросы — мы уходим немного острее, чем были раньше.
ВИКТОРИНА
Сыграем ли мы в «ДОЛЖЕН» ПРОТИВ. «ДОЛЖЕН» ВЫЗОВ?
Должны ли вы пройти этот тест на «должен» или «должен»? Это должно оказаться быстрым вызовом!
Вопрос 1 из 6
Какая форма обычно используется с другими глаголами для выражения намерения?
Происхождение хонингования
хонингование 1 + -ing 1 для значений существительных; отточить 1 + -ing 2 для прилагательного
Слова рядом отточить
Hongshui He, Hongwu, Hong Xiu Quan, Honiara, honied, honing, honi soit qui mal y pense, Honiton, honk, honker, honkey
Dictionary. com Полный текст
Основано на словаре Random House Unabridged Dictionary, © Random House, Inc., 2022 г.
com Полный текст
Основано на словаре Random House Unabridged Dictionary, © Random House, Inc., 2022 г.
Слова, относящиеся к оттачиванию
цивилизация, осветление, очистка, культивирование, дистилляция, возвышение, фокусирование, улучшение, совершенствование, полировка, очистка, заострение, укус, острота, острота, жало
Как использовать оттачивание в предложении
Многие из наших бесценных нейронных способностей — память, принятие решений — оттачиваются по мере того, как мы исследуем окружающий мир.
Хотите расшифровать человеческий мозг? Для этого есть новая система, и она довольно дикая|Shelly Fan|22 сентября 2020 г.|Singularity Hub
После кампаний последних лет против критики в гражданском обществе, от юристов до правозащитников, партия в этом году сосредоточилась на критике со стороны своего ближайшего окружения.
Заключение в тюрьму откровенного магната в сфере недвижимости в Китае является предупреждением для его элиты: молчите|Джейн Ли|22 сентября 2020 г.
|КварцСкорее, вам следует сосредоточиться на конкретной подтеме SEO и взять ее оттуда.
Google только что намекнул на авторитетный профиль?|Морди Оберштейн|21 сентября 2020 г.|Search Engine Land
Предложите им изучить лагеря для серфинга и провести зимние каникулы, оттачивая свою силу.
15-недельный план упражнений для детей и семей|Криста Ланглуа|12 сентября 2020 г.|Вне Интернета
 |Кварц
|КварцВ преддверии следующего этапа выхода Palantir на публичные рынки мне было очень любопытно посмотреть, как компания будет оттачивать свою подачу S-1, чтобы дать себе наилучший шанс во время своего предстоящего дебюта.
Концентрированное управление Palantir отлично подходит для руководителей, но как насчет акционеров?|Алекс Вильгельм|4 сентября 2020 г.|TechCrunch
Действительно оттачиваю свои навыки в освещении — и могу добавить, что терплю неудачу.
Как режиссер фильма «Превосходство» Уолли Пфистер стал секретным оружием Кристофера Нолана|Эндрю Романо|17 апреля 2014 г.
|DAILY BEASTЯ верю, что нужно осознавать свой творческий процесс и оттачивать его.
Как я пишу: Джулианна Багготт|Ноа Чарни|12 февраля 2014 г.|DAILY BEAST
PA также поддерживает Anonymous и оттачивает свои хакерские навыки.
Эй-эй, Хо-Хо, Махмуду Аббасу пора идти|Мейсун Заид|3 декабря 2013|DAILY BEAST
Но вместо того, чтобы оттачивать настоящее (включая миссис Обаму), дизайнер сосредоточился вместо этого на более широкой картине.
Женская линия Thom Browne развивается после инаугурационного ансамбля Мишель Обамы|Misty White Sidell|12 февраля 2013|DAILY BEAST
трудное препятствие для построения бизнеса.
Большой финал Недели моды в Милане: Versace и Dolce & Gabbana Вау, пока Armani терпит неудачу|Робин Гивхан|27 февраля 2012|DAILY BEAST
Антон Мартек, сидя на стоге сена и точа топор, посмотрел вверх и ухмыльнулся.
Пес-спасатель с высокого перевала|Джеймс Артур Кьелгаард
Ты бы пропустил футбольный матч в Ричмонде, но мы, конечно же, оттачиваем для тебя, дорогая.
Снова в школу с близнецами Такер|Нелл Спид
Когда это сделано, операция в целом выполнена, и дивная трудность заточки бритвы исчезает.
Легкое бритье|Анонимно
Большинство мужчин считают, что шлифовка — сложная операция, и ее должны выполнять только опытные ножовщики или парикмахеры.
Легкое бритье|Анонимно
Если бритва в хорошем состоянии и не нуждается в заточке, пятнадцати или двадцати движений в каждом направлении будет достаточно.
Бритье Сделано легко | Аноним
 |DAILY BEAST
|DAILY BEAST
СИНОМЫ ДОНАЦИИ: 18 синонимов и антонимов для Honing
См. Определение HONING ON DICTIONARY.com
- AS 3
- AS 3
- AS .
синонимы к слову хонингование
- окультуривание
- осветление
- очистка
- культивация
- дистилляция
- Повышение
- Фокусировка
- Улучшение
- Perfecting
- POSIRINAL
- Очистить
- Заточка
См.
Также синонимы: Honings- INCISINESION 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008
- 9008
- .
Тезаурус 21 века Роже, третье издание. Copyright © 2013, Philip Lief Group.
ВИКТОРИНА
Проявите стойкость и благодарность за слова одобрения Тест
НАЧНИТЕ ТЕСТКак использовать оттачивание в предложении
Многие из наших бесценных нейронных способностей — память, принятие решений — оттачиваются по мере того, как мы исследуем окружающий мир.
ХОТИТЕ РАСШИФРОВАТЬ ЧЕЛОВЕЧЕСКИЙ МОЗГ? ДЛЯ ЭТОГО ЕСТЬ НОВАЯ СИСТЕМА, И ЭТО ОЧЕНЬ БЕЗУМНО 22 СЕНТЯБРЯ 2020 г. SINGULARITY HUB
После кампаний последних лет против критиков в гражданском обществе, от юристов до правозащитников, партия в этом году отточила критику со стороны своего ближайшего окружения.
ЗАКЛЮЧЕНИЕ В ТЮРЬМУ В КИТАЕ ОТЛИЧНОГО МАГНАТА НЕДВИЖИМОСТИ ЯВЛЯЕТСЯ ПРЕДУПРЕЖДЕНИЕМ ДЛЯ ЭТОЙ ЭЛИТЫ: ОСТАВАЙТЕСЬ ТИХОЙ ДЖЕЙН ЛИС 22 СЕНТЯБРЯ 2020 г.QUARTZ
Скорее, вам следует отточить конкретную подтему SEO и взять ее оттуда.
GOOGLE ТОЛЬКО НАМЕКАЛ НА ПРОФИЛЬ ОРГАНИЗАЦИИ?МОРДИ ОБЕРШТЕЙН, 21 СЕНТЯБРЯ 2020 г., ПОИСКОВАЯ ДВИГАТЕЛЯ LAND
Предложите им исследовать серф-лагеря и провести зимние каникулы, оттачивая свои основные силы.
15-НЕДЕЛЬНЫЙ ПЛАН ТРЕНИРОВОК ДЛЯ ДЕТЕЙ И СЕМЬИКРИСТА ЛАНГЛУИССЕНТЯБРЬ 12, 2020OUTSIDE ONLINE
Приступая к следующему этапу выхода Palantir на публичные рынки, мне было очень любопытно посмотреть, как компания отточит свою заявку S-1, чтобы добиться наилучших результатов во время предстоящего дебюта.
КОНЦЕНТРИРОВАННОЕ УПРАВЛЕНИЕ PALANTIR ВЫГОДНО ДЛЯ РУКОВОДИТЕЛЕЙ, НО ЧТО НАсчет АКЦИОНЕРОВ? АЛЕКС ВИЛЬГЕЛЬМ, 4 сентября 2020 г.
TECHCRUNCHКогда и если кризис общественного здравоохранения рассеется, молодые предприниматели планируют поступить в колледж, чтобы отточить свои деловые навыки.
ЭТОТ СТАРШИЙ ШКОЛЬНИК РАЗДАЕТ БОЛЬШЕ СИЗ, ЧЕМ ФЕДСДАНИЭЛЬ МАЛЛОЯ 7 августа 2020 г. OZY
Питчер «Янкиз» Адам Оттавино изменил свою карьеру благодаря новой подаче и лучшей команде, отточенной в стенах магазина на Манхэттене.
ЧТО ГОД МОЖЕТ СДЕЛАТЬ С НАВЫКАМИ БЕЙСБОЛИСТА СТРАВИС САУЧИК 31 ИЮЛЯ 2020 ПЯТЬТРИДЦАТЬ ВОСЕМЬ
Антон Мартек, сидя на куче сена и затачивая топор, поднял глаза и усмехнулся.
СОБАКА-СПАСАТЕЛЬ ВЫСОКОГО ПАССАЖЕЙМСА АРТУР КЬЕЛЬГАРД
Ты бы пропустил футбольный матч в Ричмонде, но мы, конечно же, стараемся для тебя, дорогая.
СНОВА В ШКОЛУ С TUCKER TWINSNELL SPEED
Когда это сделано, операция в целом выполнена, и удивительная трудность заточки бритвы исчезает.
- AS 3
 Также синонимы: Honings
Также синонимы: Honings
 TECHCRUNCH
TECHCRUNCH